卡车驱动桥壳用轻质高强度钢的研发
2020-09-26李晓林肖宝亮缪成亮富晓航惠亚军
李晓林 肖宝亮 缪成亮 杜 倩 富晓航 惠亚军
(1. 首钢集团有限公司技术研究院, 北京 100043; 2. 绿色可循环钢铁流程北京市重点实验室, 北京 100043;3. 首钢京唐钢铁联合有限责任公司制造部,河北 曹妃甸 063200)
商用中、重型卡车驱动桥是仅次于发动机和控制室的核心部件[1]。驱动桥壳是驱动桥系统的主体,关系到整车的承载能力、使用寿命和安全性能等,所以对其机械强度、刚度和疲劳强度的要求均较高[2]。由于《重型柴油车污染物排放限值及测量方法(中国第六阶段)》的强制推行和国家对超载超限的严格治理,中、重型商用车轻量化是大势所趋。据估算,如果车辆减重100 kg,每百km耗油量将减少0.5 L,二氧化碳排放量也减少12 g[3]。另一方面,驱动桥属于簧下质量,根据行业经验,减少1 kg簧下质量的效果等同于减重15 kg的簧上质量[4]。
驱动桥壳的生产工艺有多种,包括铸造、冲压- 焊接和机械扩胀成形等[5]。采用传统的铸造工艺生产驱动桥壳,成本高、工艺复杂、桥壳笨重,不利于节能环保,已被冲压桥壳和机械式胀形桥壳取代[6]。国内13 t级驱动桥壳的冲压工艺主要是热冲压,所用材料为Q345B或Q460C钢板,厚度14~16 mm[7- 8]。机械式胀形桥壳主要采用Q345B或20Mn2钢无缝钢管制成,厚度14~16 mm[9]。我国桥壳轻量化水平与国外的差距较大,如德国的MAN车桥桥壳材料为屈服强度500 MPa、抗拉强度600 MPa的高强钢,采用热冲压工艺生产13 t级驱动桥壳,厚度为11~12 mm[10]。随着主机厂对桥壳轻量化和使用寿命要求的不断提高,开发更高强度桥壳用钢已成为钢铁企业研究的热点。首钢研发了一系列可采用热冲压、冷冲压及机械扩胀工艺成形的轻质高强度桥壳用钢。700 MPa及以下强度级别的桥壳用钢已可批量生产。
1产品简介
根据用户的加工工艺和设备,首钢研发了750 MPa及以下强度级别的桥壳用钢,主要有热成形、冷成形和机械扩胀成形桥壳用钢,产品简介见表1。

