塑料面盖注塑模具成型零件数控编程与加工
2020-09-10谷育红
谷育红




摘要:在进行注塑模具数控加工时,成型零件的加工极为重要,其加工质量的优劣直接影响到模具后续成型产品的质量。文章以塑料面盖注塑模成型零件之一型腔的数控加工为例,从模具零件的数控加工工艺策略、运用CAM软件编程加工的方法与技巧等方面进行了详尽的论述。
关键词:塑料面盖;注塑模具;CAM编程;数控加工
0 引言
模具是现代化工业生产的重要工艺装备,号称“工业之母”。其广泛应用于汽车、航空、工程机械、家用电器等制造业中,起着极为重要的作用。采用模具生产毛坯或成品零件,是材料成型的重要方式之一。在整个模具工业中,塑料模具发展极为迅速应用范围极其广泛。其中塑料注塑成型所用的模具称为注塑模。注塑成型可以对形状复杂的塑料产品实现一次成型,是一种高效率、大批量的生产方式,然而在模具行业,注塑模具的制造工艺复杂,工艺难度大,尤其是模具的成型零件型芯和型腔的加工难度更为突出,型芯和型腔一般都具有复杂的型面,加工精度和质量要求又高。想要加工出高精度、高质量、复杂型面的注塑模具必须借助先进的CAD/CAM软件,通过编制合理的加工工艺规程,选择合适的加工设备和刀具以及最佳切削参数来实现。UG和MasterCAM是当前模具设计与数控加工领域使用最为广泛的CAD/CAM软件。
文章以塑料面盖注塑模成型零件之一型腔的数控加工为例,从零件数控加工工艺策略的制定、运用MasterCAM软件数控编程加工的方法与技巧等方面进行详尽的论述。
1 面盖注塑模成型零件型腔的数控铣削加工工艺分析
1.1 零件图样分析
图1所示为型腔零件三维模型,毛坯尺寸为90×90×28mm,材料为45钢。零件的外形尺寸小,腔体型面的形状较为复杂。采用MasterCAM X5软件,应用其CAM功能的计算机辅助编程的方法进行CNC在线加工,能快速、高效地完成该零件的数控铣削编程加工。
数控加工的策略为:先钻中间Ф11.8的底孔(此处的孔在后续模具装配时需与浇口套进行配合),然后进行模具型腔的开粗,接下去对模具型腔各成型面进行精加工。
1.2 工艺路线安排、切削用量选择等
加工设备选择FANUC OI-MF系统立式三坐标数控铣床,零件采用精密平口虎钳进行装夹,经过一次装夹在数控铣床上完成型腔所有表面的铣削加工,按工序集中原则该零件的加工确定为一道工序。
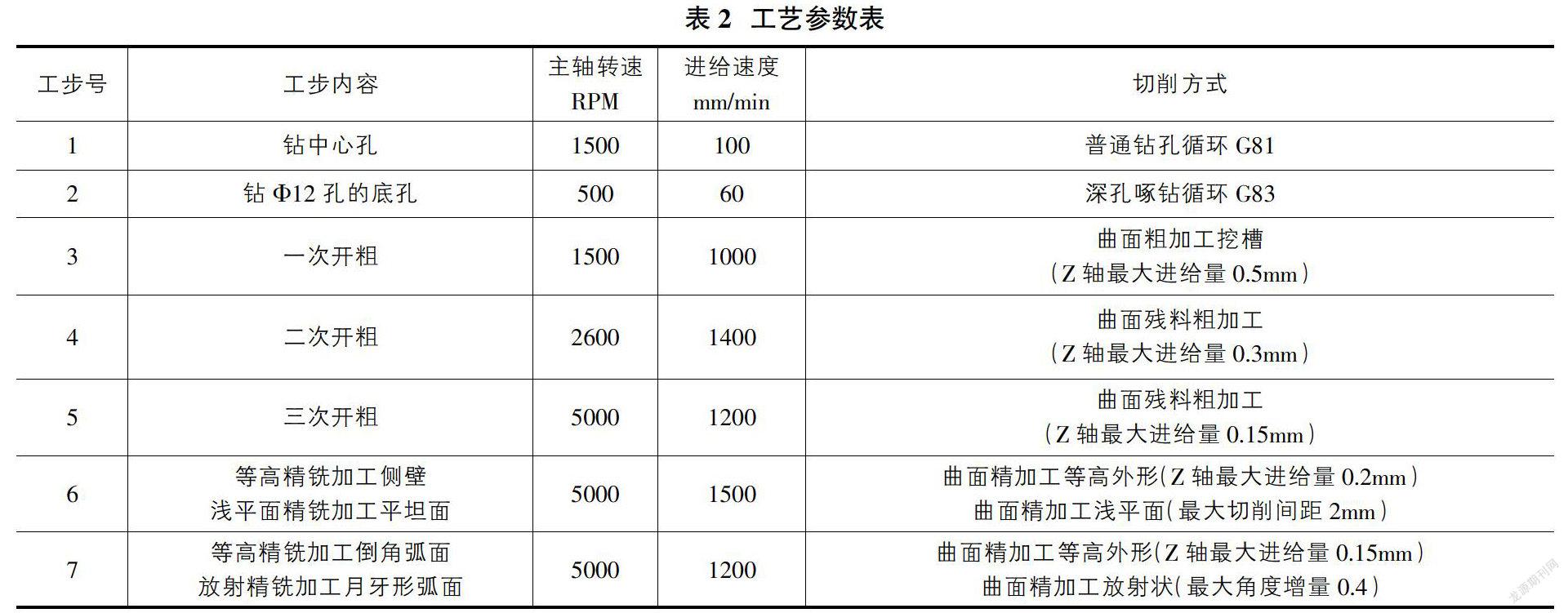
加工方法、加工阶段、工步的划分以及加工顺序的安排、刀具与切削用量的选择,参见表1和表2。
2 计算机辅助编程数控铣削加工的方法与步骤
应用MasterCAM X5软件,采用计算机辅助编程的方法进行CNC在线加工的具体方法和步骤如下:
2.1 型腔一次开粗
