SPC在汽车零部件生产企业质量管理中的应用
2020-09-16耿丽红
耿丽红
(天津三国有限公司 天津300385)
0 引 言
对于汽车制造企业来说,汽车零部件产品种类繁多,如果采用最终人工检测方法,不仅耗费人工和时间,一旦检测出不合格产品,还会造成经济上损失,不利于企业的市场竞争。统计过程控制(SPC)是指应用统计分析技术对生产过程进行实时监控,及时发现生产过程中的异常波动,对生产过程中的异常趋势进行预警,便于生产管理人员及时采取措施,消除异常,使生产过程恢复稳定,及时阻止不合格品产生,从而达到减少质量损失的目的。
为了提升企业在市场中的竞争力,需要通过汽车企业 IATF 16949质量体系认证,SPC作为 IATF 16949认证一项重要考核指标,已经成为许多企业质量管理中不可缺少的工具和质量保证手段。
综上可知,SPC的具体作用如下:
①降低产品不良率,减少产品报废损失,提高企业生产效率。
②减少客户投诉产生的选别、退货、换货质量索赔费用。
③实时掌握产品质量动态,及时发现异常波动,消除异常因素。
④提高企业信息化水平,提升企业形象,获得更多客户。
1 SPC原理
1924年,美国休哈特博士提出将“3σ原理”运用于生产过程当中,并发表了著名的“控制图法”。SPC是Statistical Process Control的简称,中文为统计过程控制。SPC是运用统计技术对生产过程进行评估和监控,建立并保持过程处于可接受的并且稳定的水平,从而保证产品与服务符合规定要求的一种质量管理方法。在控制技术上,生产控制方式为 3σ控制方式,当只有偶然因素影响时,产品特性服从正态分布N(μ,σ2),P(-3σ<X<3σ)=0.997,X 落在如图 1 所示控制线(μ-3σ,μ+3σ)之外的概率只有 0.27%,这无疑是小概率事件。小概率事件在一次实验中几乎不可能发生,若发生则判断为异常。

图1 SPC控制图Fig.1 SPC control chart
2 SPC应用实例
2.1 控制图建立
控制图分为分析用控制图和控制用控制图。首先建立分析用控制图,目的在于建立管控控制线,建立分析用控制图前,要将生产过程调整到统计控制稳态(即服从正态分布)和技术控制稳态(即Cpk≥1.33)。
①收集采样数据:取 20~25个子组,子组样本量为4或5。
式中:x1,x2,…,xn是子组测量值,n为子组容量。
Ri=Xmax-Xmin
式中:K为子组的数量;Ri和¯分别为第i个子组的极差和均值。
④计算R图控制线:

式中:UCLR为上控制线,CLR为中心线,LCLR为下控制线,D3、D4为常数,它们随样本容量不同而不同,数值见表1。

表 1 D3、D4系数Tab.1 D3 and D4 coefficients
⑤计算X图控制线:

式中:UCLX为上控制线,CLX为中心线,LCLX为下控制线,A2为常数,取值随样本容量不同而不同,数值见表2。

表2 A2系数Tab.2 A2 coefficients
⑥绘制控制图:
控制图如图2所示。
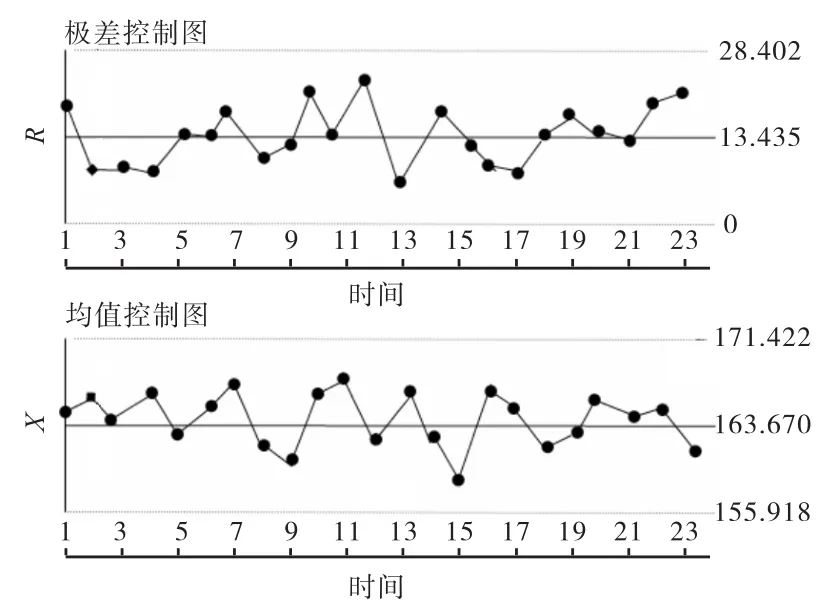
图2 分析用控制图Fig.2 Control chart for analysis
制动卡钳是公司汽车产品,外径尺寸通过无心磨床加工,由于该外径尺寸具有关键特殊属性,需要应用SPC进行管控。首先确认生产过程稳定,在5M1E没有变化的情况下进行取样,还要确认设备工程能力Cpk≥1.33,才可以实施SPC管控。
2.2 验证设备工程能力
在设备稳定和 5M1E没有变化的情况下连续抽样30个产品,计算Cp和Cpk双侧公差工程能力:

