HMBR法处理某黄金矿山氨氮废水试验研究
2020-09-10兰馨辉李爽高飞翔叶锦娟杨明远
兰馨辉 李爽 高飞翔 叶锦娟 杨明远




摘要:针对某黄金矿山外排水氨氮浓度较高的特点,采用复合式膜生物反应器(HMBR)系统进行处理。研究了在好氧区pH为弱酸性及中性条件下,HMBR法对氨氮和COD等典型污染物的去除特征。试验确定了HMBR法最佳工艺参数:好氧区pH值控制为6.80~7.20,DO为2~3 mg/L,动态曝气运行周期6 min(运行-间歇时间4 min-2 min),在线化学清洗措施为“柠檬酸+水-次氯酸钠”,水力停留时间为2.34 d,HMBR出水中氨氮和COD均达到GB 8978—1996 《污水综合排放标准》一级要求。该研究为HMBR法处理氨氮废水的工业化应用提供数据支持。
关键词:HMBR法;氨氮废水;COD;氨氮;去除特征
中图分类号:TD926.5
文章编号:1001-1277(2020)02-0073-04
文献标志码:Adoi:10.11792/hj20200216
引 言
某黄金矿山采用全泥氰化工艺,处理能力为500 t/d,产生的废水量为1 800 m3/d。该废水中含有大量的COD、硫氰酸盐及氰化物等典型污染物,经现有生物处理单元处理后,出水中氰化物可达到排放标准。但是,硫氰酸盐及氰化物生物降解的同时,不可避免地产生副产物——氨氮。生物处理单元中,硝化细菌及亚硝酸盐氧化菌受水温、重金属离子、氰化物、硫氰酸盐等因素的影响[1],时常发生出水中氨氮超标的现象。因此,为保障当地水环境质量和矿山的正常生产,亟需开发新的、后续的污水处理工艺,以提高氨氮的处理效率和处理系统最终出水水质。
本文针对废水水质特征(包括抑制特性、氨氮、亚硝酸盐氮),采用生化法对其进行处理试验[2],探讨了HMBR法对氨氮和COD的去除特征,确定了最佳试验条件,为其工业化应用提供技术支撑。
1 试验部分
1.1 仪器及药剂
试验仪器:UV-1700紫外分光光度计;DELTA 320 pH计;AA6300原子吸收分光光度计;IC1000离子色谱仪;化学滴定装置。
试验药剂:葡萄糖、碳酸钠、柠檬酸、次氯酸钠、EDTA-2Na、磷酸、氢氧化钠,试验所用药剂均为分析纯。
1.2 试验系统
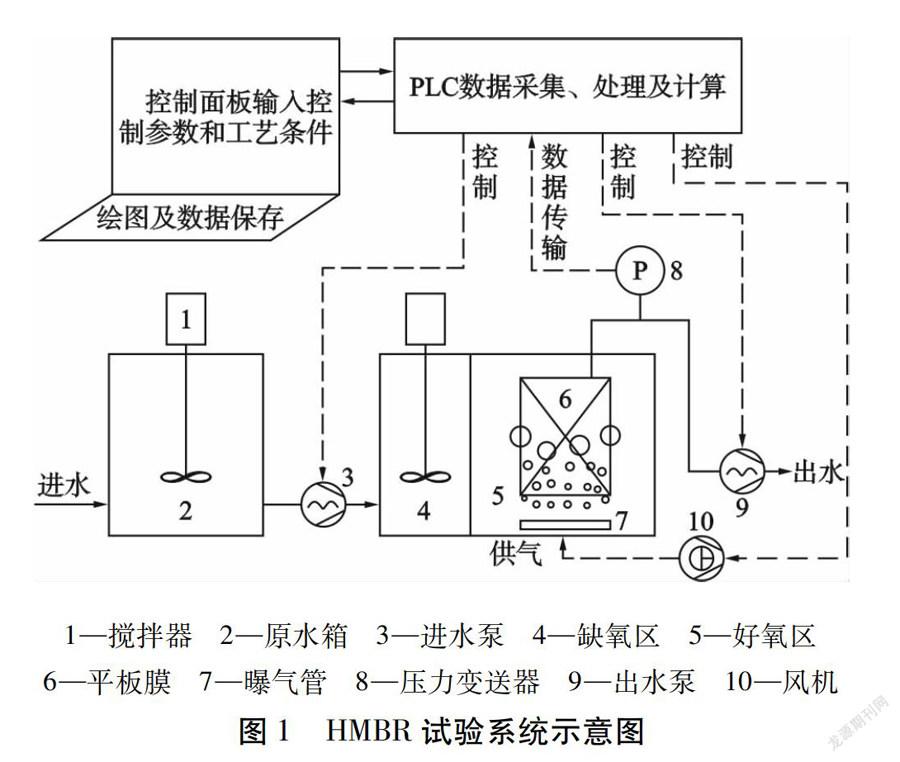
整个反应体系包括:外排水箱、复合式膜生物反应器(HMBR)、曝气系统、进出水系统、控制系统和回流系统等。其中,复合式膜生物反应器主体总有效容积60 L,缺氧区有效容积10 L,并设置搅拌器。整个试验系统见图1。
1—搅拌器 2—原水箱 3—进水泵 4—缺氧区 5—好氧區
6—平板膜 7—曝气管 8—压力变送器 9—出水泵 10—风机
图1 HMBR试验系统示意图
1.3 矿山外排水水质
试验期间,取该黄金矿山外排水(HMBR进水)进行水质分析,结果见表1。
由表1可知:矿山外排水中氨氮、COD质量浓度分别为29.99~310.65 mg/L、45.24~140.30 mg/L,均超过了GB 8978—1996 《污水综合排放标准》规定的要求(氨氮≤15 mg/L、COD≤100 mg/L)。此外,矿山外排水pH值5.63~7.82,平均值6.19,远低于硝化细菌和反硝化细菌的最佳生存pH值7.0~7.2[3-4]。
