返修工艺对6005-T6铝合金型材搅拌摩擦焊接头性能的影响
2020-09-10徐海涛李静褚雪峰陈丽丽秦志恒
徐海涛 李静 褚雪峰 陈丽丽 秦志恒

摘要:在相同工艺参数下,对6005-T6铝合金型材双轴肩搅拌摩擦焊接头进行一次返修,并对其疲劳试件断口进行SEM扫描与分析。结果表明:返修后焊接接头的疲劳强度低于未返修焊接接头,随着应力的增大,从低应力区到高应力区,两种接头疲劳强度差异缩小;由升降法计算得未返修焊接接头疲劳极限为101.7 MPa,返修接头疲劳极限为75 MPa。断口分析表明:一次返修后疲劳试件未发现明显缺陷,断裂位置主要集中在母材,启裂区表面平滑,扩展二次裂纹少,疲劳纹清晰且粗大,终断区为韧性断口,可观察到大量浅韧窝。
关键词:6005-T6铝合金型材;双轴肩搅拌摩擦焊;返修接头;疲劳性能
中图分类号:TG457.14 文献标志码:A 文章编号:1001-2303(2020)01-0102-04
DOI:10.7512/j.issn.1001-2303.2020.01.19
0 前言
轨道交通列车为保证连接强度和自身减重,车体结构常采用高强铝合金型材作为轻量化材料[1]。其中6005-T6铝合金型材作为热门材料,常应用在车体侧墙等结构上[2]。双轴肩搅拌摩擦焊大量应用于复杂环境下的铝合金薄板焊接,其焊接过程产生的重复摩擦热可能在焊接接头局部产生软化效应,影响其抗疲劳性能,威胁铝合金构件的实用性和安全性[3]。因此在焊接生产过程中,若检测出超过许可范围的焊接缺陷(如隧道、未焊合等),可以考虑通过返修工艺来消除[4-5]。
