轨道车辆铝合金地板搅拌摩擦焊残余状态分析
2020-09-10王冠千夏正志盛明磊
王冠千 夏正志 盛明磊

摘要:搅拌摩擦焊作为一种先进的固相焊接技术,以其针对铝合金材料焊接效率高、焊后缺陷小、环境污染小等优点被逐渐地广泛应用。但是目前缺乏搅拌摩擦焊焊接中力学过程的研究,也鲜有力学过程对于焊缝残余状态影响的资料,不利于搅拌摩擦焊的推广应用。因此,本文以某型地铁车辆铝合金地板的焊接为研究对象,对搅拌摩擦焊工作原理及焊缝残余状态规律进行了分析,总结了摩擦焊接过程中的力学规律与导致焊缝残余应力不对称分布的原因。
Abstract: At present, most high-speed railway passenger cars and urban rail vehicles use aluminum alloy materials. However, due to the low melting point and complex structure of aluminum alloy materials, traditional welding methods are prone to defects. Friction stir welding, as an advanced solid-phase welding technology, is gradually widely used for its advantages such as high welding efficiency, small post-weld defects, and low environmental pollution for aluminum alloy materials. However, there is currently no information on the mechanical process in friction stir welding, and there are few studies on the effect of mechanical processes on the residual state of the weld, which is not conducive to the popularization and application of friction stir welding. Therefore, this article takes the welding of a certain type of subway vehicle