某型号装缸机的泵站控制系统设计
2020-09-10南春辉张童牛中栋
南春辉 张童 牛中栋

摘要:设计了基于PLC控制器的装缸机泵站的控制系统。介绍了装缸机的整体结构及其对泵站的控制系统的要求。给出了控制系统的工作原理以及元器件的选型和电路设计。详细介绍了系统软件对各元器件的控制流程。結果表明,系统能够保证装缸机泵站的正常工作,可投入使用。
Abstract: A control system based on PLC controller for cylinder mounted pumping station is designed. The structure of the cylinder mounted machine and requirements the pumping station are introduced. The working principle of system,the selection of the components and the circuit are introduced. The control flow of the system software is introduced. The result shows that the system can ensure the normal operation and can be put into use.
关键词:装缸机;泵站;控制系统
Key words: cylinder assembling machine;pumping station;control system
0 引言
随着液压技术及设备的发展,锁紧油缸作为一种重要的液压设备,在工程机械和航天航空等领域的应用越来越广泛。锁紧油缸的活塞和缸筒内壁是过盈配合,装配难度大[1],普通装缸机无法满足大批量生产的要求,需要专用的锁紧油缸装缸机。该装缸机的动力由液压泵站提供,由于锁紧油缸结构的特殊性和装配的复杂性,相应的液压泵站也有别于普通的泵站,而是在普通油源的基础上集成了液压系统的控制系统。为了解决上述问题,本文研制了一种基于PLC控制器的装缸机泵站的控制系统,实现了对泵站中的电机以及各种阀组的动作控制,从而为锁紧油缸的装配提供动力。
1 整体设计
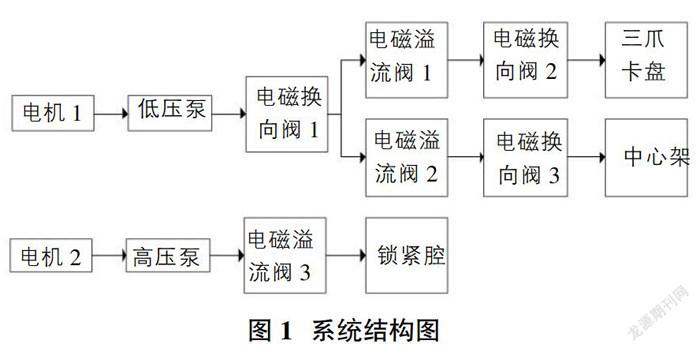
锁紧油缸的装缸机主要实现以下几大功能:①缸筒的固定与锁紧腔开锁;②导向套的锁紧;③活塞杆的水平度调节与压装。其中,导向套的锁紧由伺服电机配合扭矩传感器实现锁紧力的控制。活塞杆的水平度调节由伺服电机配合倾角传感器实现,活塞杆的压装由伺服电机配合测力传感器实现压装力的控制。本文设计的泵站控制系统主要用于缸筒的固定与锁紧腔的开锁,其中,缸筒的固定有三爪卡盘与中心架完成,三爪卡盘用于夹持缸筒,中心架用于支撑缸筒。相应地,泵站包含三个回路:三爪卡盘回路、中心架回路和开锁回路。三爪卡盘回路和中心架回路所需压力低,由低压泵供油,开锁回路所需油压较高,由高压泵供油。见图1。
2 控制系统硬件设计
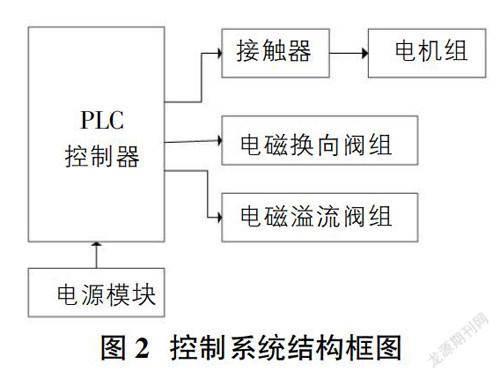
泵站的控制系统主要实现对液压系统中的电机、电磁换向阀和电磁溢流阀等的控制。如图2所示:
2.1 器件选型
电源模块提供PLC控制器和电磁阀组所需的电压。PLC控制器为控制系统核心,其供电电压为直流24V,各个接触器和电磁铁的线圈的供电电压为直流24V[2]。为了满足各个器件所需的电压,电源模块采用直流开关电源,其输入为交流220V,输出为直流24V。PLC控制器选用欧姆龙CP1H系列PLC:CP1H-X40DT-D,该型号PLC具有100CH和101CH两个通道的数字量输出端口,每个端口具有8个输出点[3]。系统中共使用了2个接触器、3个电磁换向阀和3个电磁溢流阀,因此该PLC的输出端口能够满足系统要求。电机组包括两个电机,功率为3KW和7.5KW。3KW电机用于驱动低压泵,7.5KW电机用于驱动高压泵。3KW电机选用额定电流为9A的接触器LC1D09M7C,7.5KW电机选用额定电流为25A的接触器:LC1D25M7C。电磁换向阀组共有3个,分别用于三爪卡盘回路和中心架回路的选择与切换,三爪卡盘的夹紧与松开,中心架的夹紧与松开。电磁溢流阀组共有3个,分别用于控制三爪卡盘回路、中心架回路和锁紧腔开锁回路的油压压力。
2.2 电路设计
PLC控制器的100CH和101CH两个输出端口用于连接控制电机的接触器、电磁换向阀以及电磁溢流阀。接触器占用100CH通道的100.01和100.02两个输出点,电磁换向阀和电磁溢流阀的电磁铁分别占用输出点100.03~100.07和101.00~101.03。其接点分配与线路功能如表1所示。
3 控制系统软件设计
PLC控制器选用欧姆龙CP1H系列PLC,其编程环境采用CX-Programmer进行程序设计,编程语言采用梯形图[4]。CX-Programmer可以完成程序的建立、编辑、检查、调试以及监控,同时具有完善的维护功能,使得程序的开发及系统的维护简单快捷。
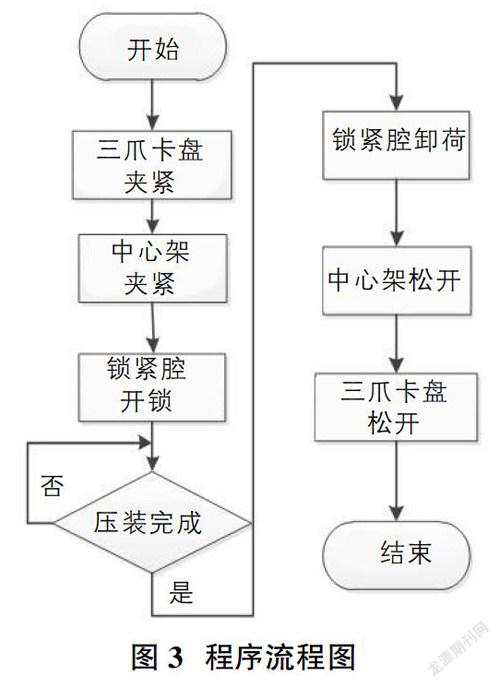
PLC控制器中泵站控制程序的设计依据装缸机的工作流程,主要完成以下任务:三爪卡盘的夹紧与松开、中心架的夹紧与松开、锁紧腔的锁紧与卸荷。具体流程如图3所示:
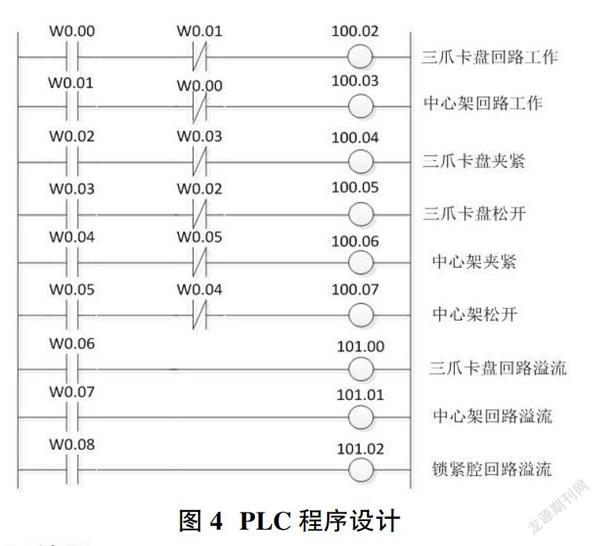
PLC程序设计语言采用梯形图,梯形图语言具有形象、直观、实用等特点,能够方便地实现对输入输出端口的编程。其程序如图4所示:
4 结语
本文设计并开发了一种基于PLC控制器的装缸机的泵站的控制系统。该系统通过PLC控制器实现了对泵站电机、电磁换向阀和电磁溢流阀等的控制。系统的运行正常,能够达到设计要求,较好地保证了锁紧油缸装缸机的正常运行,有助于完成了锁紧油缸的装配。
参考文献:
[1]任丽梅.液压支架立柱装缸机的设计[J].煤矿机械,2011(11).
[2]叶炜.基于欧姆龙CP1H型PLC的变频调速控制系统的设计与调试[J].变频器世界,2009(11).
[3]吕玲,陈国平,阮德超.基于欧姆龙CP1H PLC和组态王的射流泵测试系统[J].电子设计工程,2012(24).
[4]李应春,王庭有,杨安园.PLC梯形图编程软件实现[J].价值工程,2017(12).
作者简介:南春辉(1987-),男,山西长治人,研究生,工程师,研究方向为电气自动化控制。