表1 首钢轻质桥壳用钢简介
2 产品开发
2.1 热成形桥壳用钢
13 t及以上吨位的重卡驱动桥壳要求具备良好的刚度和静强度[11],为了避免桥壳冲压时开裂,只能采用14~20 mm厚钢板进行热冲压成形。成形工艺为:将钢板感应加热至800~900 ℃保温后冲压成形,空冷。目前,热成形桥壳用高强度钢板主要为Q460C钢,要求桥壳热冲压后仍达到Q460C钢的力学性能水平。由于各个钢厂生产的Q460C钢成分和工艺差别较大[12],热成形后桥壳存在性能波动大和强度偏低等问题,影响车桥的使用寿命。
为了满足热成形桥壳的高强度要求,首钢先后开发了热成形后屈服强度为420~550 MPa的桥壳用钢,并成功应用于商用车后驱动桥壳。在成分设计方面,考虑到用户加热工艺对材料性能的影响,采用中碳- 低锰- 微合金元素(Ti、Nb、V)的设计理念,通过固溶强化、细晶强化和析出强化确保材料热成形后的性能,不同强度级别热成形桥壳用钢的化学成分和力学性能分别见表2和表3。

表2 不同强度级别热成形桥壳用钢的化学成分(质量分数)
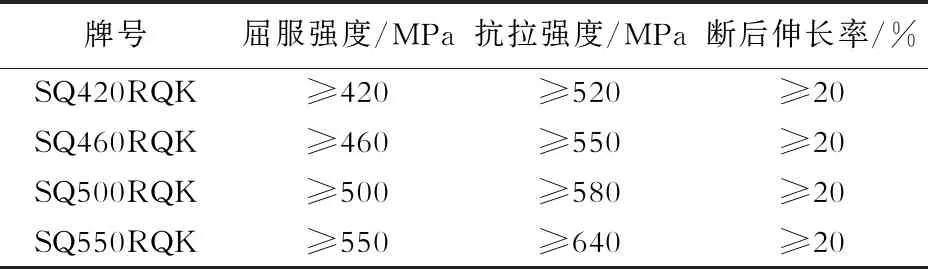
表3 不同强度级别热成形桥壳用钢的力学性能
首钢开发的SQ500RQK钢,采用C- Mn- Ti- Nb成分体系,采用低温终轧+高温卷取工艺,获得了细小的铁素体和(Ti,Nb)C析出相。12 mm厚热轧钢板经感应加热至800 ℃后空冷,屈服强度为553 MPa,抗拉强度623 MPa,断后伸长率32%。图1为SQ500RQK钢板加热前后的扫描电镜照片,钢板感应加热后铁素体发生粗化,但不明显。由于感应加热速率快(>60 ℃/s),保温时间短(≤3 min),铁素体晶粒不能充分回复或再结晶。图2为SQ500RQK钢板感应加热后的透射电镜照片。由图2可知,感应加热后仍有数量较多、尺寸小于10 nm的析出相,可确保材料的强度仍符合要求[13]。
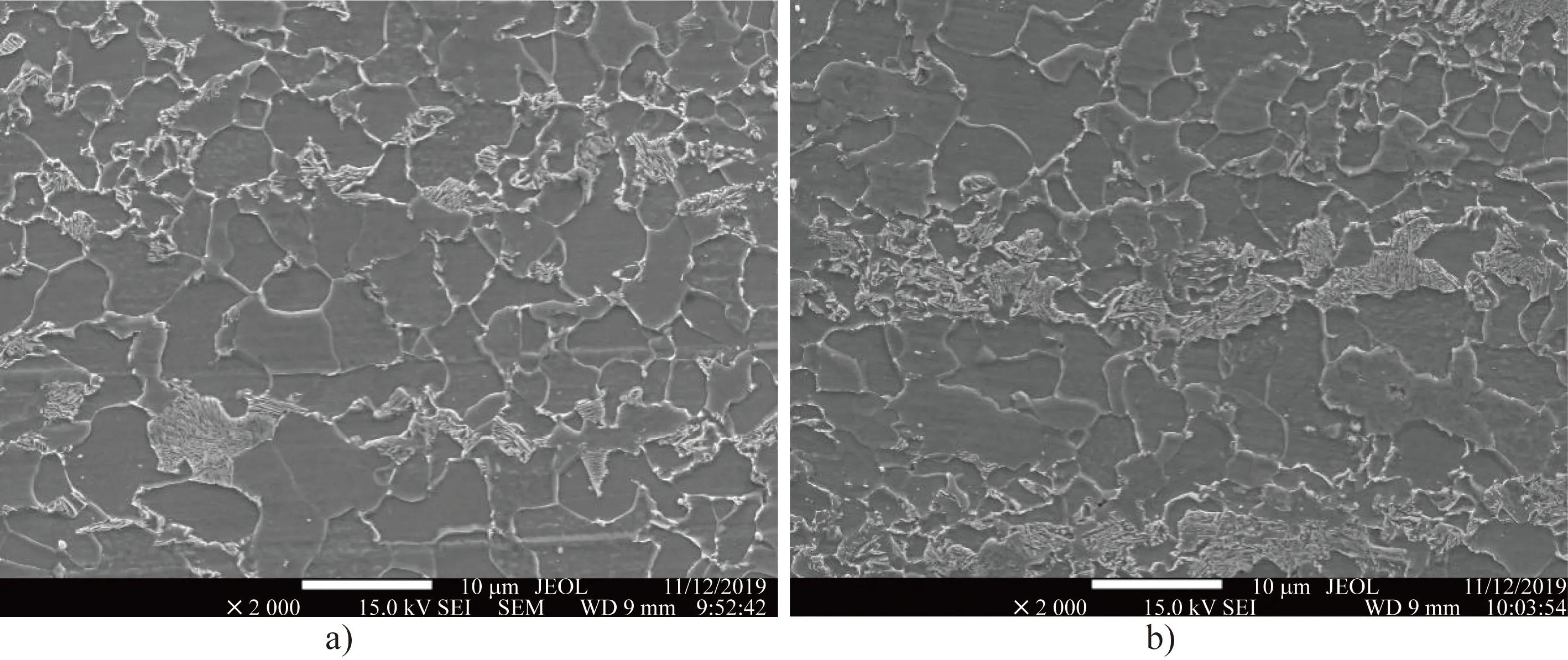
图1 SQ500RQK钢板加热(a)前、(b)后的显微组织