aluminum alloy floor as the research object, analyzes the working principle of friction stir welding and the law of the residual state of the weld seam, and summarizes the mechanical process and the residual stress after welding caused by friction welding cause of asymmetric distribution.
關键词:搅拌摩擦焊;轨道车辆;扭矩;残余应力
Key words: FSW;rail vehicle;torque;residual stress
0 引言
高强度的铝合金(6系或7系)在轨道车辆制造领域有着广泛的应用,如车体、受电弓等等。然而,传统的焊接方法并不适用于高强度铝合金,因为在焊接过程中由于过高的热输入会导致热变形、裂纹等焊接缺陷[1]。因此部分动车组设备使用铆接,这无疑会使设备结构更加复杂,增加成本。搅拌摩擦焊是一种新兴的固相焊接方式,特别适用于铝合金、铜等熔点较低的金属焊接。由于焊接过程温度并未达到母材的固相线,所以母材不会融化,从根本上杜绝了传统弧焊会出现的气泡、裂纹等缺陷。但是,搅拌摩擦焊焊接过程也会发生复杂的加热、冷却、塑性变形、挤压等过程,必然会引起的材料的微结构变化和残余应力,影响焊缝的疲劳裂纹扩展寿命,因此有必要对焊接完成后的焊缝残余状态进行分析。
1 搅拌摩擦焊原理
1.1 搅拌摩擦焊生热机理
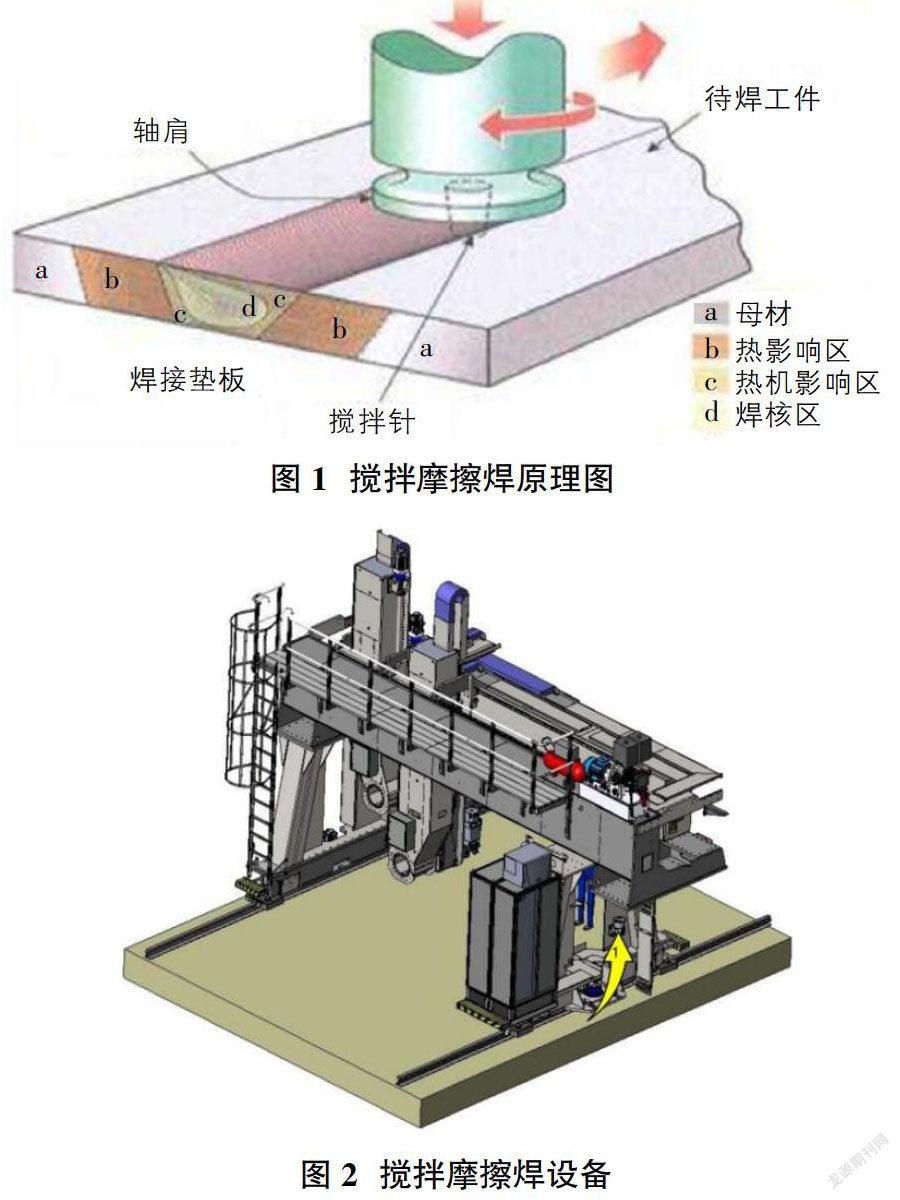
搅拌摩擦焊的热源产生与传统电焊、锻焊完全不同,热量主要来源于摩擦生热和材料塑性变形生热[2]。如图1,搅拌头轴肩、搅拌针底面与侧面与工件直接接触,在高速旋转过程中,摩擦产生热量。塑性变形生热是焊缝区受热软化的材料在搅拌头作用下发生强烈塑性变形实现的功热转换。
1.2 生产设备与材料成型过程
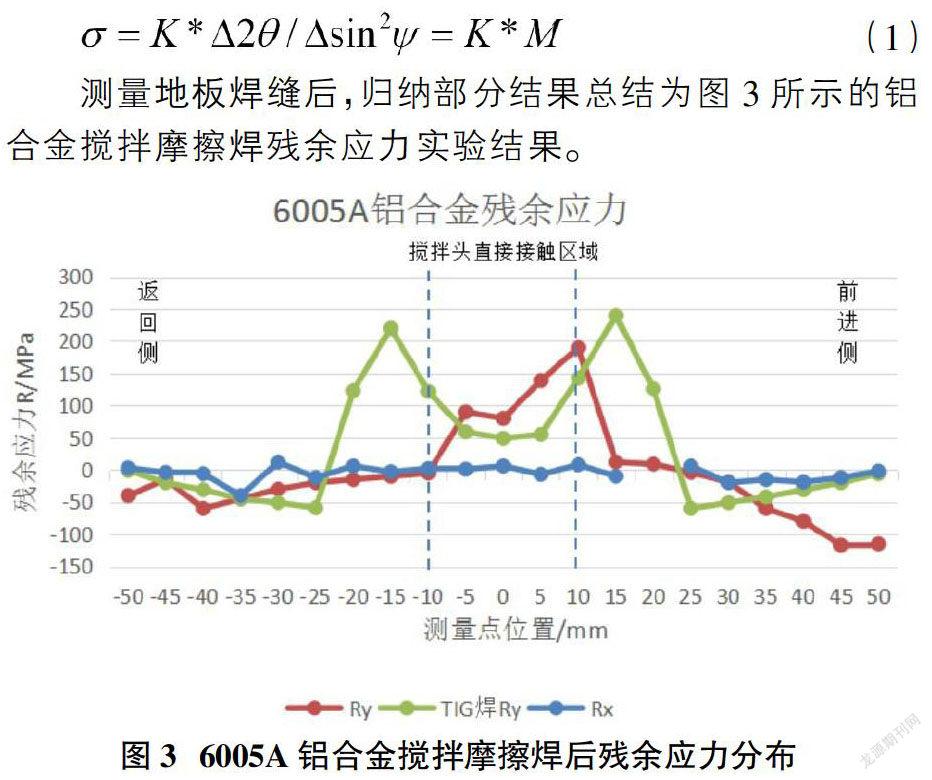
本文中研究所使用的搅拌摩擦焊设备为ESAB厂家生产的双搅拌头摩擦焊机,焊接对象为某型号地铁车辆铝合金地板,配有专用工装夹具,如图2。
焊接时由压轮首先压平前方搭接焊缝,一个高速旋转的搅拌头插入铝合金板材,并以一定速度向前移动。热源使铝合金材料被加热至塑性状态,而搅拌工具向前移动,挤压、搅拌塑性材料,塑性材料形成了一个稳定流场[3]。焊接完成后的位置,随着温度的降低,塑性材料逐渐冷却凝固形成焊缝。
