浅谈钢箱梁制造线形控制技术
2020-09-28王敏杰康开胜戚海敏马有清苏成中
王敏杰 康开胜 戚海敏 马有清 苏成中
摘 要:本文结合沤麻坑大桥钢箱梁的工厂制造,介绍了钢箱梁整体拼装过程中线形和钢箱梁整体几何尺寸的控制方法和经验。
关键词:钢箱梁;制造;线形控制
目前,我国公路建设桥梁建设用钢显著,尤其钢结构箱型桥梁跨越能力强、适合工厂化组拼制造、便于运输、安装施工速度快和修复及更换容易、抗扭刚度大、整体性能好、施工时对环境影响小等特点,应用最为广泛。
目前我国钢箱梁在公路桥梁中应用越来越多,如何在工厂制造时控制好钢箱梁的空间线形和整体几何尺寸成为现实问题。本文通过工厂制造中遇到的问题和对制作过程的总结,对钢箱梁制造线形和几何尺寸控制技术予以介绍。
1 项目简介
沤麻坑大桥钢全长547m。项目桥梁第四联采用钢-混组合梁,左幅、右幅钢箱梁长度各为120m。桥面位于右偏圆曲线R=1200、R=3000m上,纵断面位于竖曲线R=25000、R=33334.132m上,桥面横坡为2%。
2 钢箱梁制造过程
2.1 基本概念
桥梁主梁结构在设计、制造和施工的不同阶段主要涉及到以下几个不同的线形概念
设计线形:是指桥梁在设计图纸上的理论成桥线形。
成桥线形:是指桥梁整体施工完成后所需要达到的目标线形。
安装线形:主梁在吊装过程中各新安装梁段自由端定位标高连接而成的线形。
制造线形:主梁在制造过程中零应力状态下的线形。
2.2 制造方法
本项目采用大节段整拼制造方法,大节段整拼装采用多节段连续匹配拼装方案,并严格控制长度、宽度、对角线差等关键项点。保证相邻主梁之间的顺利连接,综合考虑拼装方案及工艺等各方面因素,整体拼装要在专用拼装胎架上完成。
胎架基础要有足够的承载力;胎架要有足够的刚度;胎架设置定位措施,避免拼装过程中移位;标高必须进行测平;定位墩间预留焊接收缩量;需要在胎架上以及胎架外设置纵基线和横基线和基准点。
2.3 钢箱梁制作步骤
钢箱梁制作方法流程如下:胎架、地标的制造→底板单元上胎定位→横隔板单元、支座隔板单元定位装配→T型梁单元上胎定位→焊接腹板与隔板、底板之间的焊缝→梁段焊接、校正→安装临时吊耳→余量切割→临时连接件等装焊→装焊栓钉→其它附件装焊→节段分离→各种标记、标识制作与保护。
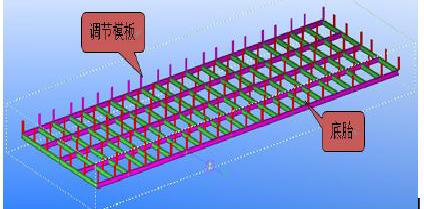
(1)劃制地样线、胎架布置
根据技术中心提供的《节段总装胎架布置及地样图》的要求,划制地样线。胎架与地面预埋铁刚性连接,模板采用边角料下料,模板安装必须先用水准仪测好标高后再焊接模板。
(2)整体拼装
底板单元件上胎架→横隔板单元件定位、点焊→T型梁单元件上胎架定位、点焊→组装支点隔板单元→组装下一件腹板单元件→按照同样的方法拼装其他箱体→拼装端头板,安装桥面剪力钉→整体拼装矫正要点→节段端口余量切割→节段标记。
3 误差来源
根据该项目生产制造过程中分析,可将其归纳为四大类,即荷载变化、结构材料特性及几何差异、周围环境影响等。影响桥梁结构整体拼装制造产生误差的敏感性参数主要包括:
(1)恒载和结构材料特性:由于材料容重以及截面尺寸误差所造成的钢箱梁自重误差、钢材材质不同所导致的弹性模量的差异、截面刚度差异以及由于铺装材料的容重和厚度所造成的二期恒载集度的差异等;
(2)钢箱梁支撑边界:小节段组拼时胎架支撑和大节段总拼时钢墩支撑理想无应力状态与实际钢箱梁自重影响制造的区别;
