海洋平台TKY节点6GR位置焊接技术
2020-09-10历超孙志广张彬
历超 孙志广 张彬

摘要:针对海洋平台的建设特点,结合诸多工程项目实例和成功经验,介绍了海洋平台TKY节点6GR位置考核规则、焊接试件的准备及装配,并从典型焊接工艺,以及封底焊、填充焊、盖面焊等主要控制点方面进行归纳和总结;TKY节点的连接是结构物构件之间的关键连接位置,可以使构件之间形成封闭的完整结构体,该位置的焊接工作是焊接质量控制的重点和难点,6GR技术的引入对海洋平台和结构物的质量控制带来了新思路。
关键词:海洋平台;管相贯节点;6GR位置;焊接
中图分类号:TG457 文献标志码:B 文章编号:1001-2303(2020)08-0083-03
DOI:10.7512/j.issn.1001-2303.2020.08.17
0 前言
海洋平台是用钢管、型钢及板材焊接而成的复杂、大型空间结构物,为在海上进行钻井、采油、集运、观测、导航以及施工等活动提供生产和生活设施,其中大型管相交的节点主要有T形、K形和Y形(即TKY节点),是结构中最重要的焊接结构。作为整体结构的应力集中明显区,该部位极易产生疲劳破坏,从而降低结构的疲劳寿命,所以TKY节点的焊接质量要求非常严格[1-3]。在美国焊接协会钢结构焊接规范AWS D1.1-2010 Structural Welding code-Steel中,明确规定了必须经权威第三方认证合格的6GR位置焊工才能进行TKY节点的焊接作业。
1 6GR位置考核规则要求
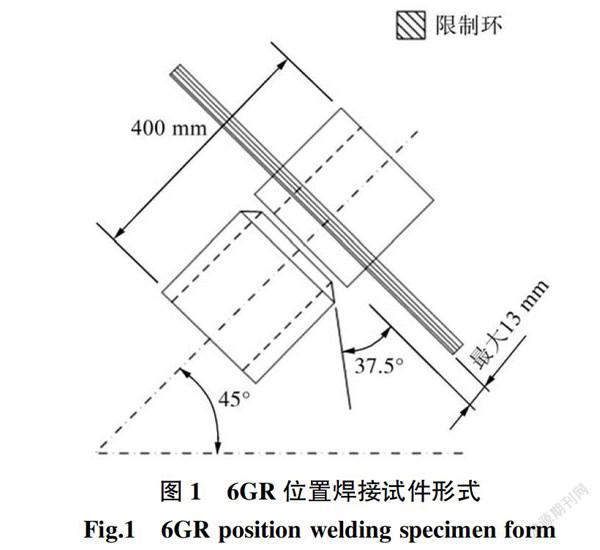
美国焊接协会钢结构焊接规范AWS D1.1-2010 Structural Welding code-Steel为考核参加海洋平台钢结构TKY节点焊接作业的焊工操作技能专门设计了一种特殊试件,即6GR接头形式[4]。取得6GR位置焊接资格方可承担海洋平台钢结构中任何部位的焊接任务。该试件外径相同但不等厚,厚壁大于或者等于5 mm,厚壁为直口,薄壁为坡口形式,坡口角度37.5°,是一种坡口与直口组合的焊缝形式,焊接时带限制环,具体形式如图1所示。
6GR位置考核规则要求如下:
(1)6GR位置考核试件为管对接斜45°固定,斜45°固定坡口端位于下部,圆周限制环距直口边缘13 mm。
(2)严格按焊工考核程序进行操作。
(3)试件开始焊接后,其位置不得随意改变。
(4)如有违章操作将停止焊接操作考核。
(5)焊接结束后,焊缝表面清理干净,保持焊缝原始状态,严禁修补、打磨、锤击等。
(6)盖面焊接严禁使用封底焊条。
2 6GR位置试件的准备及装配
2.1 6GR位置试件的准备