2 试验结果与讨论
2.1 系统运行条件
试验条件:缺氧区+好氧区+膜区,三级完全混合式反应器串联运行,控制好氧区DO为2~3 mg/L,污泥浓度控制在10 000~12 000 mg/L,整个系统实际水力停留时间(HRT)为2.34 d,回流比为600 %,膜面积为0.1 m2,膜区采用动态曝气方式,在线化学清洗措施为“柠檬酸+水-次氯酸钠”。根据水质特征和处理目标,在好氧区pH为弱酸性(运行工况(Ⅰ))及中性(运行工况(Ⅱ))条件下,以活性污泥方式运行,研究HMBR法对氨氮和COD等典型污染物的去除特征。系统具体运行条件见表2。
2.2 氨氮去除特征
2.2.1 运行工况(Ⅰ)
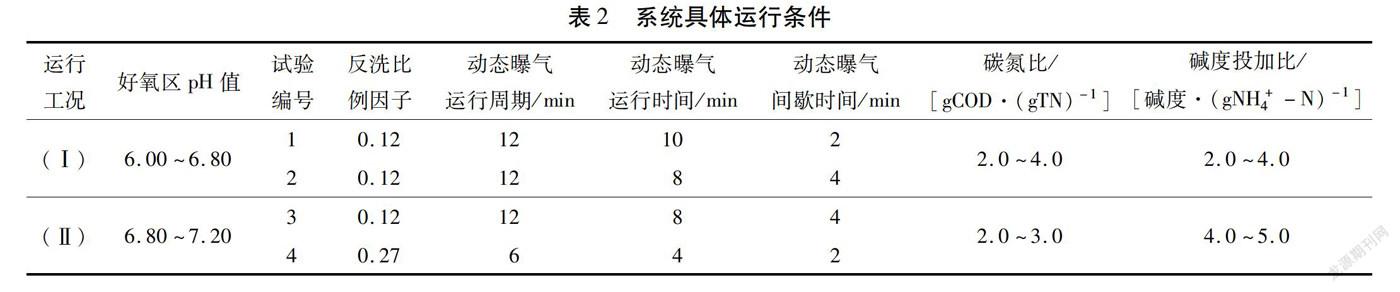
在运行工况(Ⅰ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比3.0 gCOD/gTN左右;运行阶段,为缓解膜污染,好氧区pH控制在弱酸性条件下(好氧区目标pH值6.00~6.80),碳氮比2.0~4.0 gCOD/gTN(最佳为3.0 gCOD/gTN左右)。动态曝气运行周期为12 min,运行-间歇时间分别采用10 min-2 min及8 min-4 min。 在pH弱酸性条件下,好氧区pH变化特征及HMBR对矿山外排水中氨氮的去除特征见图2和图3。
由图2可知:启动阶段(0~24 d),好氧区pH值
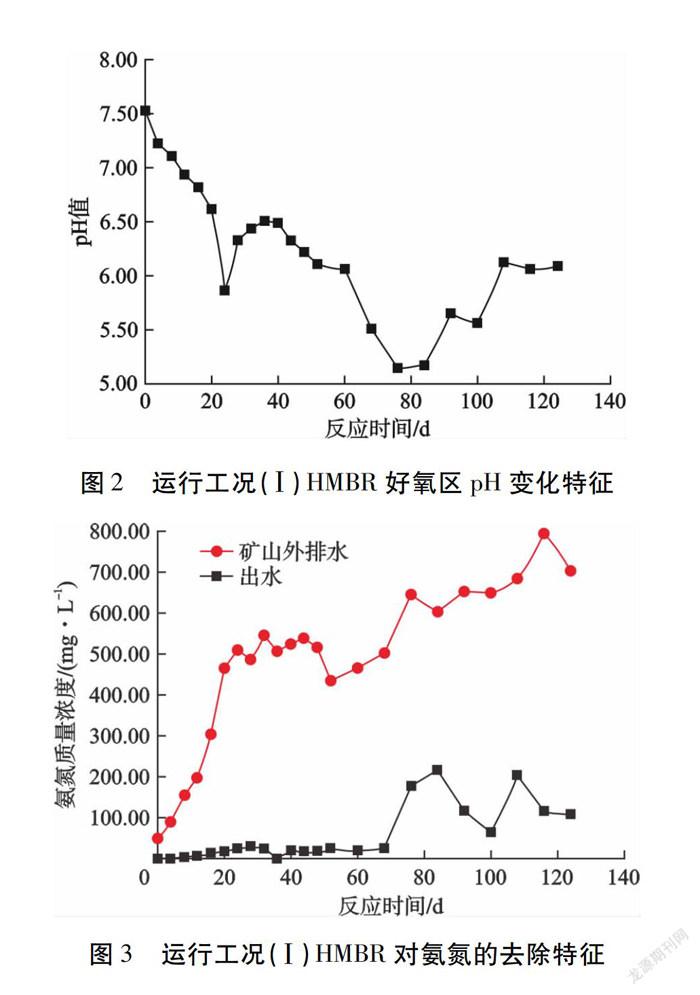
图3 运行工况(Ⅰ)HMBR对氨氮的去除特征控制在5.85~7.51(pH逐步降低);运行阶段(25~124 d),好氧区pH值控制在5.13~6.50。
由图3可知:启动阶段(0~24 d),矿山外排水氨氮质量浓度为47.58~507.25 mg/L,HMBR出水氨氮质量浓度降为0.28~23.11 mg/L,氨氮去除率为95.44 %~99.41 %。运行阶段(25~124 d),矿山外排水氨氮质量浓度为432.26~793.13 mg/L,HMBR出水氨氮质量浓度降为0.56~216.67 mg/L,氨氮去除率为63.91 %~99.89 %。
在运行工况(Ⅰ)条件下,运行-间歇时间由10 min-2 min改变为8 min-4 min,HMBR对氨氮的去除特征并未发生大的改变。在运行-间歇时间为10 min-2 min的运行阶段(25~92 d),HMBR出水氨氮质量浓度降为0.56~216.67 mg/L,氨氮去除率为63.91 %~99.89 %;在运行-间歇时间为8 min-4 min的运行阶段(93~124 d),HMBR出水氨氮质量浓度降为62.50~200.65 mg/L,氨氮去除率为70.52 %~90.32 %。
在运行工况(Ⅰ)条件下,HMBR出水氨氮的达标率仅为26.09 %,其出水水质无法满足处理要求。
