数控机床的故障与维修探析
2020-09-10许亚丽
许亚丽
摘要:随着电子技术、计算机技术以及自动化控制技术的不断发展,在各行各业之中,数控机床的比重都在持续的增加,并且数控机床的复杂化程度以及智能化水平都在持续的提升,维修人员对于机床故障诊断与维护的难度也在随之提升。所以,为了能够了解数控机床存在的故障,并且针对故障做好维修,本文就数控机床常见故障诊断的方法和原则进行分析,然后通过具体维修措施的探讨,希望可以了解数控机床面临的故障,然后针对性的进行处理。
关键词:数控机床;故障;诊断
0 引言
数控机床作为不可或缺的一项发明,在现代大部分工业之中,都会运用到数控机床技术,通过对应的理论学习和实践,就可以总结对应的常见故障,这样也可以选择恰当的方法进行故障的排除,给予后续维修一定的指导建议。
1 数控机床故障常见诊断方法和诊断原则
1.1 常见诊断方法
针对数控机床的故障最为常见的诊断方法如下:第一,观察分析法,主要是利用感官来分析数控机床,并且利用望、闻、问、切的方式,进行故障的排查。第二,通过电表仪器来进行对应的检查。第三,信号与报警指示分析法是目前使用相對频繁的方法之一。第四,接口状态检查法,主要是检查CNC与PLC之间是否能够正常的连接。第五,参数调整法,也就是利用对应参数的调整,从而实现故障的排除,这一种诊断方法对技术人员的要求较高。在故障诊断中也可以选择交叉换位法、备件置换法以及特殊处理法等。这一些常见的方法就可以将数控机床存在的故障全部排除,找到问题的根源所在[1]。
1.2 诊断原则
在对数控机床进行检查的过程中,还需要基于一定的原则:先简单后复杂,先外部后内部,先静后动等方式。对于数控机床而言,其可能出现故障的原因有很多,我们在检查的时候,先简单,后困难的逐渐排查。
如,先外部后内部的原则,也就是首先需要检查其外部,然后检查内部的元器件和系统,避免对于数控机床带来更大的损伤。先静后动,也就是需要在断电的前提下进行检查,然后再供给电源综合进行排除。先机械后电气,也就是需要将机械性的故障排除,如元器件的损坏、磨损等,然后再去考虑系统本身是否出现问题。
2 数控机床常见故障诊断与维修方法分析
2.1 备件替换诊断法
针对数控系统,需要进行做好模块化方面的设计,在划分模块中,也需要考虑到功能单元,基于故障现象和报警信息来实施分析与判断,哪一个方面出现故障,就需要做好对应的分析处理。如果有备件,那么就可以做好对应的替换,然后找出是否出现了故障;如果没有备件的支持,那么就可以考虑选择相同或者是能够彼此相容的模块来加以替换。如果故障具体到某一电路或者是元器件,也可以使用这一种方法。在选择这一种方式进行处理之前,还需要考虑其周全性,可以确保能够出现相互替换的处理,不会有任何损坏的出现。此外,替换安装也需要正确,能够保护接线,并且对应的进行记录与标记处理[2]。