(3)环境温度:由于环境变化而导致的钢箱梁结构温度的变化;
(4)施工临时荷载:由于施工需要而设置的焊接设置以及材料的堆放而引起的荷载集度以及位置的变化,桥面临时所设的生活区设置等。
在制造阶段所引起与结构本身有关的例如荷载及材料特性等都将直接影响所设置的制造线形,故有必要对于此类误差进行制造线形的修正。
4 制造线形及几何尺寸控制
拼装在专用胎架上进行,胎架设置箱梁、连接梁定位装置及纵向横向基线,拼装除控制长度、宽度及对角线差外,还需注意利用牙板调整好钢梁预拱度。三维制图放样统筹考虑平面曲线、立面曲线、纵坡、横坡及预拱度;采用成熟的焊接技术、焊工培训持证上岗、加强过程控制,严格工艺纪律,提高梁段制造及组装的焊接质量。采用反变形总装胎架、采用预拼装专用调节钢墩、采用专用检测钢带、激光经纬仪、全站仪等检测手段,保证梁段组装及预拼装线型与成桥线型一致。
4.1 整体拼装胎架的设计
(1)总拼胎架的混凝土支撑梁
胎架基础支撑梁按照顺桥向布置,依据钢箱梁的单节段最大重量、钢箱梁总拼后整体重量和实际的土壤承载力设计混凝土梁,在最大承载情况下最大沉降不得超过3mm。支撑梁的长度要与钢箱梁的长度等长或者略长于钢箱梁。
(2)胎架钢结构支撑体系
横梁、纵梁和牙板构成共同组成钢箱梁总拼胎架。横梁通过支墩与地梁的预埋板连接,所有的支撑横梁必须布置在钢箱梁的横隔板位置。纵梁主要控制胎架水平刚度和稳定。牙板起承载钢箱梁重量的作用。牙板通常采用上下两块搭接的形式,搭接高度应大于100mm,这样便于高程的调整。
4.2 测量控制网的设计
在钢箱梁总拼胎架的四周布置测量控制网。高程控制网用水平仪测量监控,直线度和横向尺寸用经纬仪测量控制。
4.3 焊接收缩对钢箱梁制造线形、几何尺寸的影响和控制办法
(1)预留焊接收缩量的考虑
全熔透对接焊缝,t≦20mm时,焊缝的收缩量平均值约为2.5mm。全熔透角焊缝,在焊接过程中背面需要进行碳弧气刨清根,因此在考虑焊缝收缩量时,不仅要考虑返修,而且要在普通对接焊缝的基础上乘以1.4~2.0以保证留有足够的焊缝收缩量。
(2)焊接顺序的选定
按照由中间向两边,由下而上的原则。
①横隔板的立位对接
上下搭接:完成定位后要进行立位对焊,横隔板与底板的接板用活马板支撑,横隔板在焊接过程中可以横向自由收缩。
整体构造:横隔板定位后立位对接焊缝要采用刚度较大的加长马板强制约束焊接收缩,先对横隔板靠近上部的1/3部位进行焊接,然后再焊接其下相邻的1/3部分,最后焊余下部分,退焊方法可以减小焊接收缩量,退焊分段越多,焊接收缩量越小。
②顶板单元的纵向对接
先将相邻的两块板单元进行预拼装,完成焊接后再吊放到梁段上组装。
搭接构造:顶板单元定位后纵向对接缝预留焊接收缩量焊接并用活马板支撑,不允许焊接。
整体横隔板结构:先将顶板单元吊装到横隔板上,确保与横隔板密贴。焊缝两侧划检查线将板单元顶起,使U形肋两侧与横隔板有不小于3mm的间隙,在两条检测线间增加焊缝收缩量然后马板定位和焊接。完成纵向对接焊缝的焊接后,再将板单元放到位,完成与横隔板的焊接。
5 结论
在已经完工的沤麻坑大桥钢箱梁,在制造过程中采用了上述的线形控制方法,满足《公路桥涵施工技术规范》以及满足钢箱梁验收规范。
参考文献:
[1]冼尚钧.大节段钢箱梁线形控制关键技术研究[D].华南理工大学
[2]曾维弦.大型钢箱梁制造线形和尺寸精度控制技术[J].现代制造
作者简介:
王敏杰(1987-),男,陕西省西安市,本科,武汉大学,工程师,工程管理。