经计算,在运行工况(Ⅰ)条件下(运行周期12 min,运行-间歇时间分别采用10 min-2 min及8 min-4 min,平均水温25 ℃),氨氮的去除速率为0.020~0.023 kgN-NH3/(kgMLSS·d)。换算为20 ℃水温条件下氨氮的去除速率为0.014~0.016 kgN-NH3/(kgMLSS·d),该去除速率为城市污水处理厂(无任何抑制因素,水温20 ℃,氨氮的平均去除速率为0.018 kgN-NH3/(kgMLSS·d))氨氮去除速率的78 %~89 %。
2.2.2 运行工况(Ⅱ)
在运行工况(Ⅱ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比2.5 gCOD/gTN左右;运行阶段,好氧区pH控制在中性条件(好氧区目标pH值6.80~7.20), 碳氮比2.0~3.0 gCOD/gTN(最佳为2.5 gCOD/gTN左右)。
在运行工况(Ⅱ)条件下,运行周期为12 min(运行-间歇时间8 min-4 min)及运行周期为6 min(运行-间歇时间4 min-2 min)。在pH中性条件下,好氧区pH变化特征及HMBR对矿山外排水中氨氮的去除特征见图4和图5。
由图4可知:启动阶段(0~24 d),好氧区pH值控制在6.88~7.64(pH逐步降低);运行阶段(25~124 d),好氧区pH值控制在6.81~7.62。
由图5可知:启动阶段(0~24 d),矿山外排水氨氮质量浓度为602.55~1 151.54 mg/L,HMBR出水氨氮质量浓度降为1.38~9.51 mg/L,氨氮去除率为98.84 %~99.78 %。运行阶段(25~124 d),矿山外排水氨氮质量浓度为254.26~1 053.26 mg/L,HMBR出水氨氮质量浓度降为0.56~12.36 mg/L,氨氮去除率为96.74 %~99.93 %。值得注意的是,在pH中性条件下共运行124 d,HMBR处理系统出水氨氮全部稳定达到处理要求。
在运行工况(Ⅱ)条件下,运行周期由12 min(运行-间歇时间8 min-4 min)改变为6 min(运行-间歇时间4 min-2 min),HMBR对氨氮的去除特征并未发生大的改变。在运行-间歇时间为8 min-4 min 的运行阶段(25~92 d),HMBR出水氨氮质量浓度降为0.56~12.34 mg/L,氨氮去除率为99.81 %~99.93 %;在运行-间歇时间为4 min-2 min的运行阶段(93~124 d),HMBR出水氨氮质量浓度降为0.65~12.36 mg/L,氨氮去除率为96.74 %~99.78 %。上述结果表明:在运行工况(Ⅱ)条件下,HMBR出水氨氮的达标率为100 %,其出水水质可稳定达到处理要求。同时应注意,尽管运行周期由12 min降为6 min,但HMBR处理系统的处理性能并未受影响。
