核电厂维修质量计划工序和见证点设置指导
2020-09-24岳春生李小泉
岳春生,李小泉,徐 中
(中核核电运行管理有限公司,浙江嘉兴 314300)
0 引言
HAD103/08《核电厂维修》4.3 章节规定,核电厂应编写关于实施维修所需的详细指示和管理措施的细则,即维修细则,其中包括“检查见证点:在工作流程中选取几个见证点,由能胜任的人进行质量控制验证。”对此,核电厂通常在评估维修工作包时编制维修质量计划(简称QP),目前QP 已作为维修实施的主要质量控制文件。就QP 中工序和见证点设置,在相关规定及管理程序中一般有原则性规定,如“对实施质量有严重影响的关键工序或重要部位设置H(停工待检)或W(见证)点。”但因核电厂系统设备、维修作业数量和类型多,具体选择哪些工序、设置何种见证点,不同的QP 编制、见证及质保人员有着不同的认识,也因此导致对QP 编制是否合格、有效的争。在此背景下,提供部分核电厂典型设备维修作业的关键工序和见证点,供QP编制参考。
1 设置原则
1.1 工序
(1)对影响质量的关键技术性工序进行控制,如关键重要的安装、检查、调整、修理、试验等。
(2)不写过程控制类工序,如工前准备、开工条件确认、设备标牌确认、工完料尽场地清、质量缺陷报告(QDR)关闭、质量计划(QP)关闭等。
1.2 见证点
(1)出现质量问题事后不能进行复检或复检非常困难的工序设为H 点。
(2)出现的质量问题不能通过返工加以纠正或将花费巨大代价才能纠正的工序设为H 点,如确定某些加工件尺寸、加工标准的环节和加工过程的环节。
(3)验证是否符合工艺技术标准的关键环节设为H 点,如测量设备零部件的装配间隙、转动机械对轮中心的最终检查。
(4)设备回装前的内部异物检查,防异物分级高的设为H 点,设备扣盖时密封面检查可与内部异物检查的H 点同时进行。
(5)与主要故障模式相关的密封部位检查及试验工序设为 H 点(后续无法检查的部位)或为W 点(后续还可检查的部位)。
(6)根据经验,容易出现质量问题的环节或者使用不常用工艺技术的环节设为W 点。
(7)通过记录数据可以定量进行合格性判断的点可以设置为R 点(文件审查点)。
2 机械专业
2.1 泵(电机驱动,表1)

表1 泵(电机驱动)QP 关键工序和见证点
2.2 阀门
(1)本体。见表2。
(2)气动头。见表3。
(3)电动头。见表4。
2.3 容器(表5)
3 电气专业
3.1 电机(表6)
3.2 变压器(表7)
3.3 开关柜、断路器
(1)中/高压。见表8。
(2)低压。见表9。

表2 阀门本体QP 关键工序和见证点

表3 阀门气动头QP 关键工序和见证点

表4 阀门电动头QP 关键工序和见证点

表5 容器QP 关键工序和见证点

表6 电机QP 关键工序和见证点

表7 变压器QP 关键工序和见证点

表8 中/高压开关柜、断路器QP 关键工序和见证点
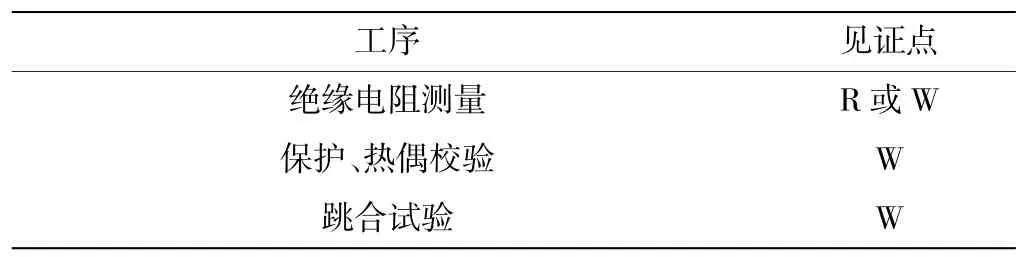
表9 低压开关柜、断路器QP 关键工序和见证点
3.4 继电保护、自动装置、二次回路(表10)

表10 继电保护、自动装置、二次回路QP 关键工序和见证点
3.5 UPS、逆变器、整流器(表11)

表11 UPS、逆变器、整流器QP 关键工序和见证点
4 仪控专业
4.1 变送器(表12)

表12 变送器QP 关键工序和见证点
4.2 开关(表13)

