回转式空预器安装施工过程中的技术改进
2020-09-24卫国庆
卫国庆
(神华(福州)罗源湾港电有限公司,福建福州 350512)
0 引言
锅炉空气预热器(以下简称“空预器”)是利用锅炉尾部的烟气热量对空气进行加热的设备,空预器作为锅炉主要换热设备之一,其安装质量的优劣直接关系到锅炉的正常运行和电站的经济效益。回转式空预器主要由外部壳体和中心转子组成,外部壳体起到外部密封和气体导流的作用,中心转子起到热交换器的作用。豪顿华33.5 VNT 2150 型回转式空气预热器为密封不可调空预器,安装过程中对密封进行调整后,运行过程中密封不可再进行调整。因此,转子水平度、密封间隙的误差对运行后空预器的经济性影响特别大。同时,蓄热元件在安装过程中被保护的程度也是影响空预器安装质量的一个重要因素。因此,除严格按照图纸施工外,还需在实践过程中多做尝试,对部分工艺进行改进,以提高安装效率与质量。
1 蓄热元件在安装过程中的保护措施
蓄热元件在安装过程中容易出现内部进异物、交叉作业被硬物砸损等现像。内部卡入异物后,在运行过程中,空预器极易发生堵灰、换热效率低等问题。在安装过程中对其进行保护十分必要。在安装过程中,为防止焊条头、焊渣、废料等进入蓄热元件,一般在所有蓄热元件安装到位后再在隔仓上部加盖白铁板。而豪顿华33.5 VNT 2150 型回转式空气预热器蓄热元件数量多达1344块,工期不紧时全部安装完需要3~4 d,在停工时还可能存在附近有其他作业等情况,吊装好的蓄热元件极易进入异物。因此,在每一个隔仓蓄热元件吊装到位后立即加盖防护铁皮,在第一时间保护了蓄热元件,即使停工或上部有其他作业时,蓄热元件也能得到有效保护,使空预器的安装质量得到保障。
2 转子隔仓与中心筒焊接过程中出现变形的应对措施
豪顿华33.5 VNT 2150 型回转式空气预热器转子隔仓与中心筒焊接采用单面坡口,施工人员按图纸要求先进行段焊,在焊接过程中,因隔仓铁板较薄受热后经常发生变形,将隔仓拉离预定位置,整个隔仓会产生位置偏移,给后续的工作带来很大麻烦。
为避免此问题发生,将坡口的背面先进行段焊,使转子先向坡口背面方向变形,再在坡口处进行焊接,背部段焊所产生的变形刚好可以抵消坡口处焊接产生的变形,转子隔仓可以很好地安装在中心筒上而不发生偏移,最大限度提高整个转子的安装质量。
3 提高转子外沿角钢切割的技术改进
豪顿华33.5 VNT 2150 型回转式空气预热器转子共有48个隔仓,隔仓外沿需安装外沿角钢组成一个圆面与环向密封片形成环向密封,因为外沿角钢弧度与转子外沿不完全吻合,需现场进行修割(图1)。
因为操作空间较小,人工修割困难较大、工作效率低下,并且容易割伤外沿角钢,割出的圆弧与中心筒的同心度不理想,使环向密封效果大大降低。因此,可采用半自动气割机进行修割,采用类似机床车削的方法进行(图2)。具体做法如下:将所有转子隔仓外沿角钢安装到隔仓上;在空预器外部(一般选用烟气侧至一次风仓上部)架一半自动气割机,在转子外壳将半自动气割机固定住,不能有松动;调整好修割的距离,调好氧气、乙炔量,试着修割一下,确认修割无问题后安排1 人进行盘车、1 人负责看管半自动气割机修割情况,根据气割速度的快慢,通过对讲机让盘车人员调节合适的盘车速度,将整个转子盘动一周后即可完成全部角钢的修割(图3)。

图1 外沿角钢修割示意

图2 现场实际安装的半自动气割机
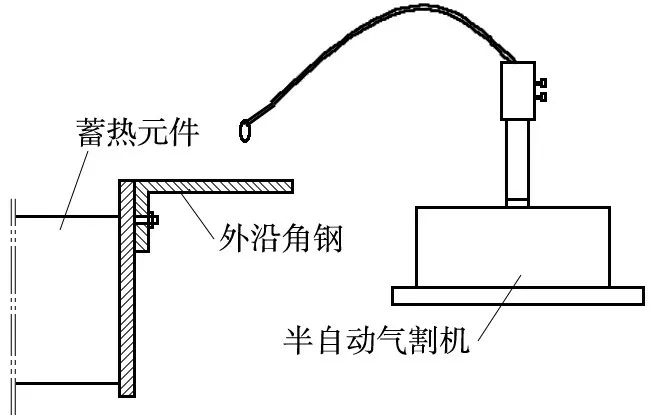
图3 半自动气割机修割空预器外沿角钢示意
由于半自动气割机位置固定不变,通过盘车转子做圆周运动,修割出的所用外沿角钢正好组成为一个向转子延伸距离一定,且与中心筒同心的大圆,以修割完后的角钢为基准进行环向密封片的安装,可最大限度提高密封间隙的安装精度。现场实际操作过程中,安装完半自动气割机后,仅用0.5 d 便可完成一台空预器转子隔仓外沿角钢的修割工作,节省了大量时间,大大降低了人工成本(表1)。

表1 两种修割工艺对比
由表1 可以看出,半自动气割机修割空预器转子外沿角钢,无论在质量还是经济上,均优于人工修割,所以是一种值得推广的方法。
4 转子找水平的改进措施
空预器转子水平度高低直接影响空预器的密封性能,对上、下轴承的寿命也起到重要影响。因此,空预器转子水平度的调整至关重要,在转子隔仓安装的时候对水平要求就很高,密封间隙调整前,需将转子水平调至0.05 mm/m 以下。转子水平度的调整一般采用轴水平法、平衡管找水平法相结合的方法进行。平衡管法是用约10 m 长的透明白胶管,里面灌水,两头均与空气相通,通过最高液面与转子内外侧的距离来测平衡度,存在较大的误差,操作不方便(需2 人进行配合读数、1 人进行盘车)。
为提高水平调整精度与降低人工成本,可对找水平的方法做如下改进:将转子最外沿隔仓的热端蓄热元件吊起一块,在隔仓边沿外壁上焊接一块打磨平整的槽钢,焊接好后盘车转至正对锅炉的位置,用合像水平仪进行测量(若槽钢表面不平整,需用细锉刀进行修整,直至槽钢表面能与合像水平仪完全接触)。调整好后,记录读数,再进行盘车,每转90进行一次读数(图4)。

图4 现场合像水平仪的安放位置
根据前、后、左、右4 个方向的数据进行核算,做出相应的调整直至水平小于0.05 mm/m。方法操作起来比较方便,1 人盘车、1 人读数即可完成测量工作,较水平管法大大节约了人工成本,提高了安装效率(表2)。

表2 两种转子找水平方法对比
由表2 可以看出,在转子外沿隔仓固定槽钢进行空预器转子找水平工作,操作简单,人工成本低,可操作性、安装质量、安全性都远远优于水平管法。
5 结论
通过以上4 种技术改进,可以有效避免空预器常规安装过程中经常出现的安装质量问题,使复杂的安装工艺变得更加简单,解放了不少人工,在很大程度提高了空预器的安装质量和安装效率,为施工单位降低了安装成本。同时,在空预器复杂的安装环境下,为施工人员的安全也提供了很大保障,也为其他类似安装施工提供了很好的思路。
