二元叶轮T形叶片加工方法
2020-09-28刘海波
刘海波
摘 要:全文对离心压缩机闭式二元不等厚叶片叶轮的加工和焊接工艺进行分析,提出加工T形等厚度叶片,来满足焊接需求。最后在三轴铣床上进行二元叶轮T形叶片加工和铣槽加工,并进行焊接,验证二元开槽焊加工叶轮T形叶片加工方法的可行性,得出采用此方法加工二元叶轮能保证叶轮的性能和焊接强度。
关键词:离心压缩机;二元叶轮;T形叶片;开槽焊
1 离心压缩机闭式二元叶轮T形叶片加工方法
闭式二元叶轮通常为等厚度叶片,采用的是立式高速钢刀沿叶片形线走刀,加工叶轮叶片。由于常规二元叶轮性能不高,设计提出了不等厚后叶片的二元叶轮,此种叶轮叶片形线为两端收窄,中间部位为等厚度叶片。按照常规加工方式加工,其加工出来的叶片形状也为不等厚的,在叶片两端叶片会收窄。叶片开槽的槽形同叶片一样,也为两端收窄形式,但是限于目前车间开槽焊接的二元叶轮焊条都是标准焊条,焊接工人在焊接不等厚叶片时焊接质量无法保证,会出现部分位置焊接缺陷。因此此种二元叶轮在后续焊接过程中无法保证叶轮的焊接质量。如将叶片槽形加工成等厚的槽形,叶片和槽宽不均匀,在进出口叶片收窄处焊接缝隙过大会导致焊接缺陷。
闭式二元不等厚叶片加工也可按照等厚叶片加工,加工完叶片后由钳工修磨进出口收窄位置,但是此种方法需要做叶片形状的卡板,并且每个叶片都需要修磨,修磨工作量大,钳工的修磨速度满足不了生成进度,而且过多的修磨工作也会导致钳工职业病的得病风险。
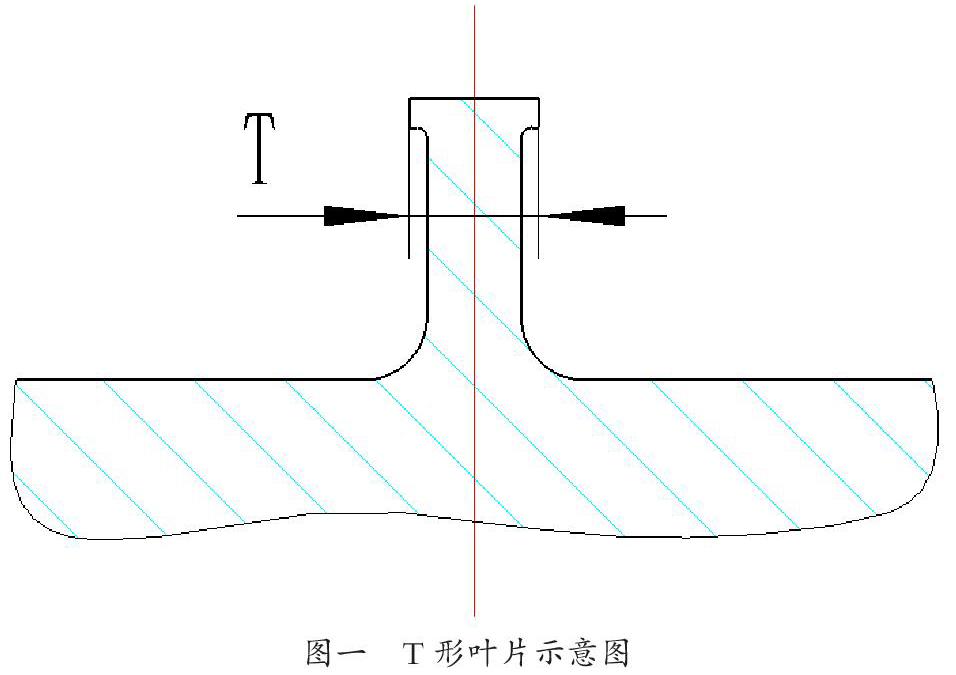
为满足加工周期和生产要求,闭式二元叶轮加工可按等厚度叶片加工,加工完成后用T形刀沿不等厚叶片形线加工,在叶片上端留一个T形的等厚部分,用于焊接时要求的等厚度叶片,而T形叶片下部是按照不等厚叶片形线进行加工,这样加工出来的叶片既满足了设计要求得叶片形状,又满足了焊接要求得等厚叶片。叶片形状如图一所示。
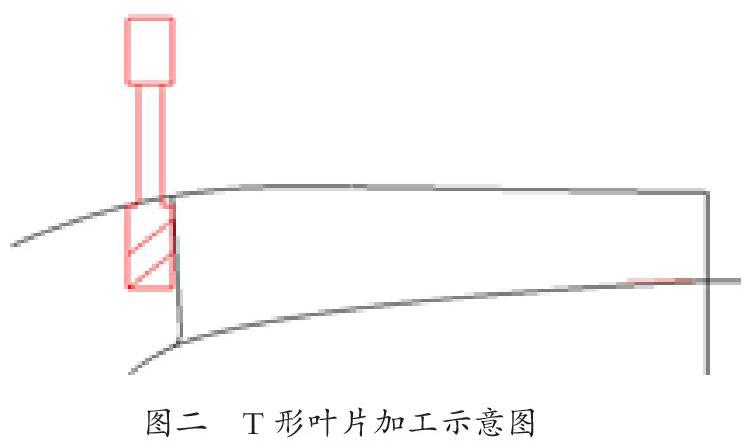
二元叶轮不等厚叶片的加工首先要确定叶轮叶片的形线,按照设计图纸要求,在编程软件中做出二元叶轮叶片形状,然后根据叶片形线,做出等厚叶片形线,等厚叶片形线要将不等厚叶片形线包含在内,造出等厚叶片后,通过软件计算,先用直柄立銑刀按等厚度叶片形线加工出二元叶轮的叶片形状,加工完成后清除流道内残留加工部分,加工完成后用T形铣刀沿设计的不等厚叶片形线。由于叶轮流道面为曲面,轴盘面和盖盘面的形线不一样,而且进风口和出风口叶片高度也不一样,所以在使用T形刀加工叶片时要分多刀加工叶片,其加工形式如图二所示。
