冷轧开卷机卷径与带钢长度计算
2020-09-10刘庆
摘要:介绍安钢1550酸轧生产线工艺流程。以酸轧生产线入口开卷机为例阐述开卷机带钢卷径与带钢长度计算。
Abstract: The technological process of anyang 1550 PL-TCM line is introduced. Taking payoff reel in the entry of production line as an example, the coil diameter and strip length calculation of payoff reel are discussed.
关键词:开卷机;卷径;带钢长度
Key words: payoff reel;coil diameter;strip length
0 引言
安钢1550冷轧生产线是安钢第一条冷连轧生产线,设计能力为年产120万t/a,其中冷轧产品70万t/a,热镀锌产品30 万t/a,冷硬卷20万t/a。产品厚度:800~1430mm,产品厚度:0.25~2.0mm,产品品种:CQ、DQ、DDQ、HSS。开卷机作为酸轧生产线、镀锌生产线、连退生产线和重卷生产线的入口重要设备,其作用将钢卷头部运行到焊机处焊接完成并与张力辊间保持张力运行。开卷机运转时必须保证带钢张力平稳,如果张力发生波动:如张力过小,会造成钢卷松卷、层间窜动、带钢跑偏,损坏带钢和设备;如张力过大,就会把带钢拉断或损坏设备。开卷机卷径是开卷机张力控制的重要参数;同时开卷机卷径计算可得到带钢剩余长度,是带尾在双切剪和焊机处精准定位的保证,直接影响到成材率与生产节奏,所以如何在高速轧制情况下来保证开卷机卷径计算尤为重要。本文以酸轧生产线入口开卷机卷径与带钢长度计算为例来进行阐述。
1 安钢1550酸轧生产线简介
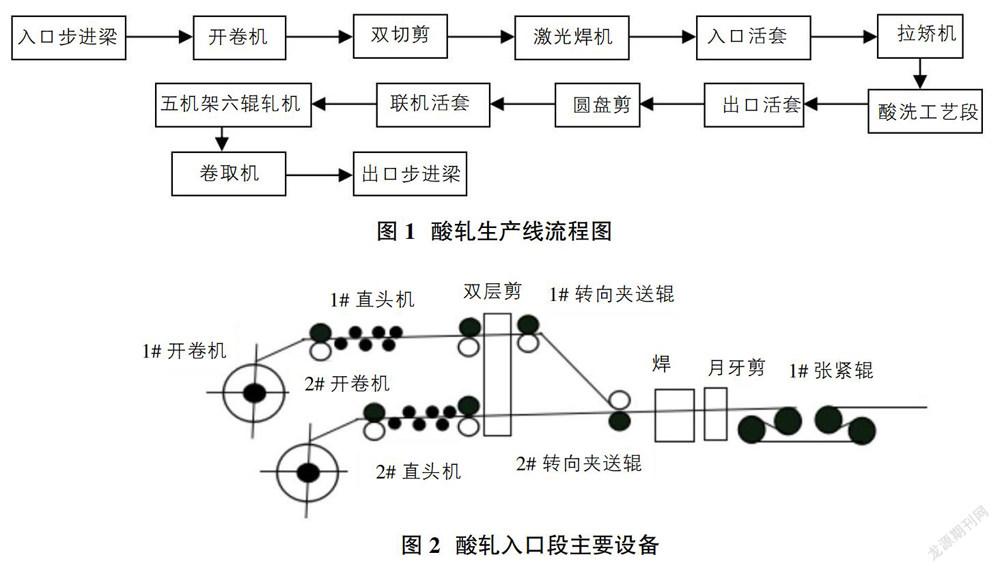
如图1所示,酸轧生产线流程[1]为钢卷由吊车放在入口步进梁,步进梁运输钢卷到上卷固定鞍座,由上卷小车将钢卷运至开卷机,开卷后经双切剪剪掉头部缺陷部分到焊机与上一卷尾部进行焊接,进入入口活套,运行经过拉矫机、酸洗槽去除表面氧化铁皮,进入出口活套、圆盘剪、碎边剪切边,进入联机活套,然后进入五机架六辊轧机轧制后进入出口卷取机,经飞剪分卷后,到出口步进梁进行称重、打捆,最后运送到成品库。
安钢1550酸轧生产线机械设备由中冶南方和中国一重设计,电气部分由TMEIC公司提供。其中自动控制系统采用TMEIC公司的TM-drive传动系统、NV 3000的PU 86S系统,HMI采用Ifix人机界面。
