CRH2/380A系列动车组转向架构架组成检修的工艺布局设计研究
2020-09-10孙丰晖支运龙陈文明
孙丰晖 支运龙 陈文明

摘要:随着我国高速铁路的快速发展,CRH2/380A系列动车组已在国内广泛应用,为保证动车组的安全高效经济运行,其高级修的质量及效率显得尤为重要。目前动车组高级修主要由原制造企业实施,为最大化的利用企业的场地设施资源,本文从工艺流程、检修特点、施工周期等多方面考虑,详细介绍了几种典型的构架检修的工艺布局设计,阐述了工艺设计的注意项点。
关键词:动车组;构架检修;工艺设计
0 引言
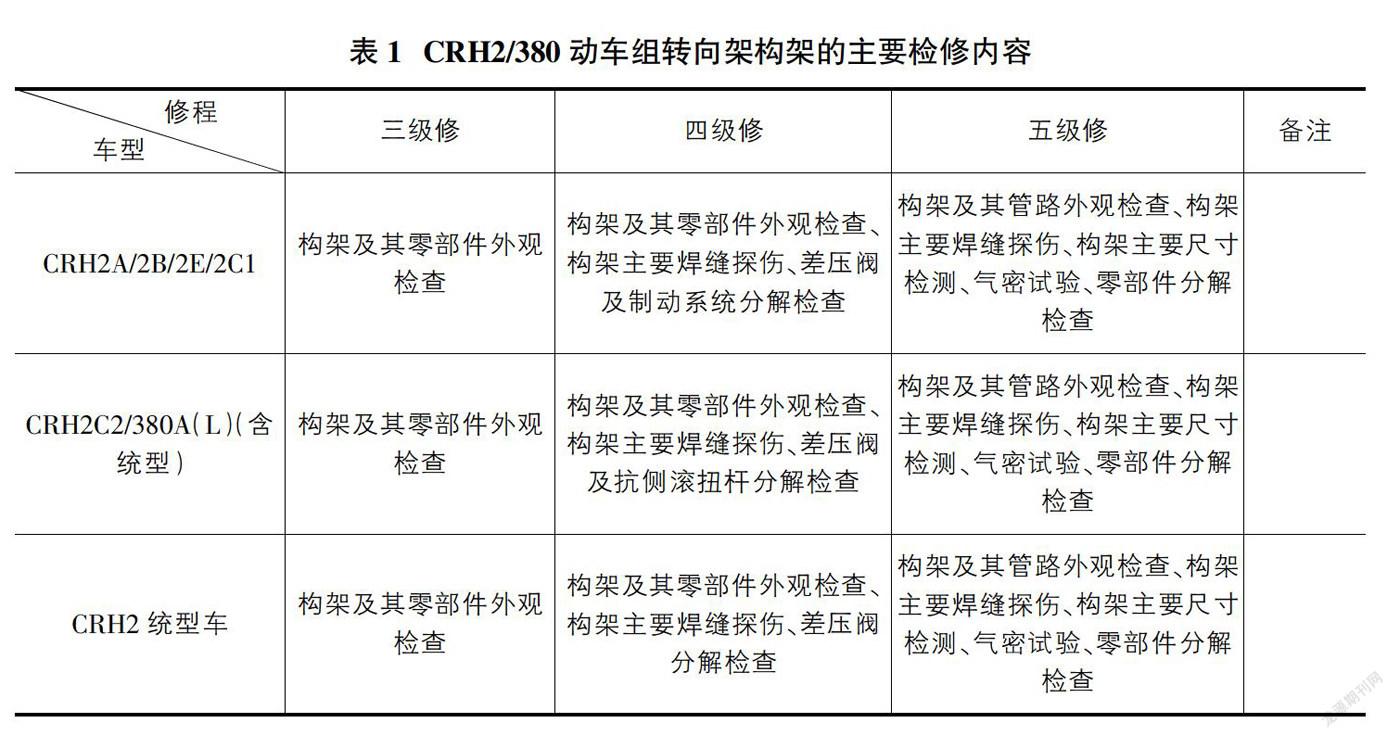
目前国内高速铁路应用发展十分迅速,截止2019年底通车里程达3.5万公里,其中CRH2/380A系列动车组应用较为广泛成熟。按照现有检修规程要求,每运营60公里(或不超过1.5年)进行一次高级修,按照“三级修——四级修——三级修——五级修”往复循环,基本上每年都会进行一次高级修。CRH2/380A系列动车组转向架构架按照车型及修程划分后主要检修内容如表1所示。
1 传统的构架检修工艺设计
方案1:
按照构架检修的主要工艺流程,将构架检修区划分为构架分解清洗区、构架脱漆探伤区、构架检查检验区,每个区域根据作业时间、人员配备进行台位数量规划及布置,借助起重机吊运实现构架区域内及不同区域间的流转及翻转作业。三级修时平均吊运约6次/架,四五级修时平均吊运约11次/架。
这种检修工艺设计具有灵活性大优点,但是存在吊运时间长、跨度大等缺点,并且多次吊运存在安全隐患,适合小批量多品种的构架检修作业,如图1所示。
方案2:
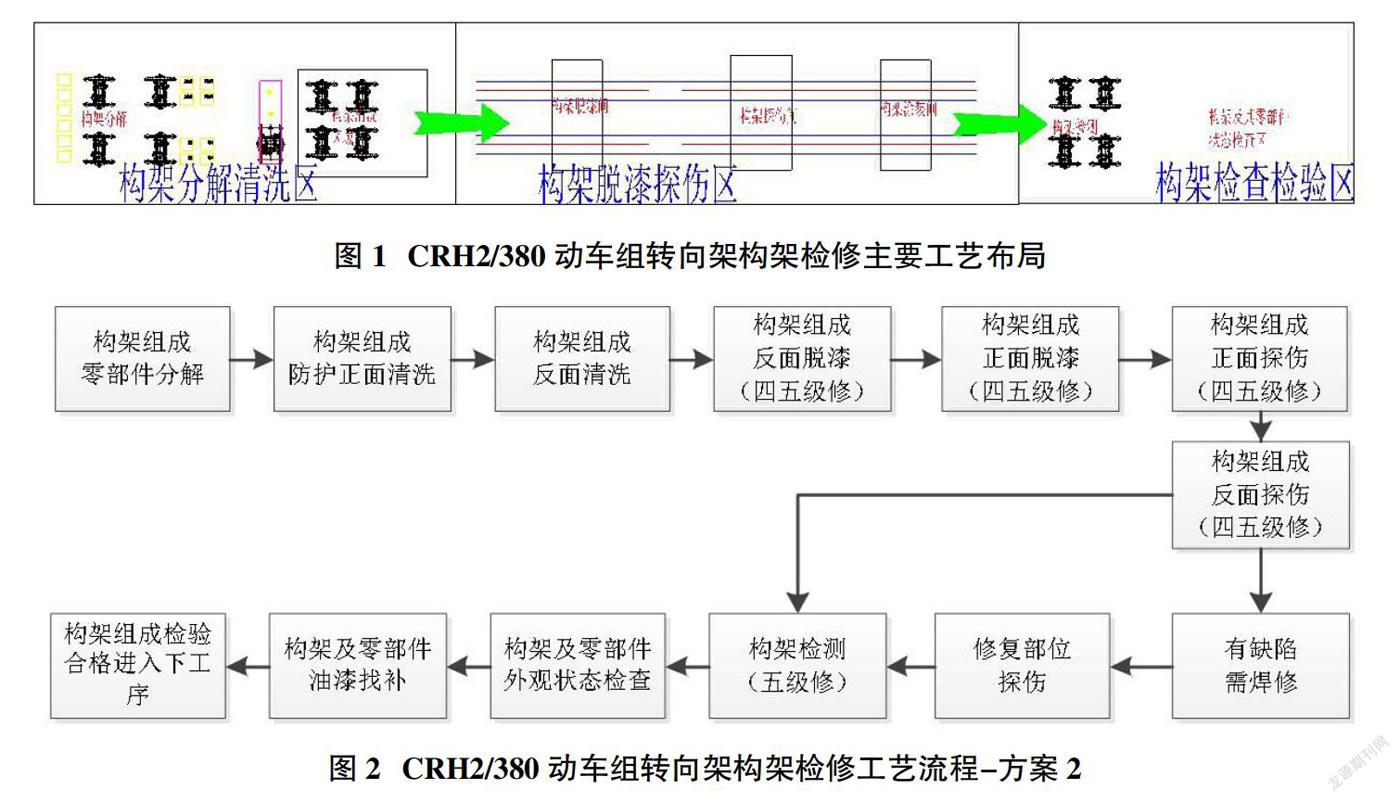
将构架检修流程详细划分,配置装用构架运输装置及专用翻转装置,按照作业节拍规划台位、配置作业人员,实现构架多品种混线高效柔性生产。这种生产线一般需要将构架线设置为环形生产线,构架从上料台位进入生产线,构架检修完成后从下料台位转入下工序,如图2所示。