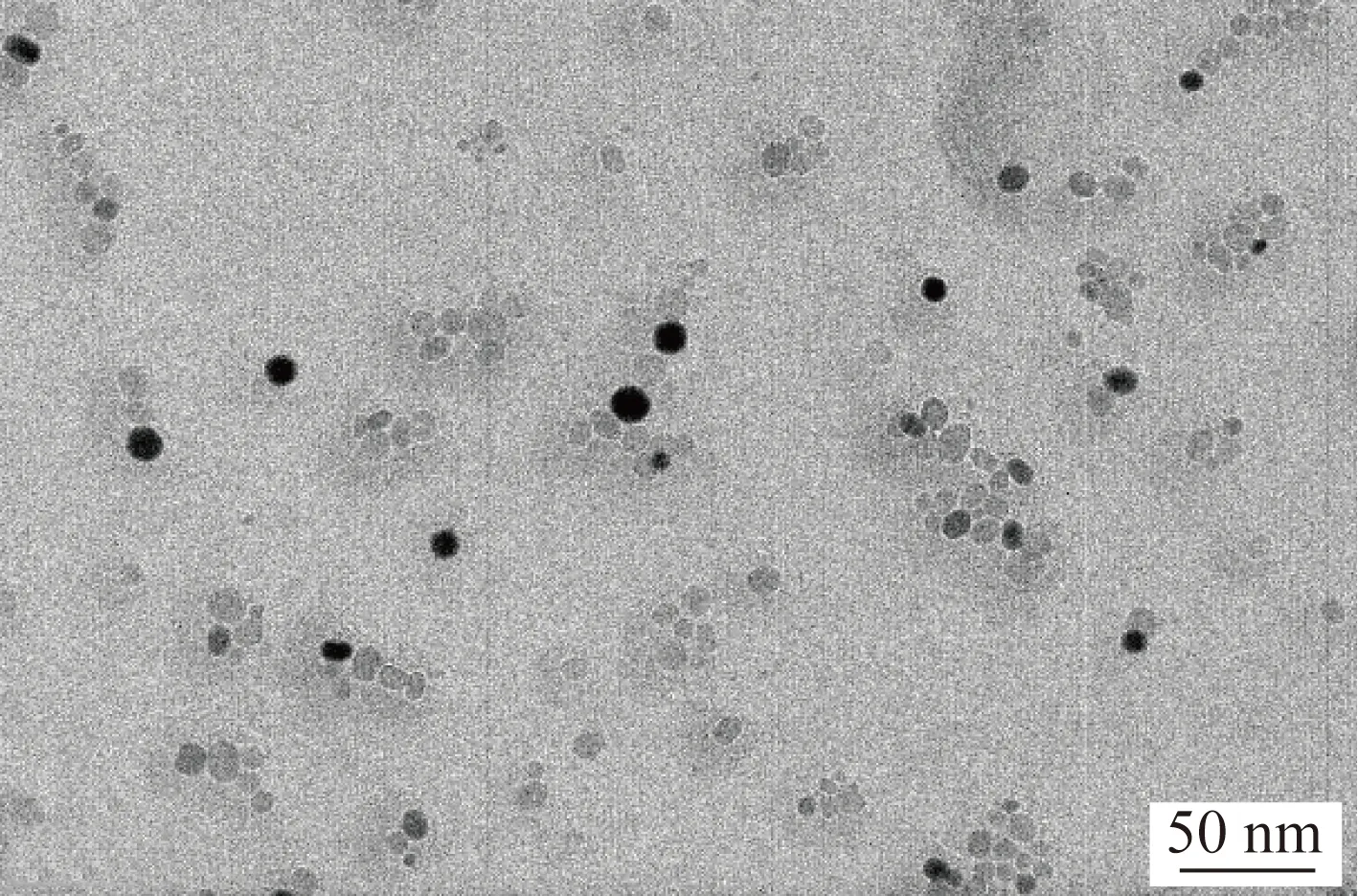
图2 SQ500RQK钢板800 ℃加热后的透射电镜照片
2.2 冷成形桥壳用钢
为了满足车桥企业节能降耗、降低生产成本、提高生产效率的需求,实现车桥轻量化,首钢开发了一系列冷成形桥壳用钢。重卡驱动桥壳用钢板的厚度≥12 mm,为了避免桥壳在冲压过程中开裂和回弹,一般采用热冲压成形。首钢冷成形桥壳用钢采用低C- Mn- Nb/V成分体系,严格控制P、S、N等元素的含量,具有良好的强度和塑性,屈强比低,组织为铁素体和少量珠光体。不同强度级别冷成形桥壳用钢的化学成分和力学性能分别见表4和表5。

表4 不同强度级别冷成形桥壳用钢的化学成分(质量分数)
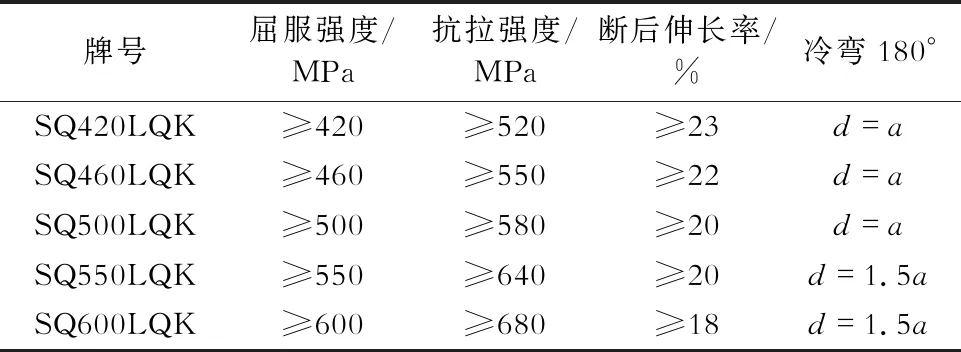
表5 不同强度级别冷成形桥壳用钢的力学性能
首钢开发的SQ550LQK钢板厚度为6~14 mm,采用C- Mn- Nb- Cr- V成分体系,采用控轧控冷工艺生产的12 mm厚桥壳用钢板,屈服强度587 MPa,抗拉强度673 MPa,断后伸长率23%,带状组织≤1.5级,组织为铁素体和少量珠光体,见图3。