平整机工艺参数调整对板型的影响
2020-09-28王安民
王安民
摘 要:冷轧带钢的平整工序是其生产过程中重要环节。连退机组采用德国六辊CVC(连续凸度可变)辊型平整机技术和设备,设备运行过程中,平整机的工艺和生产密切相关,结合生产的经验教训,分析设备的功能,结合金属变形受力的机理和生产实践,形成工艺参数和板型的相关规律。
关键词:设备;工艺;技术
1平整机的特点和功能
平整是一种0.5-3%压下率的微拉伸冷轧过程,用来消除带钢退火后出现的屈服平台,防止带钢加工时的滑移线,改善塑性变形能力和板型,同时增大带钢抗拉强度和延伸率。
平整机相当于单机架轧机,但是需要大张力,微压下率,常见的是四辊或六辊形式。其工艺参数很多,如辊缝,中间辊调整,轧制力,压下力等,对辅助平整机生产还包括前后張力,速度差等。通过控制平整机两侧带钢张力值和张力波动,速度差等计算出的带钢的延伸率,从而来控制压下量,通过延伸率的变化,压下率等指标来反映带钢的板型和力学性能质量。
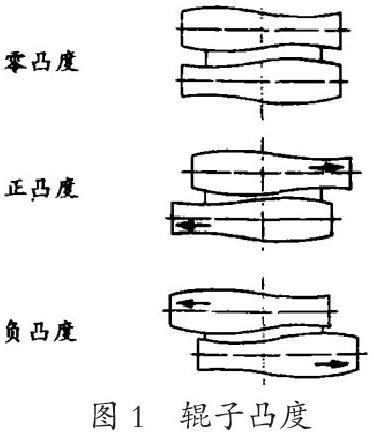
中间辊窜辊和弯辊功能,中间辊还有不同程度的CVC曲线。如图1所示,通过中间正负弯辊的移动,实现不同程度的辊缝调整控制板型。其侧面安装平衡缸用来避免轴承座在压下受力和带钢运行中振动形成板型缺陷。
2平整机延伸率改善
带钢延伸率是对其机械性能主要变形指标,通过轧制力控制延伸率实现带钢机械性能的控制,比轧制力等控制要直接,根据秒流量相等原则,延伸率变化带来带钢厚度的变化,从而改善带钢的受力性能。因此优先采用延伸率来改善板型。根据轧制速度不同,变形抗力不同,系统会根据设定的延伸率,自动调整轧制力和延伸率。延伸率的三种控制模式为:1通过轧制力控制延伸率,2通过秒流量控制延伸率(张力控制),3通过轧制力和张力共同控制延伸率。
影响平整延伸率的其它因素主要包括来料退火状况,摩擦系数,带钢成分,轧辊致敬,辊型,轧制模型和控制策略等。恒张力下可以变轧制力控制方式,利用出入口张力辊,转向辊上的增量脉冲编码器测量速度比来计算延伸率。
带钢薄,单位宽度面积小,单位截面承受拉力大,张力对平整机工艺影响大;带钢厚,单位宽度面积大,此时轧制力影响大,屈服延伸小,通过压下消除消除带钢屈服平台。平整机采用轧制力或轧制力与张力结合的模式,在轧制力控制延伸率的模式下,调整轧制力同时实现延伸率闭环控制。在张力控制模式中,调整轧制力过程中,同时调整张力差,改变延伸率。此时平整机两侧张力计辊计算张力差,通知张力辊改变张力和速度控制。
3平整机的浪形改善
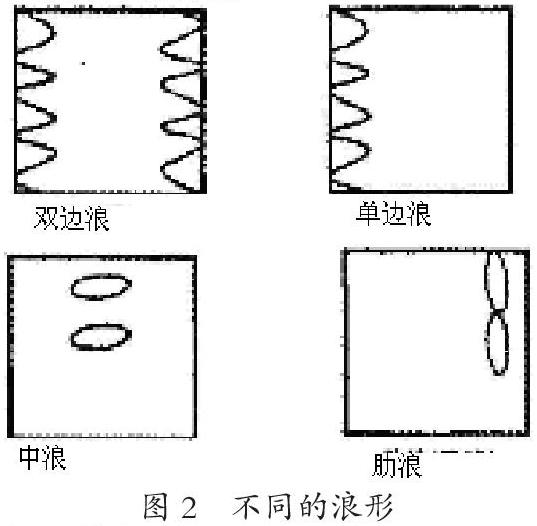
钢板浪形也称平直度,也称不平直的程度或是与平面的偏离度,相当于带钢内部残余应力的分布程度。板型缺陷来源于轧制方向各点延伸率不同,压缩应力超过一定值,带钢形成不同程度延伸,延伸大的地方形成浪。浪的形成机理不再赘述,主要结合设备操作消除浪型。板型包括双边浪,单边浪,中浪和肋浪等(图2),这些包含浪形的带钢经过平整机时,即使延伸率很小,也可能引起不均匀变形。