本试验采用双轴肩搅拌摩擦焊工艺对6005-T6铝合金焊接接头进行一次返修处理,并对疲劳断口进行SEM扫描分析,以确定返修工艺对6005-T6铝合金型材搅拌摩擦焊接头疲劳性能的影响。
1 试验材料及试验方法
6005-T6铝合金型材尺寸为800 mm×500 mm×40 mm,其中40 mm是中空型材整体厚度,材料自身板厚为3 mm。试验时去除中间筋板,取型材单侧板的焊接接头加工成拉伸及疲劳试件,试验材料的主要化学成分及力学性能如表1所示。
双轴肩搅拌摩擦焊工艺参数为:搅拌头转速650 r/min,焊接速度400 mm/min。对返修试板进行外观、渗透、射线和金相检测,结果均为合格,未发现缺陷。
参照ISO4136-2001标准,在WDW-300kN微控电子万能试验机上进行拉伸试验;参照GB/T13816-92标准,在型号为PLG-100的高频疲劳试验机上进行疲劳试验。循环应力比取R=0.1,指定疲劳寿命取1×107次,静态负荷和动态负荷精度控制在±1%以内,采用升降法来计算焊接接头的中值疲劳强度,使用JSM-6360M型扫描电镜对疲劳试件断口形貌进行SEM分析。
2 试验结果及分析
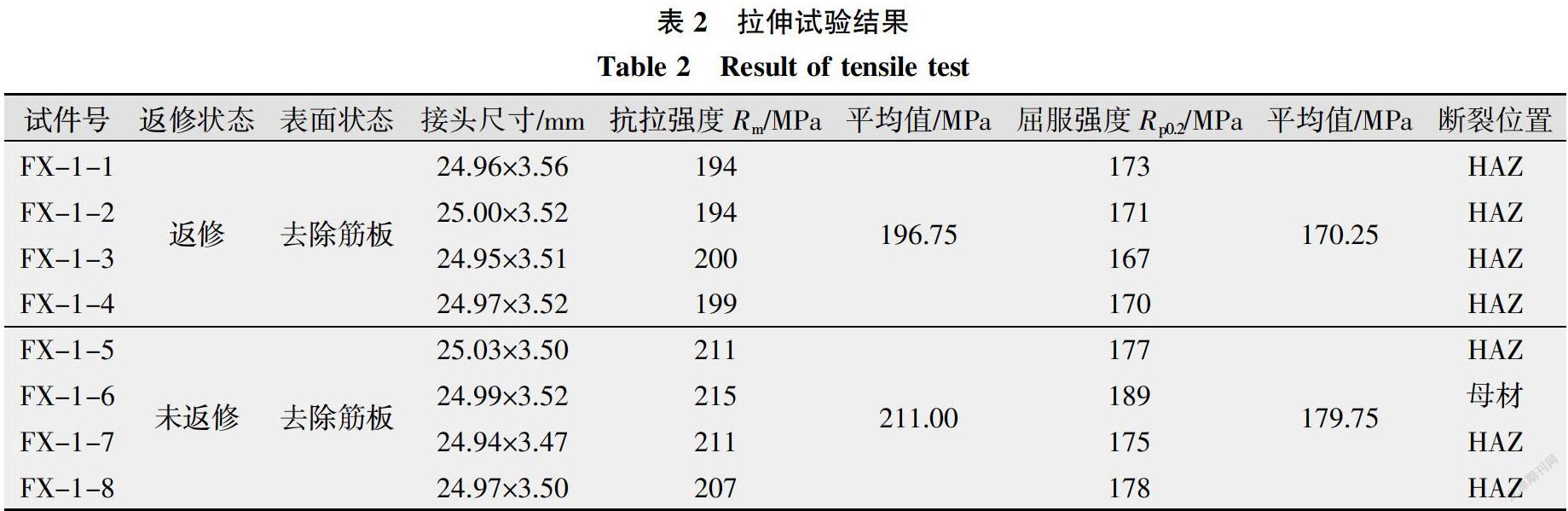