如,某加工中心直接选择的FANUC 0i数控系统,其故障主要在于:在直接起动机床之后,出现Z轴不动作的问题,不管选择哪一种模式都不得行,但是X与Y轴可以正常运行。通过检查,X、Y和Z轴的驱动是可以相互替换的;通过替换的方式,将Y轴和Z轴的驱动模块加以交换,发现Y不动作,Z正常移动;在相互交换回来,Z轴不懂,Y轴正常。所以,可以判断Z轴的驱动模块出现了问题。直接将其进行对应的维修,就可以实现故障的有效排除。
2.2 报警信息诊断法
通过数控系统内置程序的合理利用,这样就可以实现对于相关单元、装置以及机构的自检处理。其报警主要包含:
第一,数控系统报警,也就是在报警发出之后,会在屏幕上对应的显示,利用查阅手册等方式就可以了解故障信息,并且对于故障排除方式加以掌握,通过对应的操作步骤来实现故障处理。
第二,通过动态梯形图对于信息进行查阅,并且通过合理的利用,就可以找准故障出现的部位,这是一种常用的方式,也可以节约测量工作[3]。
如,以数控铣床为例,其系统选择的FANUC 0i;加工过程之中,其故障主要表现在,当X轴出现异动,CRT上显示了#501报警,通过查阅,发现X轴的负方向上超过了行程;出现这一种问题主要是因为,机床本身的进给运行已经超出了原本规定的行程极限参数,就需要对于开关可能出现的故障加以检查。通过具体的分析之后,机床实际问题依旧在行程的范围之中;在检查正负向的限位开关之后发现,其本身也没有任何错误的信号,都可以处于完好的状态;针对1320#参数的各个轴正向行程极限值的分析,其都处于正常的状态下,没有任何的变化出现;对于1321#的参数,其本身处于负向行程的极限值,其设定范围也在规定的范围中,通过仔细的检查,原本 数值,发生了改变,在实际ID处理环节,就需要考虑到:第一,对于参数进行重新的设置,确保其能够满足行程的实际要求。第二,将系统直接的断电,然后重新的起动,执行对应的返回操作。第三,考虑到基本的坐标值,还需要重新设置1321#的参数。第四,在设置完成之后,直接重启,这样就可以满足故障的排除要求[4]。
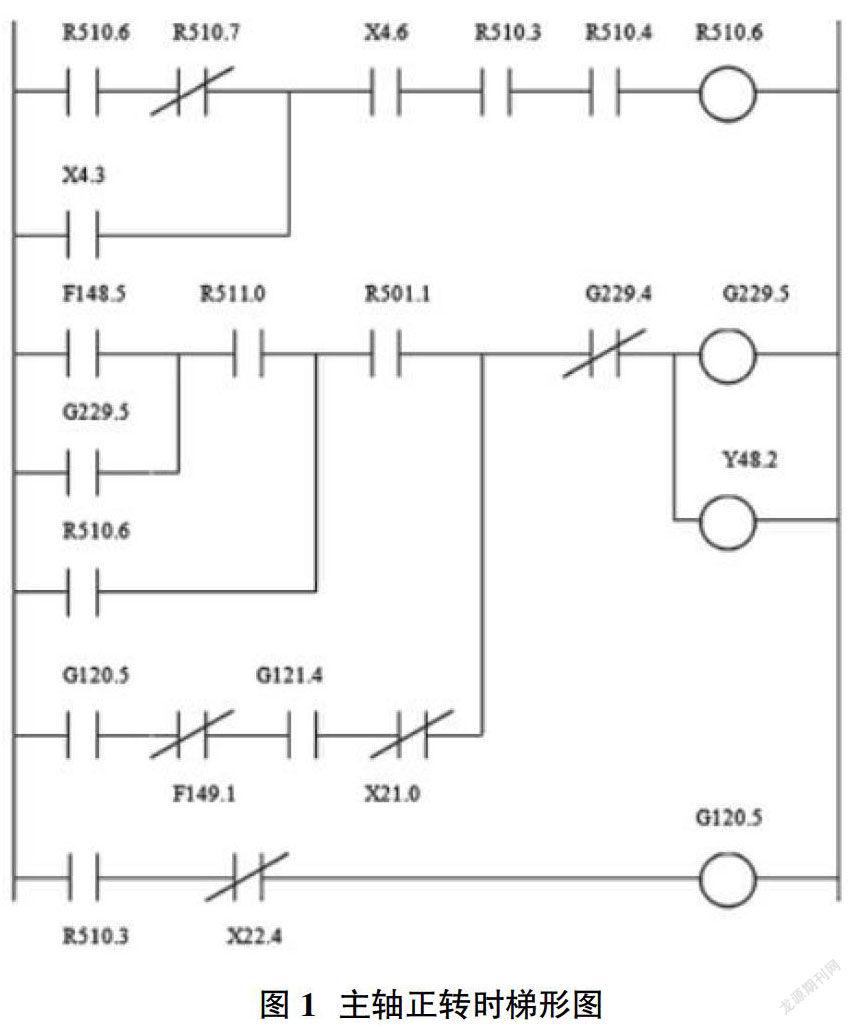
如,某立式加工中心,选择FANUC 0i MD系统。其故障主要表现在,处于MDI好自动的模式下,主轴正向的旋转无法实施,但是在主轴的伺服单元和显示屏之中都没有出现报警信息。通过具体的分析检查之后发现,其主轴在正常运转的时候,在PLC之中输入X4,2;从图1的分析来看,其控制的正常内部辅助继电器为G229.5,其实际的输出地址为Y48.2;通过对应的诊断分析处理发,发现两者的状态都处于0,其主要是因为G120.5本身为0。另外,因为X22.4和R510.3会直接控制G120.5控制,R510.3本身处于正常的运行状态。通过手动来进行主轴的旋转,发现其能够自由的转动,这就表示定位销没有插入,其X22.4的状态为0。
通过图1之中所显示的X22.4為1的状态,就需要通过电路图的检查,并且判断其信号的接口板以及对应的I/O板都处于正常的状态下,所以就可以判断出是信号的接近开关故障。在实际的处理中,就可以将定位销的插入信号接近开关直接的更换,这样再启动机床之后,就能够将故障排除掉。