在编程软件PROE中需要先做出叶轮的底面,加工的刀具会紧贴底面延叶片形线进行走刀加工叶轮,在加工叶轮T形叶片时,由于需要多刀加工,并且T形叶片上端的等厚部分的厚度要求均匀,T形帽的厚度不均匀会导致叶轮焊接时留下焊接缺陷,影响叶轮性能。为了能够加工出均匀的T形帽,在加工软件中需要让刀具的刀刃上沿部分延T形帽的下沿走刀,但是在加工软件中没有按此种路径走刀的加工方法。因此,要加工出均匀厚度的T形帽,需要先将T形帽的形线沿刀轴方向偏移,其偏移距离为T形刀具刀刃高度,然后以零点位置为轴线,镜像偏移后的曲线,用镜像后的偏移曲线旋转形成加工曲面,让T形刀底面刀刃沿曲面进行加工,再输出加工程序时再以零点位置为轴线镜像输出的程序。这样就能在加工软件中实现让刀具的刀刃上沿部分延T形帽的下沿走刀的加工方式。输出加工程序后需要在仿真软件中仿真切削叶轮T形叶片,并在仿真软件中量取T形帽的厚度,再根据叶轮仿真后量取得加工数值调整刀具加工深度来保证叶片T形帽厚度符合设计要求。
二元叶轮精加工叶片完成后,需在叶轮盖盘上面铣制出焊接所需要的槽形。先用平底铣刀沿槽底形线加工先去除盖盘余量较大的位置,采用的加工方式是用键槽铣刀在零件表面开槽,由于开槽宽度较小,所以采用的键槽铣刀直径也很小,为了保证加工的槽形尺寸合格,加工时采用分层加工,用键槽铣刀沿开槽形线分层加工可以减小切削力,能够保证加工刀具切削精度,能够加工出准确的槽形。然后用成型铣刀沿开槽形线铣出开槽焊图纸要求的槽形,槽形加工前要设计出槽形模型,让刀具沿槽形的形线加工,加工槽底完成后观察叶片形线和槽线形线是否重合,并检测槽形尺寸是否满足加工要求。一切加工合格后焊接叶轮的轴盘和盖盘。
2 结论及展望
闭式二元叶轮T形叶片开槽焊加工方法能满足生产加工需求,加工叶轮质量高,加工时间短,加工成本低,加工工艺成熟,加工的二元叶轮性能达标。加工T形叶片的焊接质量好,焊接效率高,此方法可为厂里节约加工成本。二元T形叶片开槽焊叶轮加工可以应用到任何不等厚叶片叶轮的加工上,可以很大程度上提高叶轮的性能,可以更好的满足客户对产品的性能的要求。未来该技术方案广泛应用可以提升叶轮产能,增强企业在同行业企业的竞争力。
参考文献:
[1]王勤 一种新的叶轮加工方法,现代制造工程,1990.
[2]金娥,代建春. 不锈钢叶轮加工工艺的改进,机械工程师,2008(09):160-160