2.1 拉伸试验结果及分析
一次返修的焊接接头室温拉伸试验结果如表2所示。可见尽管对接试板板厚为3 mm,但接头区域实际厚度大于3 mm,平均达到约3.5 mm,这是因为搅拌摩擦焊属于固态相变过程,在较高的摩擦热输入下,焊核区存在大量变形的热塑性金属,其冷却成型后体积膨胀,导致焊核区域较母材试板更厚,因此按照焊后接头体积膨胀后的厚度(大于3 mm)计算抗拉接头强度。依据ISO15614-2标准,接头抗拉强度Rm(W)应满足要求:Rm(W)≥Rm(pm)×T,其中,Rm(pm)为材料母材抗拉强度的最低规定值,T代表焊接接头强度系数。对于6005-T6铝合金型材双搅拌摩擦焊来说,T=0.7,依据表1可知,Rm(pm)=250 MPa,返修接头Rm(W)/Rm(pm)=0.79,未返修接头Rm(W)/Rm(pm)=0.84,两种接头强度系数均大于0.7,符合标准要求。返修接头平均屈服强度为170.25 MPa,未返修接头为179.75 MPa,返修后焊接接头抗拉强度和屈服强度均略微降低,说明返修工艺会对双轴肩搅拌摩擦焊接头强度造成一定损失。
所有拉伸试件多断于热影响区,这是由于6005-T6属于可热处理强化铝合金,尽管返修接头无缺陷,但轴肩与工件表面剧烈摩擦,多次热循环作用破坏了人工时效平衡后的强化态组织,使接头韧性下降,导致热影响区存在软化现象,成为接头损伤敏感度较高的薄弱环节。
2.2 疲劳试验结果及分析
