重卷机组圆盘剪飞边丝缠绕托辊的解决方法
2020-10-09甘长元黄涛常盈
甘长元 黄涛 常盈


【摘 要】本文通过对造成重卷机组圆盘剪飞边丝缠绕托辊的原因进行分析,并制定相应措施,保证圆盘剪异常生产飞边丝过程中,边丝不缠绕托辊,正常堆积在检查台处,减少圆盘剪异常生产飞边丝的处理时间,从而提高生产效率。
【關键词】圆盘剪;托辊端盖;边丝;缠绕
引言
柳钢冷轧厂精整车间重卷机组通过圆盘剪剪切带钢多余的边部,达到客户所需的带钢尺寸,在提速生产过程中,圆盘剪切出的边丝会在高速跑带过程中,因来料缺陷边丝逸出并缠绕进带钢并附和带钢前进缠绕在导板台托辊上,不仅仅影响生产效率,还容易产生质量问题,同时停机处理缠绕托辊的废边丝时很费劲,需要翘起部分带钢扯出托辊部的边丝,会大大增加处理边丝过程中发生安全事故的概率。所以,攻克边丝缠绕托辊的问题非常迫在眉睫。因此,我们通过对过圆盘剪后的导板台托辊端盖进行改造解决边丝缠绕托辊的问题。
1.重卷机组圆盘剪飞边丝缠绕托辊的原因
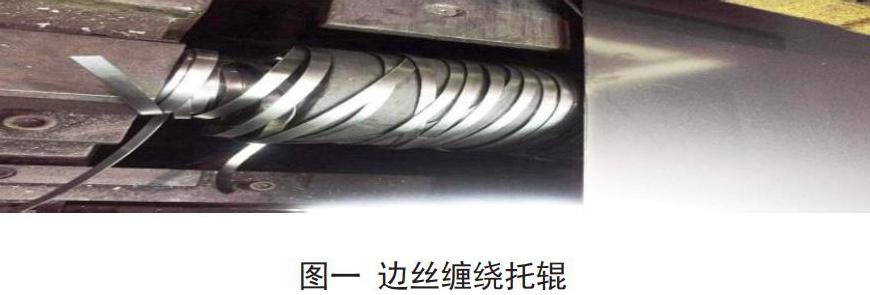
通过一系列技改重卷机组的生产速度由250m/min 提升至350m/min,圆盘剪剪切的边丝的速度也相应匹配提升,在高速跑带过程中,容易向上、向左、向右方向逸出并缠绕进带钢,虽然通过发明专利重卷机组圆盘剪边丝挡使得被切断的边丝不再由于惯性的作用呈水平方向运行,并避免了在边丝被剪断后在其他作用力下向上飞或向左右两边窜出。但因来料缺陷边丝逸出并缠绕进带钢并附和带钢前进缠绕在导板台托辊的端盖凸出的紧固螺栓上使边丝缠绕满整个托辊如图一,带钢从边丝缠绕的托辊上方运行时会被边丝划伤下表面产生多处连续性划伤。停机处理时间较长,缠绕托辊边丝太多造成的停机处理时间可达10~20分钟或更长的处理时间,带钢下表面的划伤会导致产生擦伤协议品卷。通常在生产一个班都会因为边丝逸出缠绕托辊2~3次,不仅仅影响生产效率,还容易产生带钢质量问题,而停机处理边丝缠绕托辊的很费劲,需要一个人配合翘起部分带钢另外一个人才能扯出托辊缠绕的边丝,边丝非常锋利处理时间越久,处理的过程发生安全事故的概率也会增加。
2.重卷机组圆盘剪飞边丝缠绕托辊的分析
因来料缺陷、圆盘剪参数调整不合适、圆盘剪刀片磨损严重导致边丝飞出圆盘剪废料坑,边丝被高速旋转运动的托辊端盖凸出的紧固螺栓挂住后将边丝卷进托辊的本体。从机组的安装图上看,是因为端盖固定螺栓帽在边丝飞出的行程范围之内。因此解决边丝不被高速旋转运动的托辊端盖凸出的紧固螺栓挂住,即可使边丝不缠绕托辊。
3.重卷机组圆盘剪飞边丝缠绕托辊的应对措施
通过现场的勘察边丝不被托辊端盖凸出的紧固螺栓挂住的应对措施有两个方案:
(1)、将托辊加长或缩短,使托辊端盖不在边丝飞出的行程范围之内。
(2)、将托辊端盖凸出的紧固螺栓进行封闭隐藏如图二。
结合现场的使用工况看方案一,托辊加长会占用质检人员检查带钢的使用空间,在检查台区域形成一个个凸出的区域容易造成安全隐患,如果全封闭质检人员的检查空间将被占用较多,对检查带钢表面质量十分的不便,托辊缩短在带钢的中间,起不到托起及稳定带钢运行的作用,而且无论托辊加长或缩短都要重新进行一系列的重新设计制作,十分繁琐,周期长。方案二将现有托辊本体端部螺纹孔的存在,经过设计端盖处沉孔直径加宽,端盖加厚,形成沉孔能把固定的螺栓封闭隐藏,十分方便快捷,对本体的改动不大,工程量较少。因此选择方案二进行施工。
4.托辊改造后的使用效果
实践证明,使用特制沉孔端盖后,在生产大多数规格带钢时,均能有效的阻止边丝乱飞乱窜缠绕托辊的情况,效果如图三,在7.08改造上线后生产卷数一直稳定在135卷以上。
5.结语
圆盘剪后的导板台托辊端盖进行改造避免了带钢边丝飞出时依附惯性缠绕在螺帽部导致边丝缠绕托辊,有效避免了正常生产过程中边丝缠绕造成的带钢划伤问题,避免了多次停机长时间处理边丝问题,降低了处理边丝造成的影响生产效率问题,同时还大大减少了因长时间处理边丝容易造成边丝割伤手的安全隐患。
参考文献
[1] 彭仕军. 重卷机组圆盘剪边丝挡[实用新型专利]. 45(广西) .ZL201520894265.0. 2016.08.03。
[2] 张景进.板带冷轧生产.北京:冶金工业出版社, 2008
[3] 王良兵.拉矫重卷机组工艺及设备分析:四川冶金,2013,15(4):26-29
[4] 熊欲均. 机械工程手册(第二版).北京:机械工业出版社,1997.8.
作者简介:甘长元(1989.8-),男,汉族,广西贵港人,大专,技师,助理工程师,研究方向为机械。
黄涛(1990.1-),男,壮族,广西忻城人,大专,助理工程师,研究方向为机械。
常盈(1988.8-),男,汉族,广西恭城人,大专,助理工程师,研究方向为生产、机械。