2 开卷机卷径与带钢长度计算
开卷机卷径常用的测量方式分为直接测量和间接计算测量。直接测量法在开卷区域合适位置安装超声波测量仪,超声波测距原理是通过超声波发射器向某一方向发射超声波,在发射时刻的同时开始计时,超声波在空气中传播时碰到障碍物就立即返回来,超声波接收器收到反射波就立即停止计时。由于测量仪距离开卷机芯轴距离固定,不断减小的钢卷直径可由超声波测量仪直接得到,这种测量方式直观准确。间接测量方式是利用安装在开卷机电机上的增量型编码器测得电机转速与生产线线速度通过秒流量方程进行计算,利用计算得到钢卷直径中间环节多,精度不及直接测量准确但节省了项目投资和减少超声波测量仪的维护量。安钢1550酸轧生产线入口开卷机钢卷直径计算采用间接计算测量。在开卷机不同的运行阶段,开卷机卷径与带钢长度计算采用不同的方法。
2.1 開卷机未开卷时计算
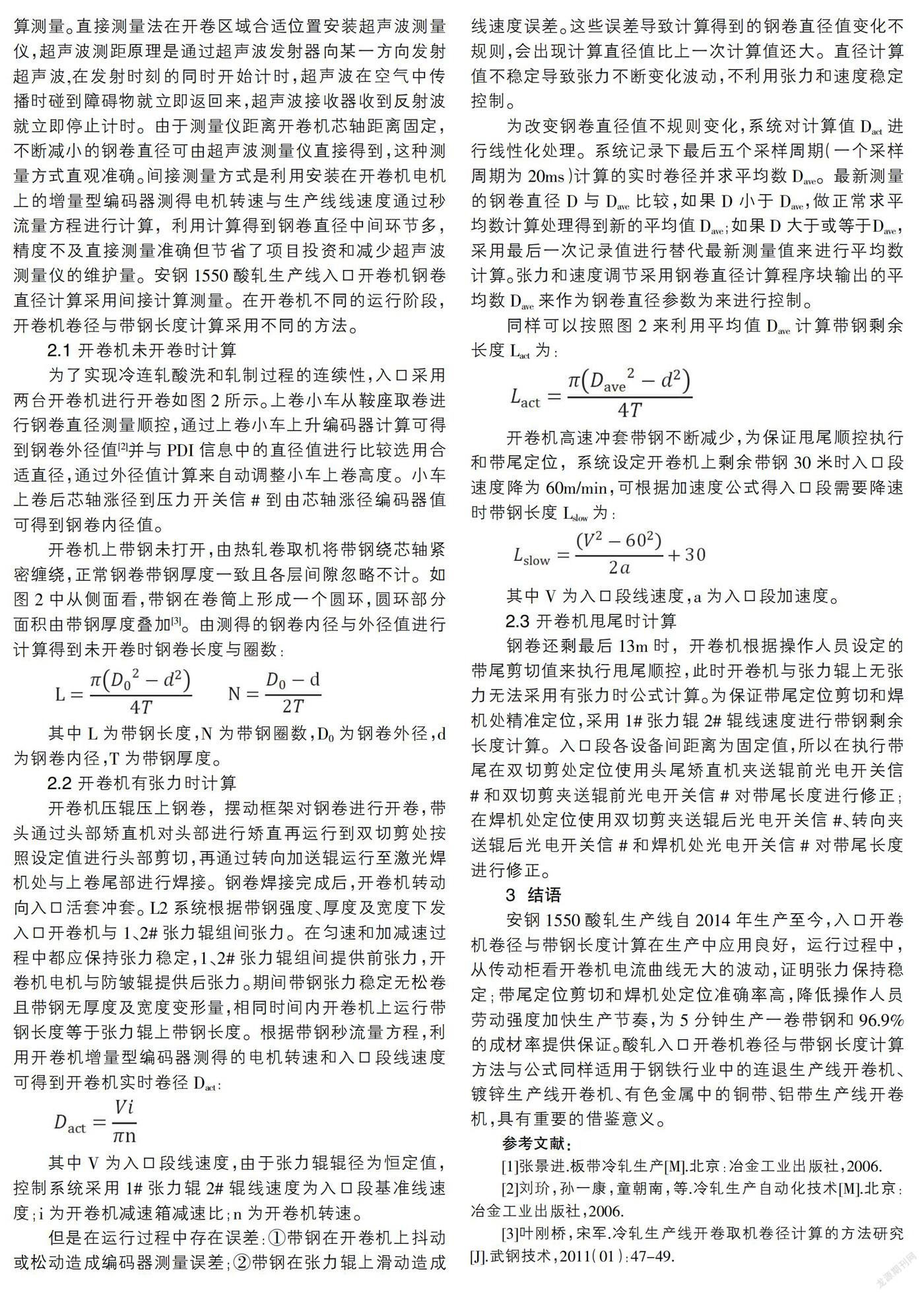
为了实现冷连轧酸洗和轧制过程的连续性,入口采用两台开卷机进行开卷如图2所示。上卷小车从鞍座取卷进行钢卷直径测量顺控,通过上卷小车上升编码器计算可得到钢卷外径值[2]并与PDI信息中的直径值进行比较选用合适直径,通过外径值计算来自动调整小车上卷高度。小车上卷后芯轴涨径到压力开关信#到由芯轴涨径编码器值可得到钢卷内径值。
开卷机上带钢未打开,由热轧卷取机将带钢绕芯轴紧密缠绕,正常钢卷带钢厚度一致且各层间隙忽略不计。如图2中从侧面看,带钢在卷筒上形成一个圆环,圆环部分面积由带钢厚度叠加[3]。由测得的钢卷内径与外径值进行计算得到未开卷时钢卷长度与圈数:
其中L为带钢长度,N为带钢圈数,D0为钢卷外径,d为钢卷内径,T为带钢厚度。
2.2 开卷机有张力时计算
开卷机压辊压上钢卷,摆动框架对钢卷进行开卷,带头通过头部矫直机对头部进行矫直再运行到双切剪处按照设定值进行头部剪切,再通过转向加送辊运行至激光焊机处与上卷尾部进行焊接。钢卷焊接完成后,开卷机转动向入口活套冲套。L2系统根据带钢强度、厚度及宽度下发入口开卷机与1、2#张力辊组间张力。在匀速和加减速过程中都应保持张力稳定,1、2#张力辊组间提供前张力,开卷机电机与防皱辊提供后张力。期间带钢张力稳定无松卷且带钢无厚度及宽度变形量,相同时间内开卷机上运行带钢长度等于张力辊上带钢长度。根据带钢秒流量方程,利用开卷机增量型编码器测得的电机转速和入口段线速度可得到开卷机实时卷径Dact:
其中V为入口段线速度,由于张力辊辊径为恒定值,控制系统采用1#张力辊2#辊线速度为入口段基准线速度;i为开卷机减速箱减速比;n为开卷机转速。
