制芯过程中砂芯排气方法的探讨
2020-10-01齐亚平鲍玉娟耿国芳李永亮
齐亚平,鲍玉娟,王 志,耿国芳,李永亮
(1.潍柴动力股份有限公司,山东潍坊 261001;2.潍柴动力(潍坊)铸锻有限公司,山东潍坊 261199)
制芯是铸造过程的重要环节,砂芯品质直接影响铸件精度及表面质量。在射砂过程中,如果芯盒型腔内某一处空气未被排出,该处压强增大,形成正压,阻止芯砂朝该处流动充满该处形状,造成砂芯紧实度不够[1],如图1 所示,影响了砂芯质量,造成砂芯报废。因此,为了提高砂芯的合格率,设计合理的排气方法显的尤为重要。
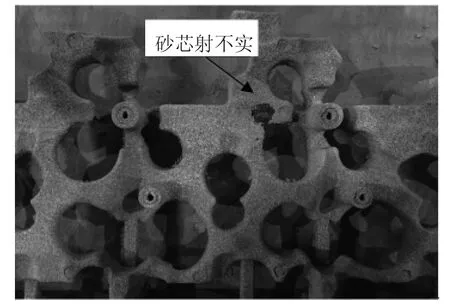
图1 射不实的砂芯
1 常见砂芯排气方法
1.1 排气塞排气
排气塞是用于模具内部能将空气及其他杂气排出从而提升模具产品品质的一种模具配件。排气塞尺寸设计要合理,应能防止砂粒钻入槽内堵塞排气塞,从而影响腔体排气。
排气塞一般设置在形状规则且面积较大的地方,如图2 所示。排气塞的优点是安装简单,但是在生产过程中需要经常清理,在清理过程中容易造成排气塞损坏。而且复杂型腔面侧面无法加排气塞,且热芯盒排气塞易堵塞,不易清理和更换。为了有较好的排气效果,芯盒排气塞的设置还应注意以下几点:(1)尽量避免与射砂嘴相对,各射砂嘴至排气塞保持大致相同的距离;(2)设置在砂流交汇处、拐弯处;(3)设置在射砂方向的背面和砂流到达的远端。
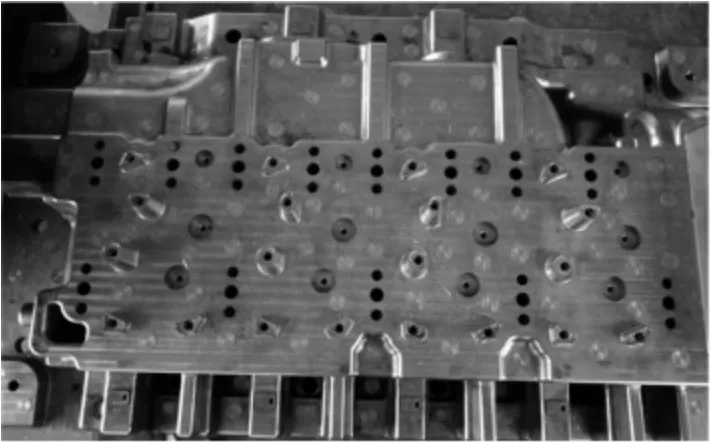
图2 在工装大平面处布置排气塞
1.2 排气槽排气
在不易布置排气塞的地方可以设计排气槽进行排气,如图3 中所示的排气槽及排气孔,这些位置比较狭小,无法安装排气塞,即使勉强安装排气塞,更换也相当麻烦。但气体必须排除。于是,在就近分型面处顺着气流方向增开排气槽,一般排气槽深度为0.2~0.4mm。实践表明,在芯盒接触面的关键处开排气槽,排气效果很好。

图3 排气槽布置
1.3 顶芯杆排气
芯盒中有凹坑,当凹坑深度深、面积小时,往往在射砂制芯时,此部位芯盒排气不畅,无法直接在芯盒上布置排气塞,从而导致此部位砂芯射不满或射不实,造成砂芯报废。
1.3.1 顶芯杆销边排气
工装部分位置顶芯杆可以做成多边形状,利用顶芯杆间隙进行排气。如图4 所示水套砂芯,该处小芯头易射不实,将该处顶芯杆修磨出棱角增加排气后该缺陷得到解决。