2 残余状态规律
2.1 残余应力与变形的形成
搅拌摩擦焊过程中,焊接热源作用于焊缝区,周边的材料温度较低,温差导致膨胀程度不同,变形大的区域受变形小的区域束缚产生热塑性压缩[4]。焊接完成冷却过程中,塑性压缩的区域缩短,由于材料的连续性,产生相互的制约作用。整个焊接过程中铝合金材料经历了复杂的受热、冷却过程,所以内部出现残余形变和应力不可避免。
而且搅拌摩擦焊与弧焊及其他传统焊接不同,除受热载荷外,还受到搅拌头所产生的机械载荷,因此其残余应力与变形的形态也与其它焊接方式有所不同。
2.2 残余应力的测量与分析
目前生产中一般采用X射线方法对于残余应力进行测量。当存在压应力时,材料的晶面间距变小,发生布拉格衍射时衍射峰向高角度偏移;存在拉应力时,晶面间的间距拉大,衍射峰位向低角度位移。用波长λ的X射线,先后多次以不同的入射角照射到焊缝位置,测出相应的衍射角2θ,求出2θ对sin2ψ的斜率M,即可按照公式(1)求出应力σ。(式中K是只与材料本质、选定衍射面HKL有关的常数,由于K<0,所以M<0时为拉应力,M>0时为压应力,而M=0时无应力存在)。
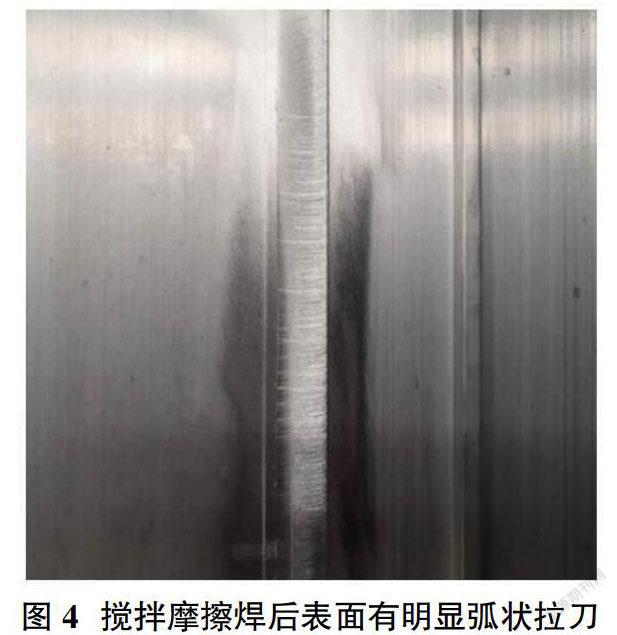
测量地板焊缝后,归纳部分结果总结为图3所示的铝合金搅拌摩擦焊残余应力实验结果。
图3中Rx曲线为横向压应力,在整个加工区域内都保持较低的水平[5]。一般平行焊缝方向(纵向)残余应力较大,是引起裂纹、应力腐蚀等问题的主要原因,而垂直焊缝方向(横向)和板厚方向的残余应力一般较小,所以TIG焊的横向残余应力数据并未列出。TIG焊Ry曲线为使用非熔化极惰性气体保护焊焊接完成的焊缝残余应力测量结果,焊缝两侧应力对称,数值方面相比于搅拌摩擦焊较高。
Ry曲线为搅拌摩擦焊纵向拉应力,数值较压应力升高明显,但峰值比TIG焊结果明显降低。Ry曲线呈不对称双峰特征,两个峰值分别是搅拌头的轴肩边缘,前进侧应力峰值明显高于返回侧应力峰值[4]。
3 残余应力不对称分布原因分析
经图3可以看出铝合金薄板搅拌摩擦焊后的残余应力分布和电弧熔化焊结果有明显的差异。造成该差异的原因存在于两个方面:①热源不同;②搅拌摩擦焊在焊接过程中有机械载荷参与。
嫣东洋等[6]已做实验验证,热载荷与下压力不会对残余应力的对称性有影响。单考虑热源,TIG和摩擦焊后的残余应力是相同的;单考虑Z方向下压力,可以减小残余应力,但不会造成残余应力的分布不对称。
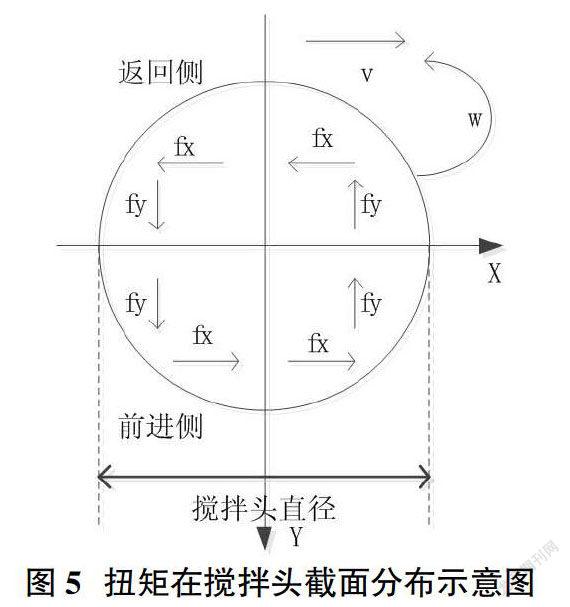