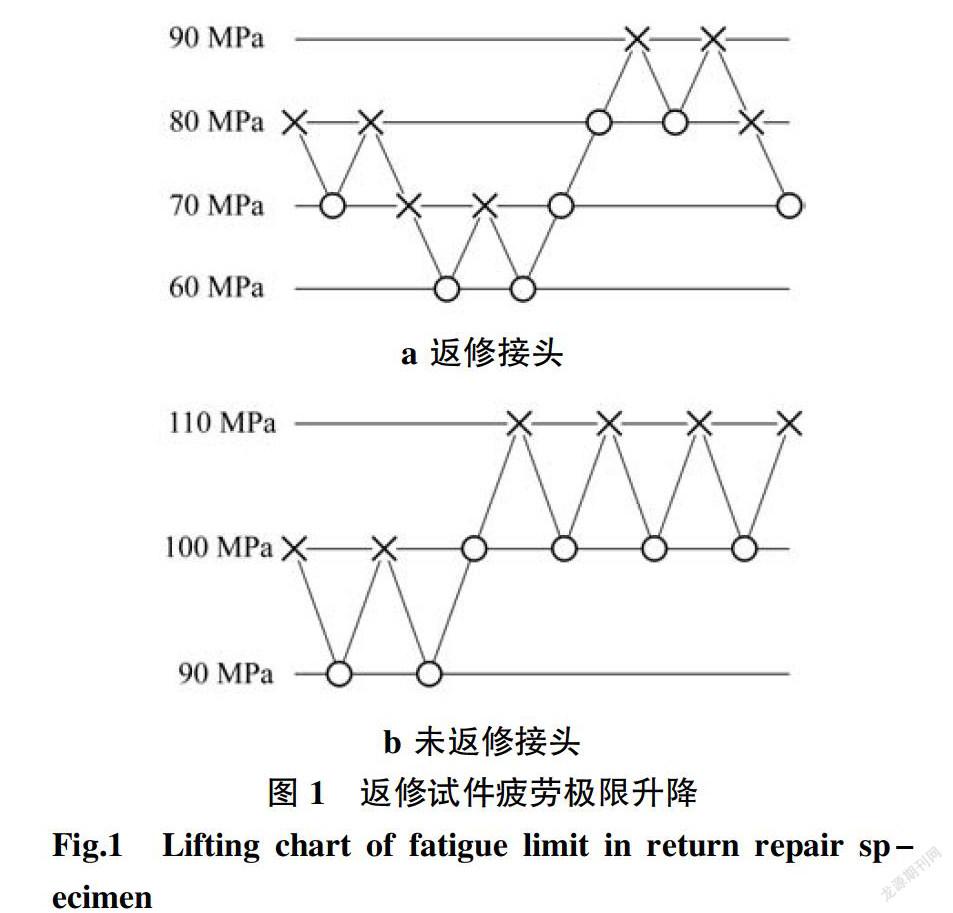
通过升降法确定双轴肩搅拌摩擦焊6005-T6铝合金返修接头指定寿命为1×107次下的疲劳极限升降图如图1所示。
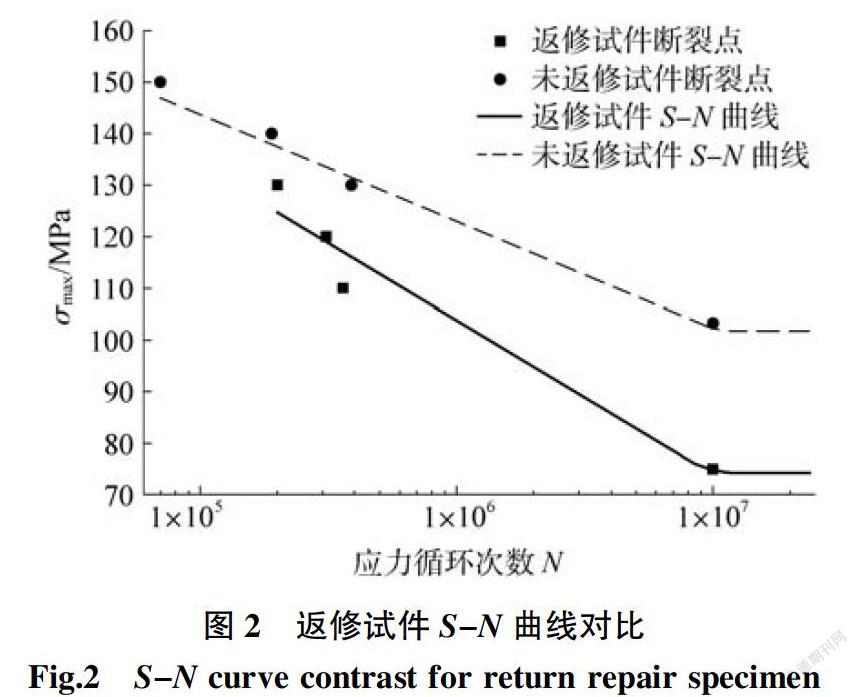
通过以上的数据分析,对比6005-T6铝合金型材返修试件脉动拉伸疲劳的中值S-N曲线,如图2所示。
由图2可知,指定循环寿命为1×107次时,返修焊接接头中值疲劳极限强度σ0.1为75 MPa,未返修焊接接头中值疲劳强度为101.7 MPa。返修接頭疲劳强度明显低于未返修接头,其原因在于双轴肩搅拌摩擦焊接头返修是在原有焊缝上进行的,二次热循环作用降低了接头的整体疲劳强度性能。两种接头疲劳试件断裂位置均位于母材,焊接接头未表现出对疲劳裂纹的敏感性。
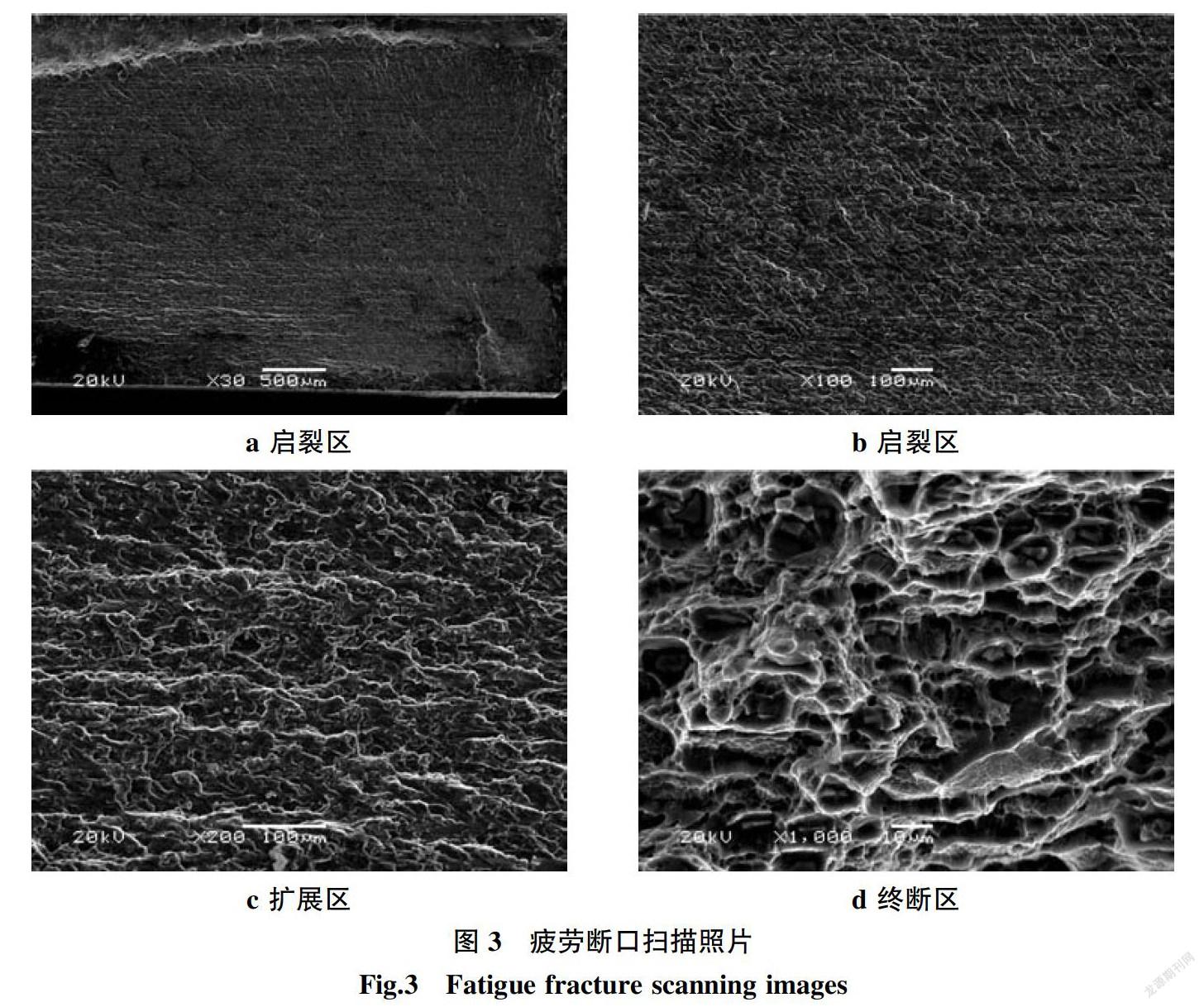
2.2.3 疲劳断口扫描分析
JSM-6360LV型扫描电镜SEM结果如图3所示,观察发现返修后接头的疲劳断口形貌与未返修试件相似。扫描图像显示:宏观放大启裂区(见图3a、3b)和扩展区(见图3c)的疲劳裂纹源多位于试件侧边缘位置(大多数母材区和少量热影响区),位于焊核区的疲劳裂纹较少;疲劳瞬断断口表面平整,为脆性断裂,具有典型的疲劳断裂特征;疲劳纹展开后细小密集,随循环次数增加而扩展延伸;终断区(见图3d)断口呈韧窝型纤维状,为典型韧性断口。