对12 mm厚钢板进行了冷弯试验(弯心直径(d)为1倍板厚(a))和对折试验(0倍板厚),钢板折弯处均没有肉眼可见的裂纹,成形性能良好,见图4。
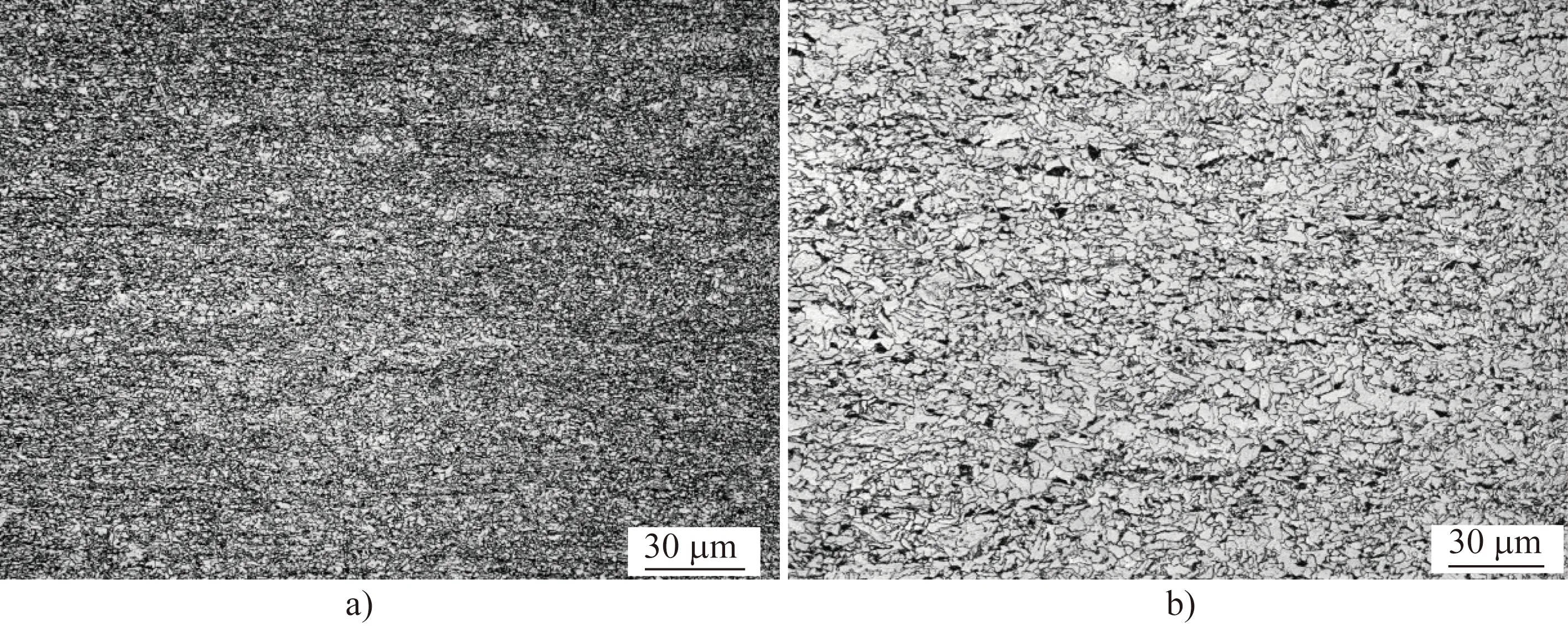
图3 SQ550LQK钢板的微观组织(a)和带状组织(b)
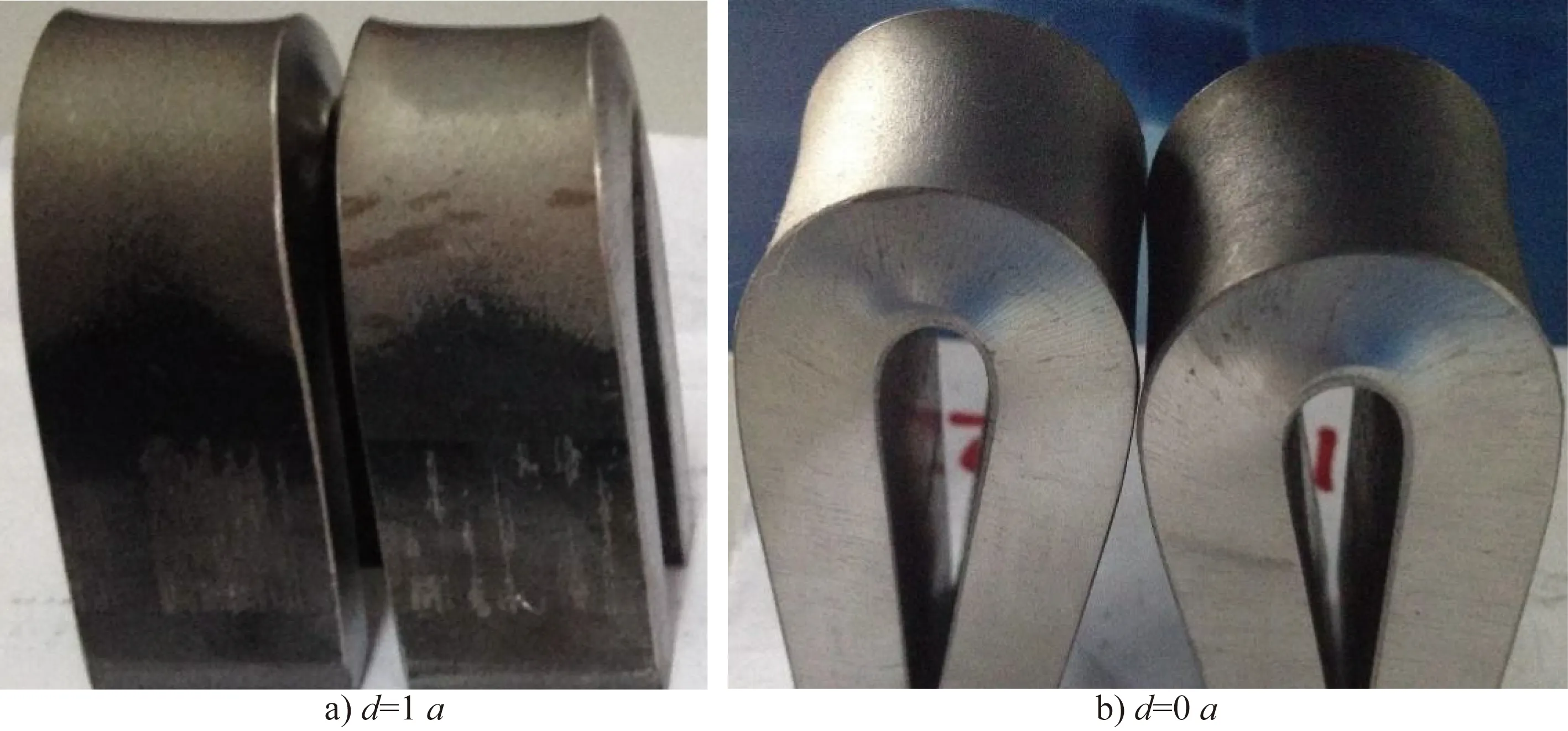
图4 弯曲试验后的12 mm厚SQ550LQK钢试样
2.3 机械扩胀成形桥壳用钢
机械扩胀成形工艺很早问世,但直到20世纪90年代,随着汽车冲压工艺的发展,才开始被用于汽车制造业。徐州工程机械厂引进了法国索玛公司的胀形工艺技术[14],是国内最早采用机械扩胀成形工艺生产驱动桥壳的企业。目前,国内机械扩胀成形工艺主要为机械热扩胀成形,加热温度≥850 ℃,材料为Q345B或20Mn2钢无缝钢管[9],壁厚为14~16 mm。