典型的构架运输装置是借用空中通道,将构架检修区域设置为上下两个区域,上层区域用于构架物料运输,下层区域用于构架检修作业。考虑到构架本身重量较大(约3吨),一般下层两侧区域为人员作业台位,运输通道正下方区域可设置为物料通道及缓存区。
这种检修工艺设计属于流水线布局,充分利用厂房内的空中空间,但是对构架运输设备安全性、可靠性、多车型兼容性要求较高,建设投资大,适合新规划厂房、工艺固化的大批量构架检修作业。
2 一种新型构架检修工艺布局的设计
在上述方案2的基础上,将构架空中运输通道改为地面式的构架运输车(AGV或RGV),尽量将相关分解、清洗、状态检修等过程作业在构架小车上进行,根据需要在清洗、脱漆、探伤及状态检查等工位设置多个翻转台位,补充完善各个台位的检修能力;通过构架运输车与翻转设备的接口融合对接,实现构架在翻转设备处的在线自动翻转,取消天车翻转作业,优化工艺方法。这种检修工艺设计属于典型的流水线布局,将构架流转通道与作业区域相结合,节省大量天车吊运、作业空间及多种工艺装备(如构架存放工装),但是由于构架检修过程涉及清洗、脱漆及油漆找补等工序,需要对构架运输车的防水、防尘及防爆等进行重点研发,确保运输车的安全性、可靠性等。
3 关于构架检修工艺布局设计的整体思想
①梳理构架检修的详细技术要求,分析每个过程对于人、机、料、法、环、测的六要素内容,特别要注意所用工艺方法及相关固定设备、环保要求(如清洗污水处理、脱漆油漆的废气处理、探伤磁悬液的处理等),同时注意从安全及节省人力资源考虑,改善工艺方案,避免安全隐患,减轻人员作业强度(如构架翻转采用专用设备),尽量创造一个相对安全舒适的作业环境。构架检修基本要求见表2。
②按照产能规划要求,结合既有的场地资源,分析每个生产工序的人员配置及作业时间,合理划分工序,设置作业台位数量及位置,尽量避免工序倒流。