图4 修磨顶芯杆排气
1.3.2 顶芯杆增加排气塞
在设计时可将顶芯杆设计成带有排气塞的方式来增加排气,如图5 所示,此排气方法安装简单,更换方便。此方法由于受顶芯杆尺寸的约束,所加的排气塞面积有限,仅适用于表面平整且发气量较小的地方。
顶芯杆削边排气和顶芯杆增加排气塞两种方式可以合并使用,效果更佳,且更换方便,成本较低。
1.4 工装活块排气
在砂芯结构复杂,芯盒上通道狭窄处无法直接安装排气塞,导致砂芯射不实,通过制作与砂芯结构随形的活块,在活块上开排气通道或者加排气塞,既保证了砂芯的完整,也解决了砂芯射不实的问题。
1.4.1 在活块侧面增加排气塞
在芯盒砂芯排气设计受限、复杂、狭窄型腔处,设计活块加排气塞结构。设计的工装活块与芯盒本体之间采用间隙配合,分型面上加排气孔,给砂芯排气提供了有力通道,活块侧面打上排气塞,可保证砂芯射不实位置气体可直接排出。
1.4.2 在活块上设计排气通道
此种排气方法可以实现复杂形状的砂芯的排气,保证射砂紧实,同时也能实现快速安装。
如上图所示,与砂芯随形的活块2 通过两个螺栓3 固定在芯盒本体1 上,在活块2 上开一定数量的排气通道5,保证了在射砂时具有足够的排气面积,排气通道的尺寸既要能保证气体能顺利排出,也要保证射砂时不能跑砂。

图5 顶芯杆加排气塞
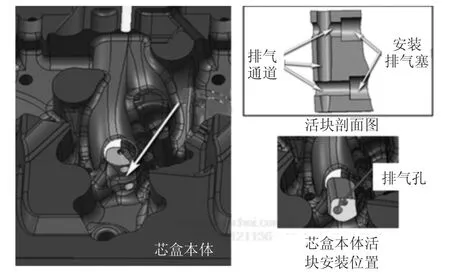
图6 活块侧面增加排气塞

图7 工装与活块安装示意图
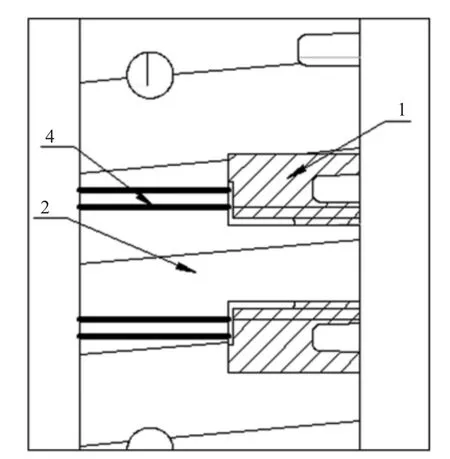
图8 A-A 截面
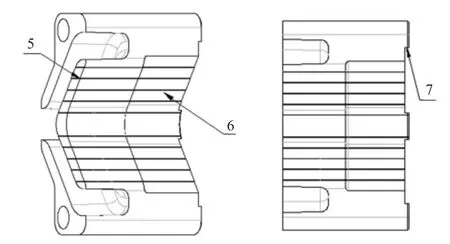
图9 活块视图
活块2 做成台阶式,活块侧面上半部分与芯盒本体之间属于过盈配合,保证在射砂过程中不跑砂,活块侧面下半部分与芯盒本体之间有一定的间隙6,活块底部与芯盒本体之间存在间隙7,间隙6 和间隙7 与芯盒本体上的出气孔相通,在射砂时,砂芯排出的气体通过排气通道5 进入活块与芯盒本体的间隙6 和间隙7,最后通过芯盒本体上的出气孔4 将气体排出,实现在制芯过程中的排气。
2 结束语
在芯盒设计时,应根据不同的砂芯结构,设计合理的排气系统,对于排气比较困难的部位,需要设计独特的排气结构,引导气体的流动,保证射砂充型时气体的顺畅排出,能制造出无缺陷砂芯。