但是在运行过程中存在误差:①带钢在开卷机上抖动或松动造成编码器测量误差;②带钢在张力辊上滑动造成线速度误差。这些误差导致计算得到的钢卷直径值变化不规则,会出现计算直径值比上一次计算值还大。直径计算值不稳定导致张力不断变化波动,不利用张力和速度稳定控制。
为改变钢卷直径值不规则变化,系统对计算值Dact进行线性化处理。系统记录下最后五个采样周期(一个采样周期为20ms)计算的实时卷径并求平均数Dave。最新测量的钢卷直径D与Dave比较,如果D小于Dave,做正常求平均数计算处理得到新的平均值Dave;如果D大于或等于Dave,采用最后一次记录值进行替代最新测量值来进行平均数计算。张力和速度调节采用钢卷直径计算程序块输出的平均数Dave来作为钢卷直径参数为来进行控制。
同样可以按照图2来利用平均值Dave计算带钢剩余长度Lact为:
开卷机高速冲套带钢不断减少,为保证甩尾顺控执行和带尾定位,系统设定开卷机上剩余带钢30米时入口段速度降为60m/min,可根据加速度公式得入口段需要降速时带钢长度Lslow为:
其中V为入口段线速度,a为入口段加速度。
2.3 开卷机甩尾时计算
钢卷还剩最后13m时,开卷机根据操作人员设定的带尾剪切值来执行甩尾顺控,此时开卷机与张力辊上无张力无法采用有张力时公式计算。为保证带尾定位剪切和焊机处精准定位,采用1#张力辊2#辊线速度进行带钢剩余长度计算。入口段各设备间距离为固定值,所以在执行带尾在双切剪处定位使用头尾矫直机夹送辊前光电开关信#和双切剪夹送辊前光电开关信#对带尾长度进行修正;在焊机处定位使用双切剪夹送辊后光电开关信#、转向夹送辊后光电开关信#和焊机处光电开关信#对带尾长度进行修正。
3 结语
安钢1550酸轧生产线自2014年生产至今,入口开卷机卷径与带钢长度计算在生产中应用良好,运行过程中,从传动柜看开卷机电流曲线无大的波动,证明张力保持稳定;带尾定位剪切和焊机处定位准确率高,降低操作人员劳动强度加快生产节奏,为5分钟生产一卷带钢和96.9%的成材率提供保证。酸轧入口开卷机卷径与带钢长度计算方法与公式同样适用于钢铁行业中的连退生产线开卷机、镀锌生产线开卷机、有色金属中的铜带、铝带生产线开卷机,具有重要的借鉴意义。
参考文献:
[1]张景进.板带冷轧生产[M].北京:冶金工业出版社,2006.
[2]刘玠,孙一康,童朝南,等.冷轧生产自动化技术[M].北京:冶金工业出版社,2006.
[3]叶刚桥,宋军.冷轧生产线开卷取机卷径计算的方法研究[J].武钢技术,2011(01):47-49.
作者简介:刘庆(1981-),男,河南淮阳人,中级工程师,研究生学历,研究方向为电气自动化。