表13 开关QP 关键工序和见证点
4.3 气动调节阀
(1)常规检查。见表14。
(2)膜片式气动头解体检修及附件更换。见表15。
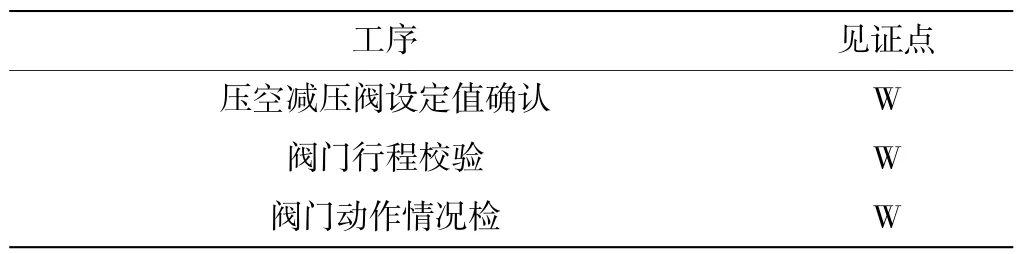
表14 气动调节阀常规检查QP 关键工序和见证点
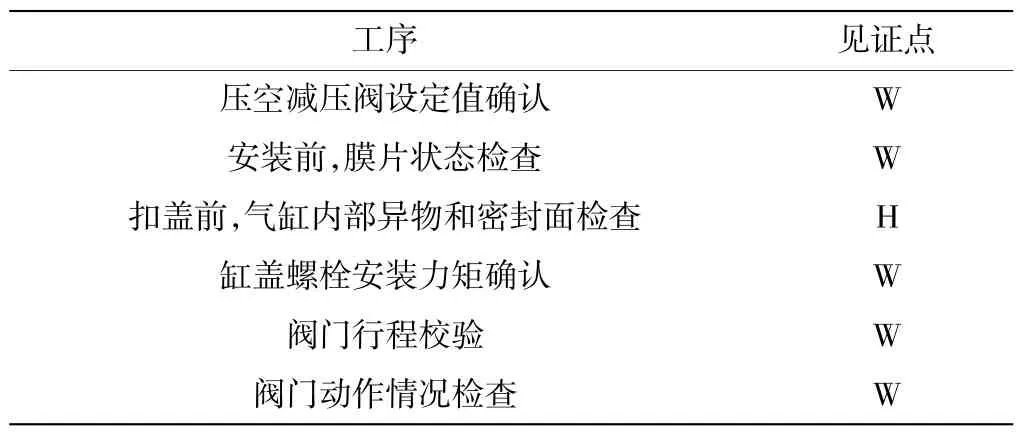
表15 膜片式气动头解体检修及附件更换QP 关键工序和见证点
4.4 中间/延时继电器(表16)
4.5 仪表拆装
(1)轴位移/转速探头。见表17。
(2)套管式温度探头。见表18。

表16 中间/延时继电器QP 关键工序和见证点
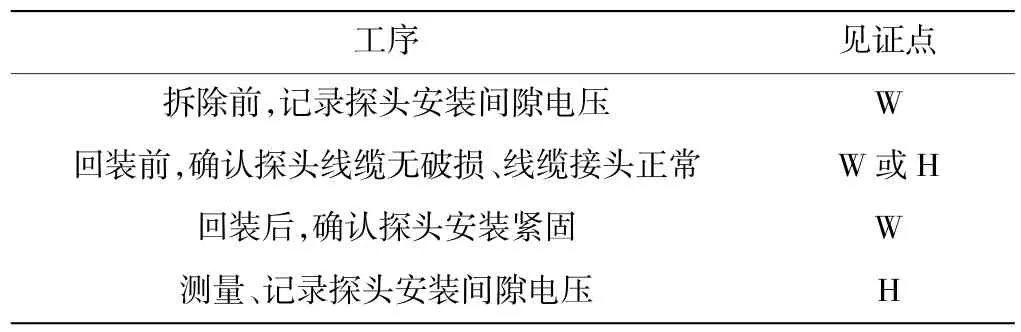
表17 轴位移/转速探头拆装QP 关键工序和见证点

表18 套管式温度探头拆装QP 关键工序和见证点
5 结束语
质量是干出来的,QP 中设置的见证工序应简洁、突出技术点。本文仅列举了部分典型设备维修作业的关键工序和见证点,未涉及何种维修作业需要编制QP、见证验收的具体标准,对此核电厂需予以明确。
