简易快速收簧工具的制作与应用
2020-09-26淮海工业集团有限公司山西长治046012周建民范晓东常云峰
■淮海工业集团有限公司 (山西长治 046012) 周建民 晋 国 范晓东 刘 希 常云峰
在复杂的零部件装配机构中,弹簧是常见的组成件之一,由于装配空间、弹簧胀开长度等的限制,某些弹簧的装配就需在完全压缩状态下或近乎完全压缩状态下进行装配,这就为此类弹簧的装配带来了很大困难,大大增加了弹簧的装配时间,降低了装配质量。
1. 存在的问题
图1为我公司一弹簧产品的装配示意,从中可以看出,装配位置狭小,同时弹簧抗力较大,无法手工将弹簧完全压缩后装配到位。

图1 弹簧装配示意
2. 解决问题
(1)传统的解决办法 一人用双手将弹簧进行压缩,另一人用线绳或铜丝对弹簧进行对称式双侧捆绑,通过捆绑来实现弹簧的压缩,进而进行弹簧的装配,如图2所示。此装配方法存在两大问题:①需要人员多、捆绑时间长,需至少两人以上进行,且需两侧对称捆绑,如一侧捆绑,弹簧将出现弯曲。②捆绑后的弹簧,在装配完成后,需用剪刀剪断绳子或铜丝,这样极易将线绳的残留物遗留在产品中,造成极大的质量隐患。
(2)创新解决方案 为了克服上述传统弹簧装配的弊端,我们设计制作了一种快速收簧工具(见图3),该收簧工具分为两大部分:弹簧压缩器和收簧盒。
弹簧压缩器的结构设计及使用原理:如图4所示,弹簧压缩器由套管、心杆和定位销三部分组成。根据弹簧内孔、外径尺寸的大小,套管中心钻削通孔,具体直径与心杆外径小间隙配合即可,套管右端便于手心压合,车床应加工出左右圆弧面,左端铣出一圆弧扁,以保证弹簧压缩后放入收簧盒中,同时,左端加工一个销孔,保证定位销的安放。套管材料选用T10A,加工后淬火处理50~55HRC,且表面镀锌,以防锈蚀。

图2 弹簧装配过程

图3 收簧工具
心杆左端加工时,先车出外圆,其直径应小于弹簧内径0.3~0.6mm,并与套管孔径小间隙配合,能自由进入,且铣削出一个圆弧扁,以保证弹簧压缩后,自由放入收簧盒中。右端大外圆应车出左右圆弧,以适合手心的握压,在圆弧扁的垂直面上,磨削一通长定位扁,用以配合定位销,防止心杆与套管之间的转动。心杆材料选用T10A,淬火处理50~55HRC,且表面镀锌处理,以防锈蚀。
定位销的作用是防止心杆在套管孔中转动,以保证弹簧在压缩过程中,心杆与套管移动方向一致。
收簧盒的结构设计及使用原理:收簧盒的作用是将压缩器压缩后的弹簧,收放起来,并保持完全压缩状态,直至装配完毕。如图5所示,收簧盒形如盒,中间中空部分其大小以弹簧外径及弹簧压缩后的长短尺寸确定,外围方形尺寸,则依据弹簧装配空间大小确定,并做到在满足容簧的前提下,尽可能轻巧。在收簧盒长度方向,两端各加工出R形槽,槽尺寸大小以压缩器中套筒心杆直径为依据,且略大0.1~0.3mm即可。
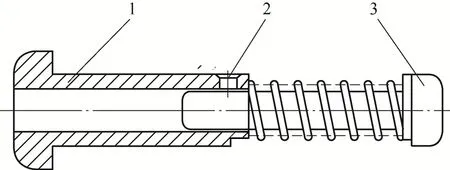
图4 弹簧压缩器

图5 收簧盒
使用时,首先将弹簧套在心杆上,然后将心杆插入套筒中,将套筒R部分放在手掌上,心杆R部分用手指压合,在手指用力后,心杆逐渐进入套筒之中,弹簧也随之被压缩,在完全压缩后,最后将弹簧压缩器中压缩后的弹簧放入收簧盒R之中,然后将压缩器的心杆部分从套筒中抽出,弹簧就被收入到收簧盒中。装配时,将弹簧装入指定位置后,向下拔出收簧盒,压缩簧恢复胀紧状态,进而完成弹簧的装配。如图6所示。

图6 收簧工具使用方法
3. 结语
该辅助工具结构简单、制造方便且成本低廉,非常好地解决了狭小空间中装配大抗力弹簧的难题。不仅提高了产品装配质量和生产效率,而且操作简单,节省人力,在实际生产中便于推广使用。