如图4为搅拌摩擦焊焊后焊缝形态,表面有明显弧状拉刀痕迹,所以分析焊缝受到的机械载荷除了下压力外,扭矩的作用也不容忽视。在此对于搅拌头轴肩处进行受力分析。
考慮搅拌头扭矩后,根据理论力学原理,扭矩Mz的值可看做搅拌头表面各点受力对旋转中心产生力矩的累计,所以扭矩作用可以通过搅拌头下表面各点的切向作用力进行表达,如图5,fx和fy是切向力在x和y方向的分量。分量可以按照公式(2)、(3)进行计算:
其中Rs是轴肩直径;I是受机械载荷作用区域的材料厚度;r是测量点到主轴中心距离;x、y是测量点是以主轴中心为原点,在两个方向上的坐标值;Mz是搅拌头扭矩,取值来源于焊接过程中测量值。结合计算公式与扭矩示意图5,可得出搅拌头扭矩的剪切力在搅拌头呈圆周状分布,大小处处相等知识方向不同,而且扭矩剪切力在前进侧与返回侧的作用效果不同。
在前进侧,剪切力在焊缝方向的分量与搅拌头前进方向相同;在返回侧,剪切力在焊缝方向的分量和搅拌头前进方向正好相反,从而导致前进侧材料受到的机械搅拌作用更强烈。因此,扭矩作用导致前进侧材料在焊接过程中发生塑性变形的程度更大,所以最终前进侧的焊接残余应力值高于返回侧,应力分布呈现不对称的双峰特征。
4 结语
搅拌摩擦焊的焊缝在焊接过程中受到机械载荷作用,所以其残余状态与传统弧焊不同。本文通过分析搅拌摩擦焊原理、焊缝形态以及残余应力测量数据折线图,建立了扭矩力学原理图,得出了扭矩导致搅拌摩擦焊焊缝两侧残余应力分布不均匀的结论,为操作人员进一步研究机械载荷对于搅拌摩擦焊焊缝残余状态的影响奠定了基础。
参考文献:
[1]束洋.不锈钢车体侧墙激光焊缝排布及疲劳寿命分析[D].北京交通大学,2017.
[2]姚亚涛.不锈钢点焊车体结构仿真关键技术研究[D].西南交通大学,2016.
[3]Effect of welding parameters on mechanical and microstructural properties of AA6056 joints produced by Friction Stir Welding[J]. P. Cavaliere, G. Campanile,F. Panella,A. Squillace. Journal of Materials Processing Tech. 2006(1).
[4]张方卓.不锈钢及焊缝的电化学腐蚀性能研究[D].兰州理工大学,2014.
[5]夏海涛.搭接非熔透激光焊接不锈钢车体板材疲劳性能研究[D].北京交通大学,2014.
[6]鄢东洋.铝合金薄壁结构搅拌摩擦焊热—力学过程的研究及模拟[D].清华大学,2010.