③冗余性高。根据以往经验充分考虑各工序的异常情况如:探伤不合格的返修复探检测,从全局角度考虑适当设置異常处理台位,避免出现因异常情况导致整个工序生产停滞。将异常情况的影响降到最小,人工作业异常较多区域应设置缓存区域,适当提高工序冗余性。
④合理设置质量检查点,重要工序若异常或返工较多,应加设检查点位,保证产品质量及一次通过率,减少因异常造成的生产冲击。
⑤通用性强。分析不同构架检修的差异项点,尽量保证设备工装的通用性,若无法保证,应按照可以快速切换生产项目的理念优化设计,如将设备的夹具设置为可快速更换的,一台设备多种夹具即可保证设备的通用性。
⑥落实贯彻精益生产理念,消除浪费。通过设置现场区域划分(如:工具、物料、工装存放区等),合理安排物料派送,尽量消除生产过程不必要的等待浪费,运输浪费等。
⑦新技术、新工艺的逐步引入。如常见的构架、轮对清洗方式是使用清洁剂和高压水枪进行人工冲洗,而使用干冰进行清洗是一项正在研究中的新技术;常见的除锈脱漆方式是使用化学制剂(除锈剂、脱漆剂),而借助激光清洗可以不适用化学制剂,减轻环保压力[7]。
4 结束语
随着运营里程及时间增加,构架检修因异常繁多、返修复杂等原因逐渐成为动车组转向架检修的重要一环,目前各个检修基地及主机厂的构架检修工艺设计参差不齐,工艺布局大多是原始手工台位。在国家 “智能制造2025”及“两化融合”的深入开展的背景下,后续应该逐步提高构架检修的工业化水平,优化工艺设计,保证构架检修的质量效率稳步提升。
参考文献:
[1]艾旭.动车组三级修构架传输线控制系统设计[D].成都:西南交通大学,2014.
[2]孙睿.地铁车辆架修转向架检修布局及工艺探讨[J].现代城市轨道交通,2018(2):23.
[3]赵传迅.动车组故障检修数据处理技术研究与应用[J].内燃机与配件,2019(17):177-178.
