MC5D辊坯锻造技术研究
2020-09-15黄凤泽
黄凤泽 王 哲
(石钢京诚装备技术有限公司,辽宁115000)
1 工作辊主要技术参数
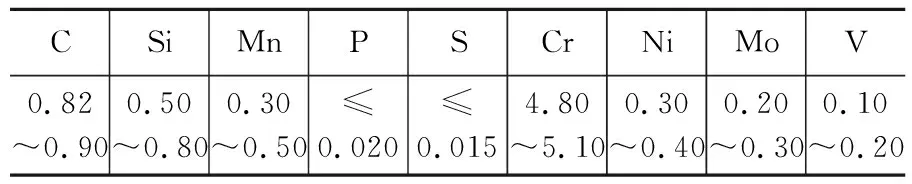
表1 化学成分要求(质量分数,%)Table 1 Chemical compositions requirement(mass fraction,%)
2 工艺技术分析
MC5D工作辊属于高碳过共析钢,该钢在电渣重熔凝固中,遵循相律和选分结晶的规律,高熔点的碳化物先形核结晶,形成碳与合金元素富集区,在后期锻造变形中被拉长,形成碳与合金元素贫化带和富化带交替分布的带状组织,在带状组织附近还存在与基体有很大不同的一次碳化物(液析)。在后续不合理的加热、锻造及冷却条件下,最终形成严重的碳化物、碳化带状及网状碳化组织。这种不良组织在最终热处理时易造成淬火裂纹,严重影响产品使用寿命。
3 技术措施研究
高温扩散是改善钢中偏析、消除液析碳化物的重要措施。高温扩散即通过高温长时间保温,一方面通过偏析元素充分扩散,改善钢内原始偏析程度,另一方面溶解或消除液析碳化物。关于高温扩散存在两种不同的方式,一种是锭加热扩散,另一种是中间过程坯加热扩散。通过文献资料及实践验证,中间过程坯扩散不论从经济效益方面还是从质量方面效果都更佳,原因有两点:(1)通过预先的镦粗及拔长,将钢中大块状液析碳化物打碎,使其分布为小块状,在后期高温扩散中,更加易于溶解。同时,通过预先的变形压实,钢中组织更加致密。再进行高温扩散易于原子扩散,从而大幅度减少高温扩散时间。(2)采取中间过程坯扩散,坯料有效截面远小于原始锭的截面,大幅度减少加热扩散时间。
采用中间坯高温扩散具备一定优势,但由于中间坯扩散为成形火次,加热温度高,保温时间长,必须预留合理的锻造比,否则严重影响产品最终晶粒度。锻造比一般选择在1.8~2.0之间。
对于高温扩散时间,每类钢随着C含量及合金不同,同时每个厂的电渣锭偏析程度不一样,扩散时间均不等,根据实践检验情况,按照3 h100 mm控制扩散时间,能达到良好效果。
对于高温扩散温度,一般采取低于固相线下150~200℃的温度,MC5D钢固相线为1332℃,考虑料温比炉温低30℃,最初我公司按照1180~1200℃进行高温扩散,但实际液析碳化物不理想。后经实际验证按照1220~1240℃进行高温扩散,再将炉温降低至1180~1200℃保温1 h~2 h,液析碳化得到有效改善,同时避免了过热问题。
辊坯为台阶轴类锻件,成形过程中由于先后顺序影响,先成形部位终锻温度下的二次碳化物析出严重,往往出现带状及网状超标问题。为避免该问题,坯料各部位尽可能采取均匀温度下成形,对此我公司采取了下列控制措施:(1)辊坯成形前各台阶部位直径方向预留30 mm余量,锻造温度控制在900℃左右,再从一端顺序滚圆精整出成品。此作用是控制各台阶段成形温度均匀,打碎已析出的二次碳化物。(2)预先留30 mm余量,成形变形量约10%。此时表面温度低,坯料心部温度高,精整过程中,心部将获得较大变形量,可有效控制产品晶粒度。(3)锻造后采取先水冷再鼓风雾冷方式,减少二次碳化物析出。
4 锻造过程实施
4.1 工艺路线
工艺路线为电渣锭→加热→锻造→锻造鼓风雾冷→球化退火,锻造尺寸图见图1。
4.2 锻造工艺
4.2.1 工艺主要参数
采用6 t电渣锭生产,坯料直径∅730 mm;锻造比大于4以上;锻造温度控制1220~900℃,成形精整温度850℃。
4.2.2 过程变形
(1)第一火次锻造:镦粗至直径D≈1000 mm,采用上下平砧,拔长至扁方650 mm×540 mm。拔长采用WHF法压实,压下量控制在20%,保证在高温状态下快速压实4道次。后期随着温度不断降低,逐步缩减压下量。
(2)第二火次锻造:采用上下平砧,拔长至方500 mm×500 mm,滚圆至∅500 mm;拔长分料,整体拔长辊身及两端辊颈至成品尺寸+30 mm;拔长锻件至成品尺寸,先压辊身,再压两端轴颈。该火次采取高温扩散,加热温度1230℃,保温时间16 h。
(3)锻后水冷3 min,鼓风雾冷至辊身400~450℃。
4.3 锻后热处理
锻后热处理见图2。
5 检验结果
该套工艺方案对24支辊坯进行了检验,高倍组织、低倍组织检验结果见表2、表3,UT检验合格率100%。

图1 锻造尺寸图Figure 1 Schematic drawing of forging dimensions

图2 锻后热处理Figure 2 Heat treatment after forging

表2 高倍组织检验结果Table 2 Test results of microscopic structure

表3 低倍组织检验结果Table 3 Test results of macroscopic structure
6 结论
(1)该辊坯整体工艺设计,满足高质量辊坯制造需求。
(2)采取中间过程坯高温扩散,能有效降低扩散时间,降低生产成本。
(3)通过终锻前温度控制及余量小变形量,锻造后采取水冷加鼓雾冷却,能有效解决二次碳化物析出。