2.3 直观诊断法
在数控机床的故障诊断中,选直观诊断法,主要是需要考虑到:第一,望。也就是对于出现故障,或者是故障相关的部位进行细看,检查其是否出现异常,是否有报警信息存在,是否出现烧焦、跳闸、烧断、断头等现象,各种可以拨动或者是移动的装置,是否还处于正确的位置。第二,闻。通过嗅觉的方法来进行故障的判断,对于故障检查之后是否有异味的出现,这样就可以判断出是出现烧焦还是出现了发热的情况,在保证安全的前提下,重启或者是手动启动,对于各个部件的声音加以聆听。第三,问。直接询问现阶段故障机床本身的实际运行状况,然后对于其是否出现异象进行检查,从而对故障的全过程加以了解。第四,切。在确认机床断电的情况下,对于各个装置的实际位置状态进行触摸,并且了解其连接和接插情况,判定其是否出现断线、接触不良、温度异常等情况[5]。
2.4 初始化复位诊断法
一般来说,当故障引起了系统报警之后,就可以利用部分装置或者是开关的复位,利用机床的重启,直接消除故障。但是如果系统数据的存储区因为掉电、模块电池低、误拔接插件等方式,导致数据的丢失或者混乱,就需要针对数控系统做好初始化处理;在处理之前,能够做好数据的备份处理;在处理完之后,如果依旧没有消除故障,则需要对于硬件部分进行仔细的检查。
如,某数控机床选择的实FANUC 0i-MC系统,其故障主要表现在停用超过一个月,就无法实现加工程序的正常使用,并且出现了Z轴换刀以及进给功能的失效,并且出现参数混乱的情况,直接出现了报警。在经过操作手册的了解之后,其属于系统自身的报警信号,也就代表出现了DRAM的错误或者是主板本身的接触不良。在通过对应的检查之后发现,其后备电池依旧可以正常的使用,也没有出现硬件的问题。机床的参数出现混乱,需要对应参数进行重装处理。在处理之中,直接利用CF卡的备份处理,然后将内存清除掉,并且直接在系统之中读入CF卡对应的参数,这样就可以将故障直接的排除掉。
3 结语
总而言之,在当前的企业生产中,数控机床作为重要的手段和工具,一直以来,数控机床都存在使用难,维修难的问题,再加上技术水平的提高,现阶段数控机床故障的维护与诊断就显得越来越难,所以,就需要考虑到现阶段可能引发故障的原因。在实际使用过程中,能够做好对应的维护与保养,并且定期针对各项内容进行检查,这样才可以减少故障率,最终提高使用寿命,保障安全生产。
参考文献:
[1]窦凡清.数控机床控制技术与机床维修探究[J].装备维修技术,2019(04):97.
[2]杨怀忠,付孟强,高伟,刘洋.数控机床装调与机床维修分析[J].中国设备工程,2019(17):48-49.
[3]吴康福.数控机床常见故障及处理[J].内燃机与配件,2019(16):178-179.
[4]欧阳再东.数控机床远程故障诊断系统研究与设计[J].内燃机与配件,2019(15):158-159.
[5]关进良,战祥鑫,岳维超,刘松,张星,靳立冬.大型数控机床故障诊断研究[J].中国设备工程,2019(15):99-101.