经计算,在运行工况(Ⅱ)条件下(运行周期12 min,运行-间歇时间8 min-4 min,以及运行周期6 min,运行-间歇时间4 min-2 min,平均水温22 ℃),氨氮的去除速率为0.023~0.027 kgN-NH3/(kgMLSS·d)。换算为20 ℃水温条件下氨氮的去除速率为0.020~0.024 kgN-NH3/(kgMLSS·d),该去除速率为城市污水处理厂(无任何抑制因素,水温20 ℃)氨氮去除速率的1.11~1.31倍。
2.3 COD去除特征
2.3.1 运行工况(Ⅰ)
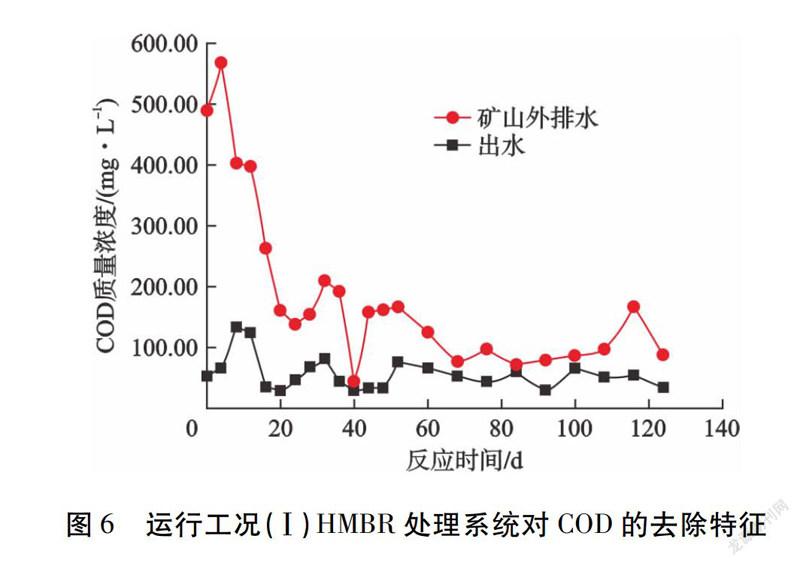
在运行工况(Ⅰ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比3.0 gCOD/gTN左右;运行阶段,为缓解膜污染,好氧区pH控制在弱酸性条件下(好氧区目标pH值6.00~6.80),碳氮比2.0~4.0 gCOD/gTN(最佳为3.0 gCOD/gTN左右)。运行周期为12 min,运行-间歇时间分别采用10 min-2 min及8 min-4 min。 在pH弱酸性条件下,HMBR对COD的去除特征见图6。
由图6可知:启动阶段(0~24 d),矿山外排水COD质量浓度为137.25~566.10 mg/L。隨着矿山外排水比例的增加,COD质量浓度降低(由第一天的486.26 mg/L降为137.25 mg/L),HMBR出水COD质量浓度为27.90~132.02 mg/L;COD去除率由运行初期的89.29 %下降为67.02 %。运行阶段(25~124 d),矿山外排水COD质量浓度为42.26~207.62 mg/L,HMBR出水COD质量浓度降为27.45~80.36 mg/L,COD去除率为18.32 %~79.63 %。
在运行工况(Ⅰ)条件下,运行-间歇时间由10 min-2 min改变为8 min-4 min,HMBR对COD的去除特征并未发生大的改变。在运行-间歇时间为10 min-2 min的运行阶段(25~92 d),HMBR出水COD质量浓度为27.45~80.36 mg/L,COD去除率为18.32 %~79.63 %;在运行-间歇时间为 8 min-4 min的运行阶段(93~124 d),HMBR出水COD质量浓度为32.65~65.26 mg/L,COD去除率为23.78 %~68.15 %。
在运行工况(Ⅰ)条件下,HMBR出水COD的达标率为91.30 %,其出水水质可以满足处理要求。
2.3.2 运行工况(Ⅱ)
在运行工况(Ⅱ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比2.5 gCOD/gTN左右;运行阶段,好氧区pH控制在中性条件(好氧区目标pH值6.80~7.20),碳氮比2.0~3.0 gCOD/gTN(最佳为2.5 gCOD/gTN)。运行周期为12 min(运行-间歇时间8 min-4 min)及运行周期为6 min(运行-间歇时间4 min-2 min)。在pH中性条件下,HMBR对COD的去除特征见图7。
图7 运行工况(Ⅱ)HMBR处理系统对COD的去除特征