以往的平整机控制板型手段以四辊平整机为主,四辊平整机和六辊CVC平整机有所不同,为此四辊控制板型的手段,有的时候对于六辊未必适合,而且CVC平整机功能更加强大。
若要降低单边浪,用减小正弯辊力或增大负弯辊力的方式实现,但会形成中浪,此时若稍偏斜轧辊,改变轧辊压力平衡,达到改变辊缝形状,可消除单边浪;通过增加正弯辊力或减小负弯辊力来实现消除双边浪。正弯辊力是压下下工作辊,负弯辊是在下支撑和工作辊之间产生,当带钢出现中浪,控制力正好相反。在操作过程中,需要认真观察板型,结合经验调整工艺参数。
在操作弯辊装置时,要仔细观察板型,根据来料宽度选择不同的弯辊大小。操作中还要注意,两边的轧制力压下一定保持在适当的差值范围内,否则会引起断带。
4改善板型的机理分析
平整过程中,金属沿轧件高度上变形不均匀,带钢厚度方向上,形成不同程度的变形区,表层金属流动速度慢于中部,上下面受拉,中部受压,小轧制力下,中部滑移无法开动,平整后带钢平面受压,中部受拉,状态和之前相反。
塑性变形产生的残余应力和轧制后残余应力迭加,相当于轧制过程中的残余应力水平被降低。改善了带钢板型,平整机延伸率越大,改善的程度和能力越好。
4.1带钢的振动纹主要是由工作辊轴承、轧辊、主传动接手等精度问题或磨床误差等导致,提高轧辊加工精度,减少椭圆度,提高轧辊侧面平衡力可以避免这样的缺陷。
4.2 生产中需要不断地加入平整液,平整液除了冷却和减少摩擦作用,还可以清洁带钢,带走铁粉,保证带钢表面质量。如果不能及时烘干,将形成平整液残留,如果平整液冷却不均匀,将产生高阶次的板型问题。
4.3 在实际生产中,由于速度和负荷的增加,带钢会产生打滑和抖动,这样会影响延伸率测量的精度,从而影响轧制力和张力的控制,最终影响板形和板带质量。此时要跟踪带钢状态,通过适当加大张力等来保证生产质量。
4.4 带钢厚度薄,张力为主调节量,张力调节到达限定值,可增加轧制力的调节力度。如将轧制力保持恒定,将延伸率回馈值和给定值进行比较,转换成附加张力来调节张力,保持延伸率。
4.5 如果出现肋浪,加大卷曲张力,可避免一部分肋浪出现,若是1/4浪,需要调节窜辊和弯辊,可保证不出现边浪情况下消除1/4浪。
4.6 轧辊的凸度,板型凸度受到外界的影响,如冷却能力,轧制力和轧辊温度和磨损情况等。需要合理配比轧制力,弯辊力与张力和平整液系统设置等参数。
总结
根据带钢轧制后的板型数据和平整机后板型仪反馈情况,判断边浪的产生原因,采集轧制力等数据,判断板型产生的原因,及时通过上述措施改善板型。有的板型问题可能是机械精度,平整机喷嘴堵塞导致冷却不均,退火工艺或电气控制偏差导致,有的问题,增加卷曲张力或二次平整就可以消除,有的如滑移线,厂家反馈的冲压钢板等各种问题,需要结合生产实践,结合带钢力学性能分析,才能有效的解决问题,对于重复出现问题,及时总结,才能有效利用平整机实现良好的板型控制。
参考文献:
[1 ]带钢平整板型控制的实践 蒋仕荣等 四川冶金 2001.2
[2 ]平整线板型控制方法 李靖 北京科技大学学报 2012.5