(1)焊条的选用与烘干。选用φ3.2 mm E7016(LB-52U)焊条,φ3.2 mm E7018-1(CHE58-1)焊条,使用前在350~400 ℃温度范围内烘干,保温1~2 h。烘干后的焊条放入保温桶内,随用随取,保温桶始终处于保温状态。
(2)6GR位置焊接试件通常选用20#钢管,规格分别为φ219 mm×20 mm×150 mm(直口),φ219 mm×12.7 mm×150 mm(37.5°坡口,1~2 mm钝边)。焊接试件坡口面及边缘20 mm以内需打磨清理至露出金属光泽。
(3)焊接试件配置3块10 mm×65(72) mm×300 mm筋板,以筋板中心为基准,一端宽65 mm,另一端72 mm。材质通常选用Q235A或Q235B。
(4)焊接试件配置规格为φ520 mm(外径)/φ225 mm(内径)×6~8 mm(板厚)的限制圈。材质通常选用Q235A或Q235B。
2.2 6GR位置试件的装备要求
(1)焊接试件组对前表面处理须检验合格。
(2)为防止焊缝间隙收缩,焊接试件组对采用内设筋板刚性固定,内设筋板三等分试件圆周放置,且在筋板同一侧点焊,以便焊后去除。
(3)焊接试件装配间隙3~4 mm,装配错变量不高于1.2 mm。
3 6GR位置焊接技术
3.1 典型焊接工艺参数
焊条电弧焊设备简单、操作灵活,适用于各种位置焊接,尤其是海洋平台T、K、Y节点的全位置焊接[5-6]。海洋平台TKY节点6GR位置采用焊条电弧焊的典型焊接工艺参数如表1所示,需要注意的是,示例焊接工藝参数仅是参考数值,实际应用中要根据具体情况灵活调整。
3.2 焊接操作
6GR位置焊缝厚度13 mm,焊接中采用多层多道焊,通常为“四层五道”焊缝。分别从封底、填充及盖面焊接主要控制点介绍焊接操作技术。
3.2.1 封底焊主要控制点
(1)采用锯齿形小摆动或直线形运条法。引弧时在上部直边面上6点前位或后位引弧。受制于限制圈的存在,焊间打磨只能以顺时针方向进行。因此,引弧以6点前位为最佳。
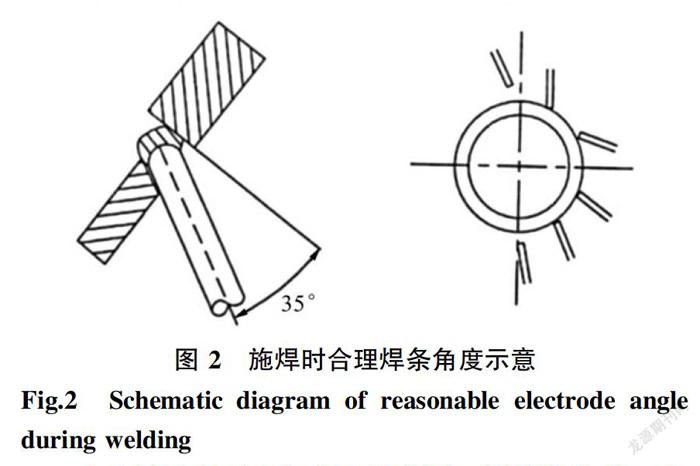
(2)封底焊中,应严格控制焊条角度[7-8]。当焊条在坡口内与上直边夹角超过35°时,焊条会与下坡口面接触形成阻力,不便于焊接运条操作。另外,会使背面靠直边边缘焊角较小,甚至焊趾无法焊透。当焊条在坡口内与上直边夹角小于35°或越来越小时,焊接电弧的熔融金属过渡到直口边缘会减少,易造成直口边熔合不良等缺陷。所以封底焊中焊条角度在坡口内全周与上直边成35°夹角,与环周焊接方向成90°±5°(不同位置选择不同角度)夹角,方可得到满足要求的封底焊缝,如图2所示。
(3)封底焊时应压低电弧操作。焊接熔池截面上的力分解为顶压电弧、封底成形以及紧靠直边、电弧加热熔化直边的电弧吹力。压低电弧操作,2/3的熔融金属过渡到直边被焊侧,确保良好的焊缝成形。
3.2.2 填充焊主要控制点