由图7可知:启动阶段(0~24 d),矿山外排水中COD质量浓度为78.60~361.70 mg/L,HMBR出水COD质量浓度为51.26~135.26 mg/L,COD去除率为29.24 %~65.11 %。运行阶段(25~124 d),矿山外排水COD质量浓度为78.60~264.26 mg/L,HMBR出水COD质量浓度降为26.35~125.26 mg/L,COD去除率为16.35 %~82.40 %。
在运行工况(Ⅱ)条件下,运行周期由12 min(运行-间歇时间为8 min-4 min)改变为6 min(4 min-2 min),HMBR对COD的去除特征并未发生大的改变。在运行-间歇时间为8 min-4 min的运行阶段(25~92 d),HMBR出水COD质量浓度为26.35~125.26 mg/L,COD去除率为32.68 %~82.40 %;在运行-间歇时间为4 min-2 min的运行阶段(93~124 d),HMBR出水COD质量浓度为48.26~102.36 mg/L,COD去除率为16.35 %~66.78 %。
在运行工况(Ⅱ)条件下,HMBR出水COD的达标率为86.96 %,其出水水质可以满足处理要求。
3 结 论
1)根据运行工况(Ⅰ)试验结果,确定 20 ℃水温条件下氨氮的去除速率为0.014~0.016 kgN-NH3/(kgMLSS·d)。
该去除速率为城市污水处理厂(无任何抑制因素,水温20 ℃,氨氮的平均去除速率为0.018 kgN-NH3/(kgMLSS·d))氨氮去除速率的78 %~89 %。
2)根据运行工况(Ⅱ)试验结果,确定20 ℃水温条件下氨氮的去除速率为0.020~0.024 kgN-NH3/(kgMLSS·d),该去除速率为城市污水处理厂(无任何抑制因素,水温20 ℃)氨氮去除速率的1.11~1.31倍。
3)建议采用运行工况(Ⅱ)的工艺条件进行矿山氨氮废水治理及工业化应用,即pH值为6.80~7.20,碳氮比3.0 gCOD/gTN,运行周期6 min(运行-间歇时间4 min-2 min),在线化学清洗措施为“柠檬酸+水-次氯酸钠”,HRT为2.34 d。在该工况条件下,矿山外排水中的氨氮和COD处理后均能达到GB 8978—1996 《污水综合排放标准》一级要求。
[参考文献]
[1] 廖志民.MBR工艺处理发酵类制药废水中试研究[J].中国给水排水,2010,26(9):131-133.
[2] 干建文,沈斌,范立航,等.膜生物反应器处理头孢类制药废水的试验研究[J].环境工程,2010,28(增刊1):65-66.
[3] 佘宗莲,田由芸.厌氧—好氧序列间歇式反应器处理生物制药废水的研究[J].环境科学研究,1998,11(1):49-52.
[4] 李春娟.水解酸化—生物接触氧化工艺处理生物制药废水的试验研究[D].武汉:武汉科技大学,2014.
Experimental study on ammonia nitrogen wastewater in a gold mine by HMBR process
Lan Xinhui1,Li Shuang2,Gao Feixiang1,Ye Jinjuan1,Yang Mingyuan1