为了降低机械扩胀成形桥壳的生产成本,首钢研发了一系列低屈强比的机械冷扩胀成形桥壳用钢,可替代无缝钢管,其化学成分和力学性能分别见表6和表7。

表6 不同强度级别机械扩胀成形桥壳用钢的化学成分(质量分数)

表7 不同强度级别机械扩胀桥壳用钢调质处理后的力学性能
以SQK750ZX钢为例,采用C- Mn- Cr- Nb- Ti成分体系,采用合理的控轧控冷工艺生产的钢卷典型厚度为12 mm,屈服强度423 MPa,抗拉强度610 MPa,断后伸长率39%,屈强比0.69,性能优良。桥壳采用高频电阻焊工艺制管后冷扩胀成形。热轧态钢卷组织为铁素体和珠光体,调质处理(850 ℃淬火、600 ℃回火)后,屈服强度689 MPa,抗拉强度773 MPa,断后伸长率26%,组织为回火马氏体,如图5所示。热轧态SQK750ZX钢卷经高频电阻焊制管后,对焊缝进行感应加热正火处理[15],焊缝硬度与母材硬度相当,见图6。
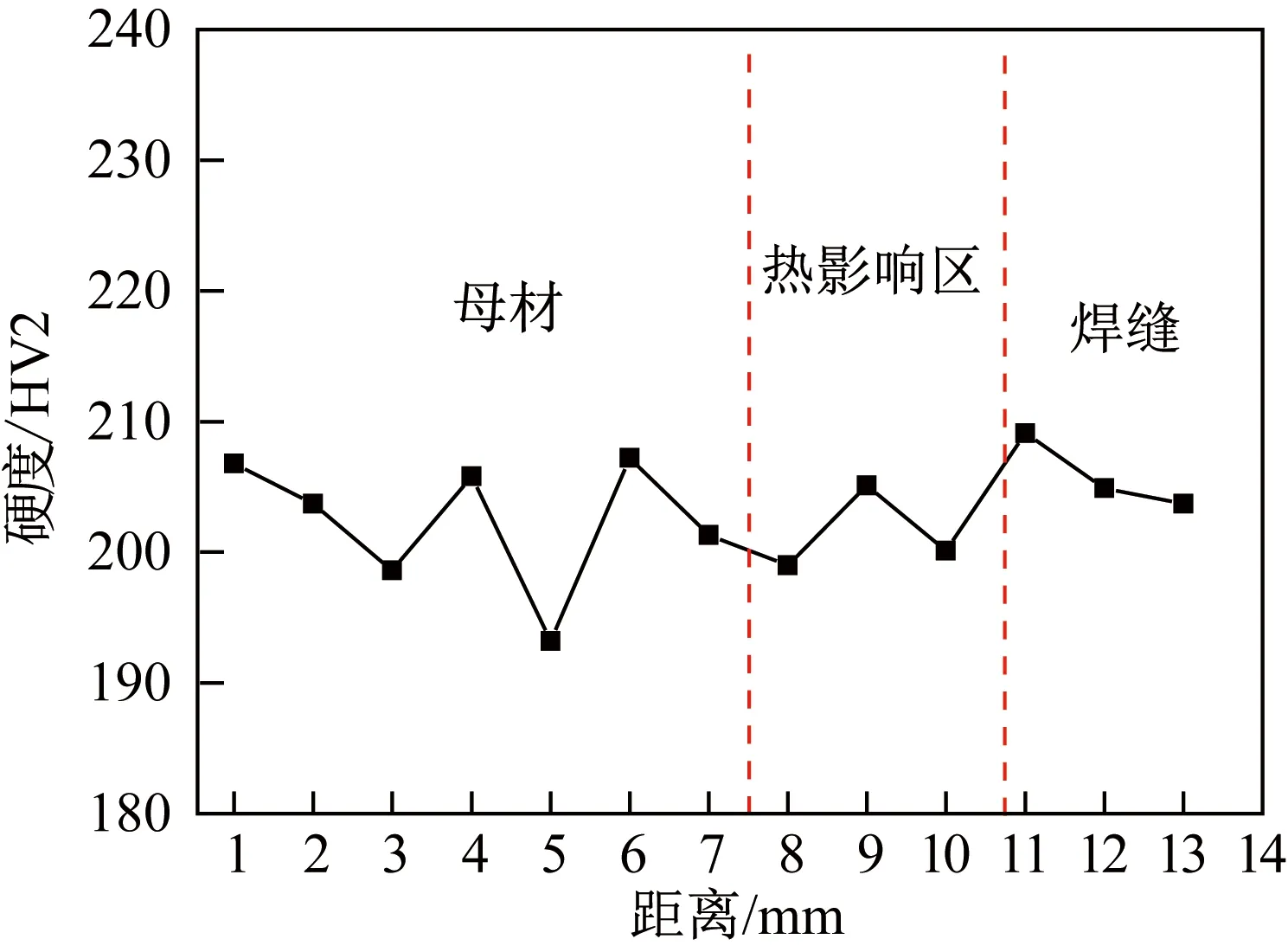