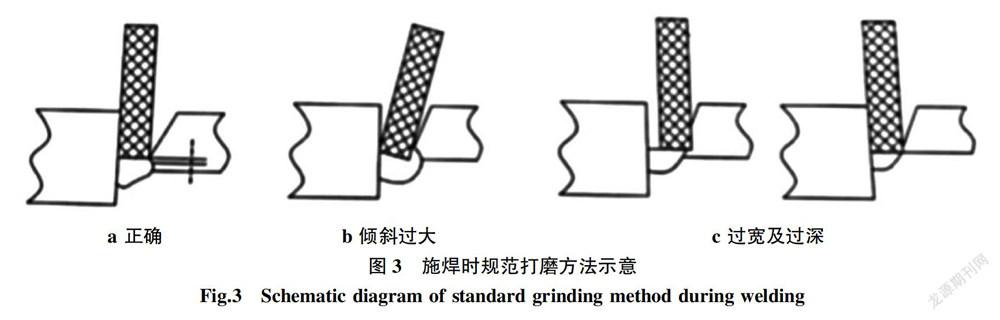
(1)封底焊接结束后,用砂轮机对焊缝进行规范的打磨清理。操作不当或者打磨过深,极易造成第二层焊道焊接时烧穿。规范打磨方法如图3所示。
(2)填充焊接过程中,注意观察熔化金属水平面[8],始终保持电弧熔池水平走向,摆动运条,电弧在下侧坡口前移幅度略大、停留时间略长,以防熔化金属下垂造成焊缝成形不良。填充焊接后焊道坡口焊槽上下深度需相同,严禁出现凸起或凹陷,以免对盖面后外观成形造成不良影响。
(3)焊接过程中必须持续关注直口面的熔合情况,避免出现夹渣或者未熔合等焊接缺陷。
3.2.3 盖面焊主要控制点
(1)盖面焊接前要对电弧擦伤等影响外观质量的不利因素进行检查和彻底清除。
(2)盖面焊接第一道焊缝施焊,起焊点应超过焊接试件半圆的10~20 mm。引燃电弧后,直线运条施焊10~20 mm,转换至斜锯齿运条法,逐渐增大摆幅宽度,并形成一斜坡型接头搭接平台,以保证接头成形良好。
(3)焊接试件两侧立焊位置焊接,运条速度需略快,从而得到窄薄的焊缝接头。
(4)在保证焊接质量的同时,需采用短弧、快焊方法,完工焊缝波纹细、平整美观,焊层薄。
4 结论
结合海洋石油工程诸多工程项目中6GR位置焊接培训考核实例和成功经验,从诸多方面介绍了海洋平台管相贯节点6GR位置焊接技术,以期为类似项目的TKY节点焊接工作提供些许指导和借鉴。
参考文献:
[1] 闵祥军,王文贵. 海洋钢结构TKY管节点的焊接工艺[A].2010全国钢结构学术年会论文集[C]. 2010.
[2] 张涛,汪圣林,王胜,等. 导管架TKY单面焊工艺评定缺陷分析及控制措施[J]. 金属加工(热加工),2019(11): 31-33.
[3] 张磊,李祎尧,赵阳,等. 深水导管架的焊接质量控制[J].中国石油和化工标准与质量,2017(22):20-21.
[4] AWS D1.1/D1.1M Structural welding code-steel[S]. 2010.
[5] 刘岩,陈永满,王建明. 焊接工艺对海洋平台用钢焊接接头性能的影响[J]. 热加工工藝,2017,46(11):9-12.
[6] 李风波. 船舶与海洋工程焊接[M]. 哈尔滨:哈尔滨工程大学出版社,2015.
[7] 谢玲,熊根良. 焊工经验与技能运用于焊接的研究现状及展望[J]. 热加工工艺,2019,48(17):1-4.
[8] 程晋宜,孙小磊. 海洋工程6GR焊工培训新方法[J]. 电焊机,2011,41(1):95-97.
收稿日期:2020-02-21
作者简介:历 超(1983— ),男,硕士,高级工程师,主要从事海洋石油工程项目管理等工作。E-mail:lichao@cooec.com.cn。