式中:TU为上公差限,TL为下公差限,K为偏移度,T为公差幅度,ε为分布中心μ相对公差中心M的偏移。
计算后无心磨床设备工程能力 Cpk=2.73,达到技术稳态,可以实施SPC。
2.3 选择子组大小、频率和采集数据
采用合理子组原则,子组一般由 4~5个连续生产产品组合,这样做为了在尽可能短的时间内连续采样,实现在人、机、料、法、环没有变化的情况下取样。所以取样在同一批材料、同一台设备、同一班组进行,子组数量采用 n=5。通常情况下取 20~25个子组可以很好地检定稳定性,本例采用子组数量为 25。
2.4 采样频率
最初采样时,通常是在连续加工条件下在很短的时间间隔内进行采样,目的是为了检查过程在很短的时间间隔内是否有不稳定的因素存在。不稳定因素可能是操作人员变化、更换设备零件等。当证明过程稳定时,采样的时间间隔可以加长,本例中采样频率为1min,受控过程2h。
2.5 控制图绘制
采样后使用外径千分尺逐个测量产品外径,注意使用量具精度必须满足公差范围1/10,以保证足够分辨率。通过软件计算,自动生成控制图和控制线,如图3所示。
2.6 实施SPC管控
控制线做成后,开始在生产过程中实施监控,采样频率为每班次首末件。当发生异常时,控制图自动报警,判异遵循8条判异准则。
准则 1:一个点远离中心线超过 3个标准差,说明对过程中的单个失控做出反映,如计算错误、测量误差、来料不良、设备故障等,应及时修正。
准则 2:连续 9点位于中心线一侧,说明过程中心发生了偏移,应及时调整设备。
准则 3:连续 6点上升或下降,说明工具逐渐磨损,应及时更换刀具。
准则4:连续14点上下交替变化,说明存在多个过程混合、不同测量人员轮流测量、不同人员轮流操作。
准则5:连续3点中有2点落在中心线的距离超过 2个标准差(同一侧),说明过程中μ发生了变化(分布宽度已变宽)。
准则6:连续5点中有4点落在中心线的距离超过 1个标准差(同一侧),说明过程中μ发生了变化(分布宽度已变宽)。
准则 7:连续 15点排列在中心线 1个标准差范围内(任一侧),说明数据虚假、分层不够,过程能力变好(需严格论证)。
准则8:连续8个点距中心线的距离大于1个标准差(任一侧),说明数据分层不够,存在多个过程混合。
3 SPC在推进过程中存在的问题
3.1 没有进行测量系统分析
在实施 SPC前没有进行测量系统分析(MSA)。如果使用的测量系统不能满足 R&R≤10%,测量结果不准确,导致SPC监控失去意义。在实施测量系统分析之前,首先要保证测量关键特性所使用量具的精确度应是被测量特性公差的1/10,避免测量值分辨率不够造成SPC监控结果错误。
3.2 分不清控制线和公差线
在实际应用中,作业者通常问的问题是“我的测量数据在公差范围之内,为什么还要报警?”公差线由产品设计者决定,控制限由设备的加工能力和管理者决定。公差线与控制线没有任何关系,控制图上的点波动只能判定过程是否稳定,与产品规格无关。
3.3 现场作业人员的专业素质有待提升
SPC数据录入和首先发现问题的往往是一线作业者,如果他们不理解控制图原理,那么SPC无法有效实施。所以首先要得到领导层的重视,激励员工学习并积极参与到 SPC应用中去。企业需要加强 SPC培训,加强培训是保证 SPC 能够被正确理解和运用的关键。
4 结 语
统计过程控制(SPC)是企业质量管理的有效工具,具有重要的实际应用推广价值。本文全面介绍了SPC在汽车机加工零件的实施步骤和产生的实际问题。通过应用 SPC可以有效提高零部件生产过程中的稳定性,减少不合格品的产生,对于提高企业效益,降低生产成本,提高企业竞争力具有重要的促进作用。