图6 采用热轧SQK750ZX钢板和高频电阻焊工艺制作的焊管焊缝区的硬度分布
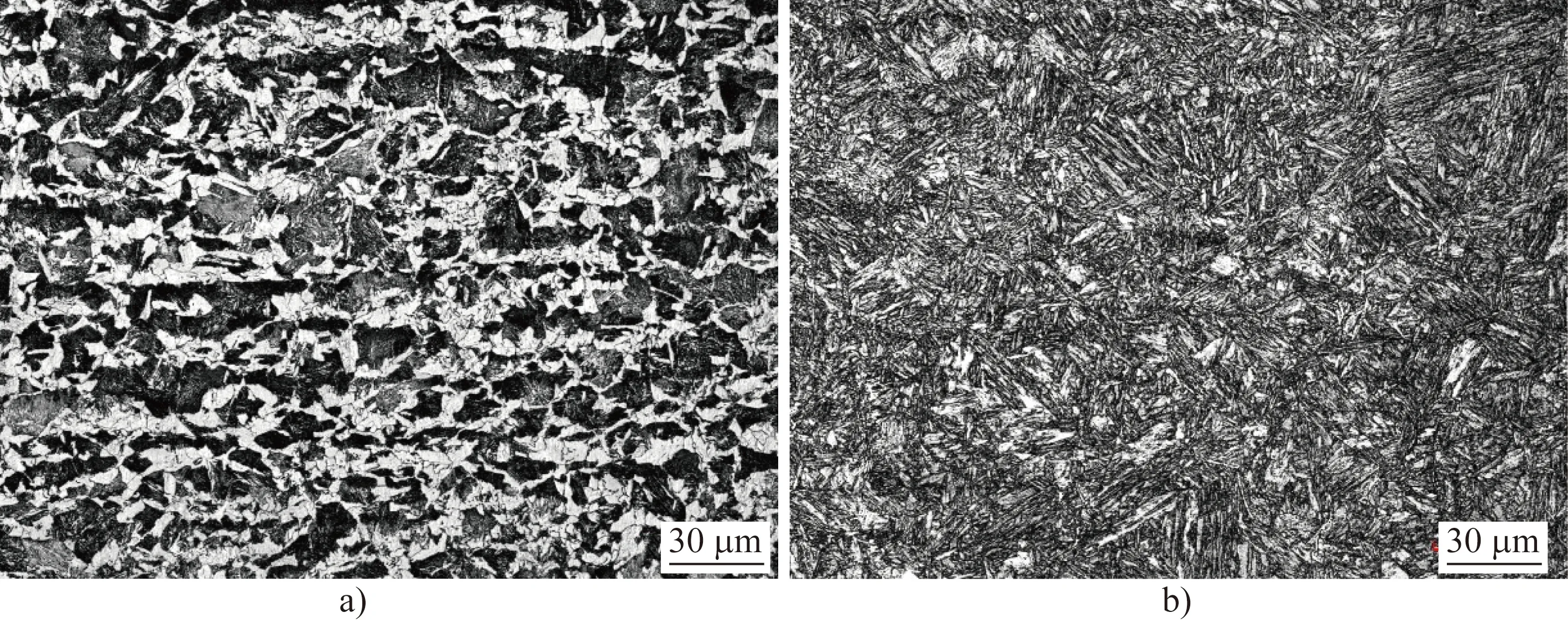
图5 热轧态(a)和调质态(b)SQK750ZX钢板的显微组织
3 结论
(1)根据卡车驱动桥壳的生产工艺,首钢开发了适用于热冲压成形、冷冲压成形和机械扩胀成形的高强度桥壳用钢,已能批量生产抗拉强度700 MPa及以下级别的桥壳用钢。
(2)热成形桥壳用12 mm厚SQ500RQK钢板,感应加热至800 ℃后空冷,屈服强度为553 MPa,抗拉强度623 MPa,断后伸长率32%,可以替代14 mm厚的Q345B或Q460C钢板,实现桥壳的轻量化。
(3)机械扩胀成形桥壳用12 mm厚SQK750ZX钢板,热轧态的综合性能优良,采用高频电阻焊工艺制作的焊管,可用于机械冷扩胀成形桥壳,调质处理后屈服强度689 MPa,抗拉强度773 MPa,断后伸长率26%,可替代14 mm无缝管,省略桥壳扩胀成形的加热工序,节能降耗,使桥壳轻量化。