3 结论
(1)6005-T6铝合金型材返修焊接接头强度系数为0.79,未返修焊接接头强度系数为0.84,返修接头平均强度达到196.75 MPa,二次热循环使焊接接头热影响区存在软化现象。
(2)指定寿命为1×107次的返修接头的中值疲劳极限强度σ0.1为75 MPa,未返修接头的中值疲劳极限强度σ0.1为101.7 MPa,返修接头疲劳极限降低较大,返修工艺对焊接接头疲劳强度影响较明显。
(3)6005-T6铝合金型材双轴肩搅拌摩擦焊返修接头疲劳试件多断于母材区域,返修后的焊接接头焊核区未表现出对疲劳裂纹的敏感性。
参考文献:
[1] 侯振国,钮旭晶,李充,等. 搅拌摩擦焊技术在高速列车制造中的应用[J]. 电焊机,2018,48(3):32-36.
[2] 吴海旭,杨丽,王周兵,等. 我国轨道交通车辆用铝型材发展现状[J]. 轻合金加工技术,2014,42(1):18-20.
[3] 耿涛,许鸿吉,宗桓旭,等. 不同返修次数对6082-T6铝合金对接接头疲劳性能的影响[J]. 电焊机,2017,47(8):84-86.
[4] 刘鑫,杜会桥,姜坤. 返修焊对5B70铝合金焊接接头组织和性能的影响[J]. 焊接技术,2016,45(12):32-35.
[5] 余仁忠,刘雄,丁杰,等. 动车组铝合金柜体裙边安装座返修焊接工艺研究[J]. 机械工程师,2016(12):255-257.