(1.Changchun Gold Research Institute Co.,Ltd.;
2. School of Environmental and Municipal Engineering,Xi’an University of Architecture and Technology)
Abstract:According to the high ammonia nitrogen concentration characteristics of the external drainage in a gold mine,the hybrid membrane bioreactor system (HBMR) is used for treatment.When the pH in the aerobic zone is weakly acidic and neutral,the operation of HMBR on the removal characteristics of typical pollutants such as ammonia nitrogen and COD was studied.The optimum process parameters of HMBR were proved by experiments:pH control of HMBR aerobic zone was 6.80-7.20,DO was 2-3 mg/L,and dynamic aeration operation cycle was 6 min (running-intermittent time:4 min-2 min),the online chemical cleaning measures are "citric acid+water-sodium hypochlorite",and the system HRT is 2.34 d.Ammonia nitrogen and COD in the HMBR outflow meet the first-grade requirements of the GB 8978—1996 Integrated Wastewater Discharge Standard.The study provides data support for the industrial application of HMBR ammonia nitrogen wastewater treatment.
Keywords:HMBR;ammonia nitrogen wastewater;COD;ammonia nitrogen;removal characteristics
收稿日期:2019-09-07; 修回日期:2020-01-20
作者簡介:兰馨辉(1987—),男,山西阳泉人,高级工程师,从事矿山环境保护工作;长春市南湖大路6760号,长春黄金研究院有限公司环境保护研究所,130012;E-mail:xinhui98765@163.com
