浅谈偏心套的加工工艺分析
2020-09-10尹冠博
尹冠博

摘要:本内容以比较为典型的偏心套为例来谈一谈如何分析偏心套的加工工艺,偏心套我们一般采用三爪卡盘或在四爪卡盘上进行加工,针对生产中会出现不同的偏心工件,所以我们要合理的使用不同的夹具来对偏心轴进行加工。本文重点对典型偏心套在三爪卡盘上的加工进行工艺分析。
关键词:偏心轴;三爪卡盘;加工工艺分析
0 引言
在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动,基本上都是利用偏心零件来完成的。例如压路机的偏心震动机构,内燃机中的曲轴等。外圆与外圆、内孔的轴线平行但不重合的工件称为偏心工件。其中外圆与外圆之间偏心的工件通常称为偏心轴,而外圆与内孔之间偏心的工件通常称为偏心套。下面我就偏心套的加工从4个方面进行分析。
1 偏心垫片使用
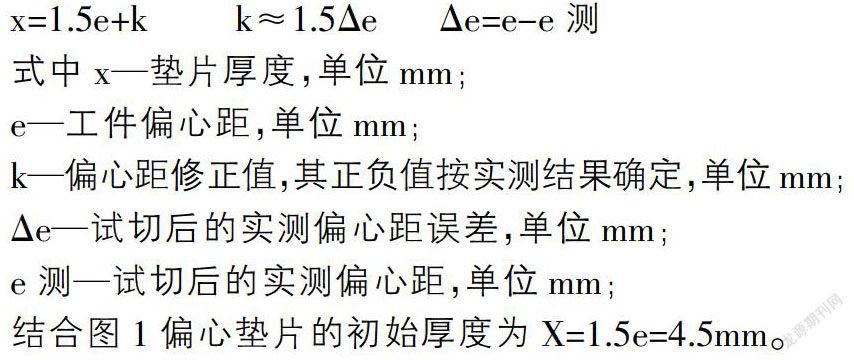
在三爪卡盘车削偏心工件时偏心垫片厚度决定偏心距的大小,偏心垫片的计算公式如下:
结合图1偏心垫片的初始厚度为X=1.5e=4.5mm。
在找正偏心距时,三爪卡盘的大锥齿轮背面的端面螺纹与卡爪之间有一定的间隙,当偏心距误差小于0.05mm时,可以通过选择不同三个小锥齿轮夹紧零件进行调整偏心距,以图1为例,通过找正,所得偏心距为3.05mm,那么我们在夹紧工件时选择所垫偏心垫片卡爪对面的小锥齿轮进行夹紧,这样可以缩小偏心距。
2 零件图样分析
2.1 形状分析
通过观察零件图,此零件是典型的薄壁偏心套,材料为45钢,形状主要由圆柱面、内孔、倒角组成。
2.2 尺寸分析
通过对零件的尺寸的观察,我们会发现此零件图最大尺寸为?准50mm,长度为70,毛怌规格由此可选择?准55×73。另外零件的精度要求也比较高,零件的公差值范围值为0.02mm、0.021mm和0.039mm、表面粗糙度为1.6um、偏心距为3mm,并且?准24mm的内孔与?准30mm的外圆有?准0.02mm同轴度要求。
3 加工工艺分析
3.1 确定切削用量
切削用量一般原则上是先确定较大的背吃刀量,再选择较大的进给量,最后计算出切削速度。
①确定被吃的刀量:一般情况切削用量的选择首先是选择较大的被吃刀量,提高加工效率,节省加工时间,但是车削偏心轴时,由于冲击较大,而且是断续切削,为保证工件形状和位置精度,被吃刀量不宜选择较大,所以粗车时选择a=2.5mm,精车选择a=0.5mm。