用Φ20的硬质合金2刃平刀(刀具刚性好),进行曲面粗加工挖槽切削方式,去除型腔内部大部分余量,每层切削深度控制在0.5mm,主轴转速为1500r/min,进给速度控制在1000mm/min,留后续加工余量0.3mm。图2为一次开粗加工后的效果图。
2.2 型腔二次开粗
用Φ12的硬质合金4刃平刀,采用曲面残料粗加工切削方式,去除型腔各表面残留余量,每层切削深度控制在0.3mm,主轴转速为2600r/min,进给速度控制在1400mm/min,留给后续加工余量0.25mm。图3为二次开粗加工后的效果图。
2.3 型腔三次开粗
用Φ6的硬质合金4刃平刀,采用曲面残料粗加工切削方式,进一步去除型腔各表面残留余量,每层切削深度控制在0.15mm,主轴转速为5000r/min,进给速度控制在1200mm/min。留给后续加工余量0.2mm。图4为三次开粗加工后的效果图,经过三次开粗型腔各表面留下的余量较为均匀。
2.4 精铣型腔部分带拔模角的侧壁及平坦面
用Φ6R1的硬质合金4刃圆鼻刀,采用曲面精加工等高外形的切削方式对零件上带有拔模角的部分侧壁进行精铣加工,采用曲面精加工浅平面的切削方式对型腔平坦表面进行精铣加工,加工面预留量为0,主轴转速为5000r/min,进给速度控制在1500mm/min。等高精铣时每层切削深度控制在0.2mm,浅平面精铣时最大切削间距控制在2mm。图5为圆鼻刀精铣加工后的效果圖。
2.5 精铣倒角弧面及部分带拔模角侧壁和月牙形弧面
用Φ6R3的硬质合金4刃球头刀,采用曲面精加工等高外形的切削方式对零件上的倒角弧面及部分带拔模角的侧壁进行精铣加工,采用曲面精加工放射状的切削方式对型腔底部月牙形凸起弧面进行精铣加工,加工面预留量为0,主轴转速为5000r/min,进给速度控制在1200mm/min。等高精铣时每层切削深度控制在0.15mm,放射状精铣时最大角度增量控制在0.4。图6和7为球刀精铣加工时的刀路及加工后的效果图。
2.6 MasterCAM X5软件中的刀具路径设置
图8为采用MasterCAM X5软件,对型腔零件进行计算机辅助编程时的刀具路径设置。
3 结论
通过以上分析可知,要想加工出高精度、高质量、复杂型面注塑模具的成型零件,必须借助先进的CAD/CAM软件,选择合适的加工设备,编制合理的加工工艺规程,合理选择刀具,指定最佳工艺参数,规划合理的刀具路径,这样才能保证高质量高效率完成模具的制作,从而赢得客户赢来市场。
参考文献:
[1]刘蔡保主编.Mastercam X9 数控加工与典型案例[M].化学工业出版社,2018,10.
[2]于文强主编.Mastercam数控编程[M].清华大学出版社2019,03.
[3]詹友刚主编.Mastercam X8数控编程教程[M].机械工业出版社,2018,02.
