中大型异步电机装配柔性生产线的规划和应用
2020-09-28胡浩
胡浩

摘 要:湘潭电机股份有限公司电机事业部中大型异步电机柔性装配生产线是国内首个现代化的专业中大型电机生产线,在生产制造能力、现场工艺布局、工艺过程、产品物流等方面实现最精良的优化。基于其在整体格局上的工艺方案,是在打造现代化的中大型电机生产现场的同时促成中型电机制造最大程度的高质和高效。
关键词:电机;柔性;优化;工艺方案
中大型电动机广泛应用在国民经济的各个领域,统计表明:我国电动机的耗电量约为全国总发电量的65%左右,其中中大型电动机约占35%左右。
在我国“十三五”国民经济发展规划及“2020年远景规划目标”中指出:国家将继续重点发展电力、三大化工、石油输采炼和天然气、水利环保、交通运输;钢铁矿冶、轻工建材、军事工程等重大技术成套装备和原材料工业节能降耗配套产品,势必需要发展与其配套的中大型电机,特别是特种大电机和特种中型电机以及高端中大电机产品的需求量加大。
1 中大型异步电机车间装配线的基本情况
目前电机事业部中型电机车间生产的中大型电机中心高是Y355-710,功率150kw-3300kw。产品特点是小批量、多品种、外观差异性大、工序间复杂。装配柔性生产线的建设主要是优化生产工艺路线,提高效率,扩大产能,提升质量的需求,通过建设生产能力达到年产总约台量5000台、总容量约420万kw、极限产能可达到600万kw。初步实现中大型异步电机制造专业化、生产管理数字化的生产过程,更加有利于提升电机实物质量,提高生产现场管理水平,促进企业产品更新换代和产品结构优化。
1.1 主要制约异步电机装配流水线的因素
通过对车间产品现状和电机结构分析,制约中大型异步电机车间装配线的因素有:定转子合装质量不稳定,轴承装配损伤,端盖装配应力集中,生产成套性差缺乏智能控制与应用。柔性生产线的规划和应用将解决上述问题。
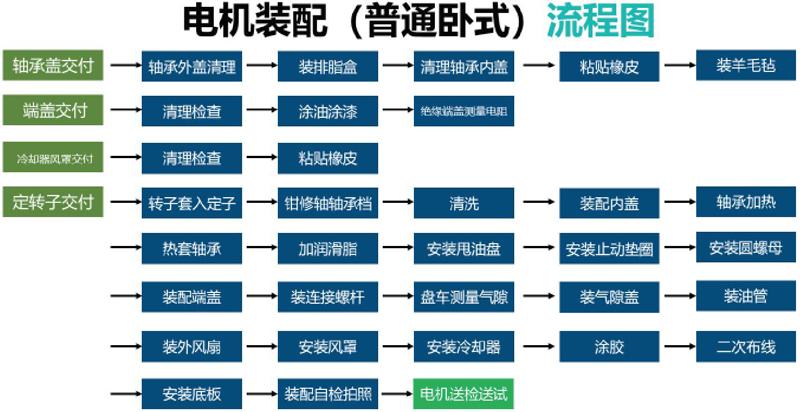
1.2 传统的电机装配工艺流程分析
车间中型异步电机装配柔性生产线80%以上是卧式异步电机,而传统普通卧式中型异步电机可以细分为轴承装配、定转子合装等32个工序,传统工艺流程非常分散,每个工序的时间节拍差异大,不适应质量和工艺提升的要求,不适宜进行柔性生产设计:
2 电机装配柔性生产线的规划和应用
结合精益生产工具,对中大型装配进价值流分析,找出装配过程存在搬运浪费和总装配效率低两个症结,找出7个末端因素:传统装配模式限制、定转子合装时间长、轴承装配方法不良、端盖装配变形大、领料时间长。
运用关联图找出症结
2.1根据中大型装配线未来价值流图将总装线分为四条线:1号线:355-500 中心高电机流水总装线;2号线:500-710 中心高电机流水总装线;3号线:转子预装线;4号线:定子、机座预装线。合理计算工序时间节拍后,我们将3、4号线作为前置工序,不进行流水线作业。
2.2 1、2 号总装线工序流水线的规划:
根据产品重量大,多品种等特点,采用直线型岛式装配线,双岛式配置使装配环节有一定的柔性化空间,能使产品在装配生产过程中有序的流动起来,改善作业环境;专业工序流水化作业有利于提高装配质量的保障能力。同时运用RGV运载车进行上下工位的衔接,预留工位的作用是解决非常规电机装配时间节拍的變化及问题处置。达产后355-500 线单班产能 16 台/线、月产约 300 台(按 21.5 天计算),500-710 线单班产能 12 台/线(按 21.5天计算)、月产约 250 台。考虑到产线运行及生产组织的影响,预计年产总约台量 5000 台、总容量约 420 万 kw。
2.2.2 对传统工艺流程进行优化改进:
通过首席操作师、技师、高级工对装配各工序进行反复测试,通过计算每个工序所需的时长,考虑到个人能力差异,将所有流程进行优化,重新整合为4个工步:定转子合装4小时(改进)、轴承装配(35-38分钟)、端盖装配(28-35分钟)、风罩冷却器装配(35分钟),RGV运载车往返一次时长约25分钟,能适应产线转运要求。在后续改进中,应致力于通过工装、工艺方法、工艺技能的提升达到各节拍之间的均衡及工效的提高。
根据现场需求总装线分为流水线作业模式和非流水线作业模式。其中流水线作业模式将合装后的电机安装分为4个步骤,分别在4个工位上完成安装工作。每个工位工作完成后,通过RGV将物料送到下一个工位。有2条装配流水线可以同时并行作业;非流水线模式将在一个工位上完成合装后电机安装的所有工作,一共8个工位,可以同时并行作业。系统根据MES的调度指令可以切换作业模式,两种工作模式切换时需清空原产线上的物料。
2.3 定转子合装时间长优化改进
2.3.1定、转子定位合装配机的设计应用
传统定转子合装是使用专用工装梨形吊具或套管进行定转子合装,需要多人配合,特别是套管抬套转子时,需要2部吊车同时进行配合,操作繁琐、效率低下,过程操作不当容易导致定子线圈损伤。
针对上述问题设计了定转子合装机,采用卧式半自动装配,转子通过激光校准、数字化自动定位,定子通过工作台水平移动,确保电机定子装配转子过程中的合理化、数字化、高效率生产,很好解决了合装定位繁琐、标定件过多、效率低等问题。
2.3.2应用中对定转子合装进行二次创新和优化
经过多次现场试验,将合装流程进行了优化,合并了多道流程,减少了4道多余动作。改进后装一台转子节约2小时,减少了操作者1人。同时将现场标定测量数据改为设计资料输出,并建立了数据库,优化后定转子合装可以直接调取数据,这样合装一台只需要30-40分钟。
2.4 轴承装配不良优化改进
传统滚柱轴承装配时,首先是将轴承外圈用铜棒敲入端盖轴承室,内圈热套在转轴上,再吊起端盖,边晃动边将外圈挤压在内圈上。轴承装配操作时间长,后续试验问题多,显然不能满足流水线的要求。对轴承装配进行了全面创新:装配轴套后,用2件定位螺杆拉紧内盖,让轴承套、轴承盖形成一个整体,通过端盖与机座的螺杆对称均匀紧固,将端盖缓慢拉到位,改进后基本解决了轴承装配不当导致的系列试验问题。
2.5端盖装配变形大优化改进