②确定进给速度:粗车选择0.2mm/r、精车选择0.1mm/r。
③确定切削速度:切削速度的选择有理论值和经验值,理论值是通过切削加工手册查表确定切削速度,经验值是根据长期的加工经验确定。粗车偏心时,是断续加工,防止冲击力过大,切削速度不宜过大,V=20,又因为V=πnd/1000,所以N=1000v/πd≈220r/min。
精车时为保证光洁度、尺寸精度和消除积削瘤,切削速度可以选择较高的切削速度,所以选择的是硬质合金刀,硬质合金刀在承受高速切削时,不仅可以消除积屑瘤,还可以提高合金刀的韧性,经过查表精车切削速度选择100m/min较为合适,计算转速n≈1100r/min。
3.2 切削液的选择
硬质合金刀具有很好的热硬性,一般不用切削液,若使用可以选择5~10%的乳化液,但要注意浇注时应连续、充分以免产生较大的应力损坏刀具,精加工时主要作用是减小表面粗糙度和提高加工质量选择有良好润滑性的切削液,但是在生产实际中粗精加工大多是用同一种切削液,以提高生产效率,所以选择时要综合考虑,可以选择浓度较高的乳化液,所以这里选择10%的乳化液。
3.3 刀具的选择
据根加工要求和各工步加工表面形状,可全部選择机夹可转位车刀,具参数见刀具卡片。
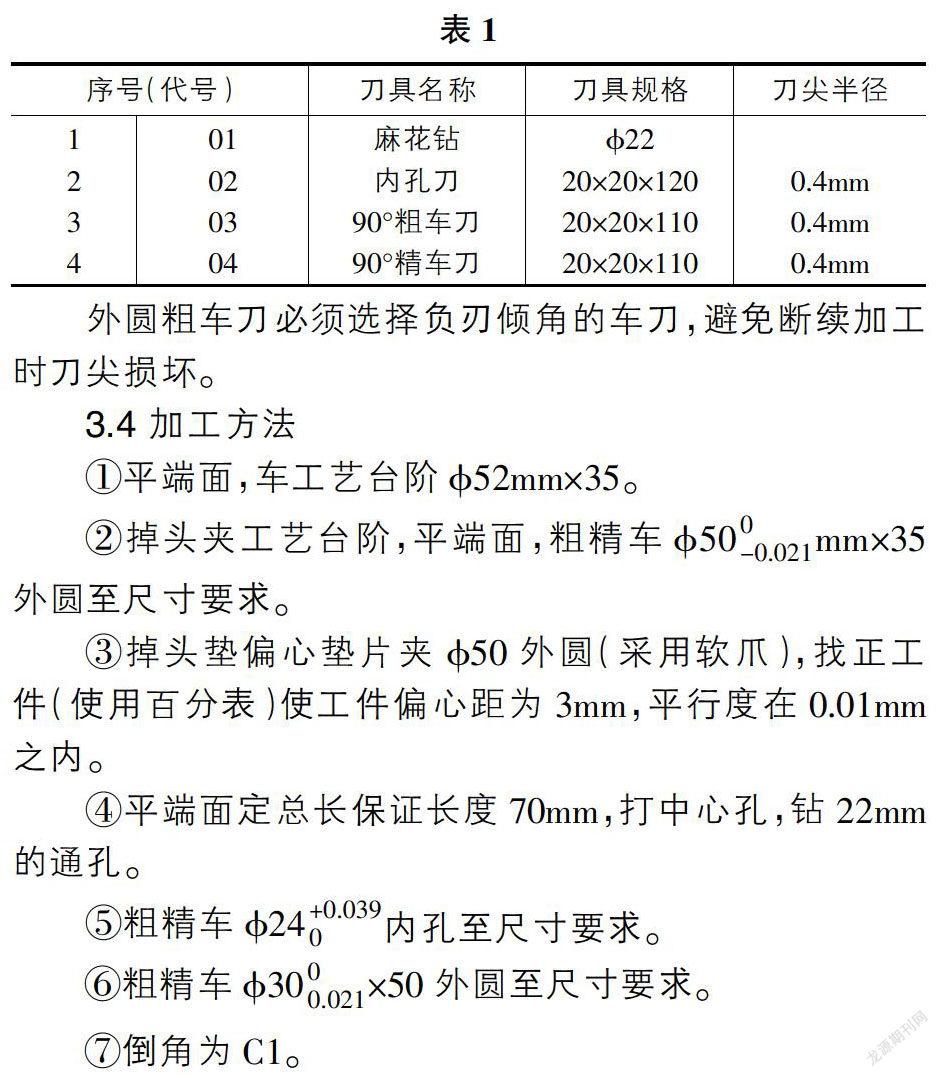
制作刀具卡片,如表1所示。
外圆粗车刀必须选择负刃倾角的车刀,避免断续加工时刀尖损坏。
3.4 加工方法
①平端面,车工艺台阶?准52mm×35。
③掉头垫偏心垫片夹?准50外圆(采用软爪),找正工件(使用百分表)使工件偏心距为3mm,平行度在0.01mm之内。
④平端面定总长保证长度70mm,打中心孔,钻22mm的通孔。
⑦倒角为C1。
4 偏心车削时注意事项
①切削偏心圆,切削余量不均匀,又是断续切削,所以外圆车刀切削刃取负刃倾角,提高抗冲击力。
②开始车削前还应使刀具定位点远离工件后在启动车床。
5 结束语
通过典型偏心套的加工工艺分析,严谨的加工工艺既能保证加工质量而且能缩短加工时间,提高生产效率。
参考文献:
[1]张春敏,刘立国.车工工艺学[M].北京:电子工业出版社,2006,1.
[2]韩鸿鸾,丛培兰.数控加工工艺[M].人民邮电出版社,2010,4.
[3]肖继德.机床夹具设计[M].机械工业出版社,2011,08.
[4]邢涛,郑建余,张焕民,崔春辉.超大偏心人字齿轮加工工装设计及应用[J].内燃机与配件,2019(16):169-170.