传统工艺装配端盖是用吊绳吊起转子,调正机座与端盖连接孔,因行车适调精度较低,容易导致端盖装配偏心受力变形。对端盖装配设计了自动调心工装,保证两端端盖装配转子位于中心,同时配备了配有KBK吊挂装置,可以实现多台电机同时进行装配;配有锂电池电动扳手、自动加脂机、风扇安装专业工装等先进设备和工具,增加了锤击去应力等工艺,改进后,工作者劳动强度明显改善,端盖装配时间由以前的40分钟降低至20-25分钟。
2.6 领料时间长优化和改进
为了对装配零部件物流和存储进行统筹控制,车间在装配区南面建立立体库房。立体库房由高层货架、主出线盒存放区、滑动轴承摆放区、下风罩摆放区、配送区、以及检验扫码区组成。打通物资采购、存储、外委外协件制作,内部配套等物料信息集成渠道,实现物料适时状态信息传递,已排产未成套情况预警,异常情况人工干预调节功能,具体内容有MES生产管理系统的建立、立体库房机器人扫码出入库功能。
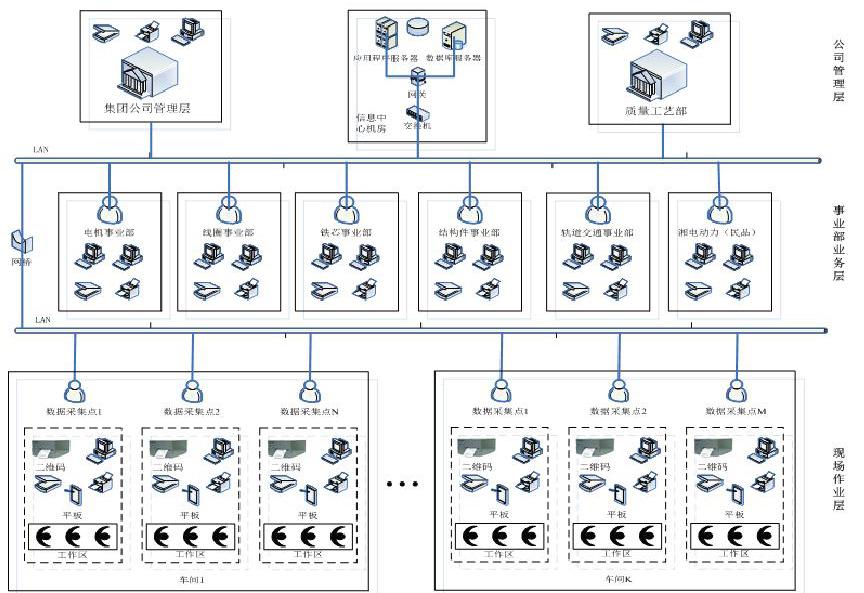
2.7智能化控制与管理
2.7.1 数字化终端管理
每个岛位配备电脑终端,里面配有数字化管理系统, 与公司生产线配置零部件扫码系统、ERP生产管理系统、质量大数据系统、PLM等系统实时连接,使产品的装配质量具有可追溯性。生產线配置零部件扫码系统(包括:一体式电脑、条码打印机、扫描枪、批处理条码PDA等),对定子、转子、转轴、端盖等零部件进行唯一性标识和批次性条码管理,还包括质量监控、工位上线扫描、工艺参数采集。生产纲领系统:库存记录、待料报警、计划安排、设备监控。智能化看板;显示图纸工艺文件、本工位质量状态、生产节拍和进度及操作人员记录等信息。
2.7.2质量全生命周期管理
质量大数据系统,全名质量全生命周期管理系统,是湘电打造民品电机产品整个制造链全程数字化的质量管控平台,以质量数据采集、存储、流程控制为基础,以产品质量信息全程可追溯为核心,通过质量数据分析与挖掘应用,实现质量信息快捷追溯、数字化的PDCA循环、可视化的反馈控制、工序能力评价、配合调度控制等功能,达到降低产品质量成本、持续提升产品质量品质的目标。系统主要功能包括:
全景质量数据采集、质量信息快捷追溯、质量数据分析应用、可视化的反馈控制、信息化流程管控、持续改进决策支持等。
3 实施过程与结果
通过实践,车间流水线每40分钟出一台电机,2条流水线每天8小时约可以装配20台电机,年产量可达5000-6000台。实施后电机装配后质量稳定,降低了工作者劳动强度。
4工艺创新
4.1 3D仿真设计 通过3D软件进行三维建模和零部件的工艺规划结果,消除了瓶颈并确保最佳效果。
4.2 工艺装备创新 在装配过程中,采用了合装配机、转子抬起浮动支架、转子尾风扇压机、锂电池自动扳手等30多种新工艺装备,每个工位上配备了显示屏、扫描枪。
4.3 工艺模块设计 通过将定转子预装从总装配分离,独立装配成为一个大部件,后续总装配就是从转子套定子开始。通过此次柔性方案的设计过程,模块化提升了30%。
5结束语
中型电机装配生产线是公司打造规模化、专业化、信息化的电机研发、产业基地,重点聚焦核核心制造能力建设。配有数字化管理系统, 与公司ERP生产管理系统、质量大数据系统、PDM等系统实时连接,使产品的装配质量具有可追溯性,可以最大限度的保障产品的装配质量。
