风电扭力臂位置度精度提升探讨
2020-09-10华刚高鹏
华刚 高鹏

摘 要:销孔位置度对风电扭力臂与齿圈的紧固配合有重要影响,扭力臂销孔加工工艺应具有高可靠性。原有扭力臂销孔加工工艺忽略机床、刀具和环境的实时影响,无法提升销孔位置度。为此,增加销孔试切工序,以便利用销孔三坐标检测数据,对加工程序进行分圆直径补偿、同心度补偿和拟合圆度补偿。试验结果表明,该方法可有效提升扭力臂销孔位置度。
关键词:扭力臂;加工;销孔位置度;程序补偿
中图分类号:TM315 文献标识码:A
1 引言
随着风电行业的迅速发展,风电齿轮箱的生产已经日趋标准化、批量化。扭力臂作为风电齿轮箱和主机舱的连接件,在低速级承受着较大的扭矩,对销孔加工质量要求更高[1]。我司加工扭力臂的机床为立式加工中心,现有设备使用年限均为8-10年,运行时间长、机床精度呈下滑趋势,将导致与齿圈结合面的销孔位置精度超差,所以提升扭力臂销孔位置度的控制方法迫在眉睫。
在位置精度控制方法研究过程中,古彬宏[2]等通过改变销孔加工顺序,减小加工过程中极角累计误差,以提高加工质量。姜宾[3]等通过改进和修配钻模板,提高钻模板精度,避免因夹具间隙超差引起销孔位置度超差。张虎[4]等提出基于数控机床定位误差的数学模型,使定位误差补偿位置可随时设定。这些研究极大地推动了销孔位置度控制方法的发展。
本文依据扭力臂销孔结构的特点,增加了销孔试切工序,利用销孔三坐标检测数据,对销孔加工程序进行分圆直径补偿、同心度补偿和拟合圆度补偿,形成有效的销孔位置度提升控制方法。
2 扭力臂销孔加工现有工艺
2.1 典型扭力臂的销孔位置度要求
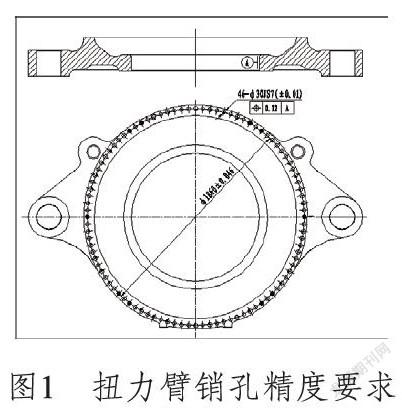
扭力臂与齿圈结合面上有46个D30JS7的销孔,要求位置度0.12,基准A为中心轴承安装孔,销孔分圆直径D1860±0.046,如图1所示。
2.2 常规加工工艺简介
在立式加工中心中,扭力臂齿圈结合面朝上,压轴承孔内腔均布四点,两圆耳处增加浮动支撑。百分表吸附在主轴端面上,校正结合面对点跳动0.02mm,校正左右两耳孔中心连线与机床X轴一致,压紧工件,复校各处确认数据。调用雷尼绍探头采集轴承孔中心坐标,建立工件坐标系原点;采集结合面Z向数值,建立Z向坐标零点。装夹校正后,加工内容如下:
(1)调用D29底孔钻加工46个销孔底孔;
(2)换刀调用D25-37.2倒角铣刀进行孔口倒角;
(3)吹气清理销孔底孔内部残留铁屑;
(4)调用雷尼绍探头、复校中心坐标;
(5)调用D29.7半精镗刀加工销孔底孔;
(6)调用D30JS7铰刀,加工销孔至图纸尺寸;
(7)清理工件送三坐标等温测量。
3 销孔位置度控制方式简介
我司在进行扭力臂销孔位置度加工时,主要控制如下几个关键因素:销孔分圆直径、销孔拟合分圆圆度、销孔拟合分圆与基准轴承孔之间的同心度。通过对这三个关键因素的控制,来提升位置度的加工精度,以满足图纸要求。其中这三个关键因素的初始数据来源于三坐标的检测(我司检测扭力臂销孔位置度常用的三坐标为德国蔡司品牌)。
對批量产品的首件进行试切(即销孔直径方向留余量,如D30JS7的销孔加工到D25),进行三坐标等温测量,然后根据三坐标出具的试切零件三坐标数据进行数据补偿,补偿后再加工到位,然后送三坐标进行检测确认。
4 案例分析
本次选取我司在制的一种大批量扭力臂(图1)零件作为案例,进行销孔位置度的加工分析。
4.1 试切加工
采用相同机床及装夹工装,加工同一类型零件,将46个D30JS7销孔加工至D25,其销孔分布如图1所示。
4.2 三坐标测量数据
等温后利用三坐标测量仪获得销孔数据,数据如下:
销孔分圆直径:D1860.0222;同心度:0.0463(X方向往正方向偏0.0221,Y方向往负方向偏0.007);拟合分圆圆度:0.0586;销孔最大位置度0.0962。
4.3 销孔位置度加工数据补偿
(1) 销孔分圆直径补偿:-0.0222;
(2) 同心度补偿:X方向-0.02、Y方向+0.005;
(3) 拟合分圆圆度补偿(绝对坐标补偿)如表1所示,(表1中仅选取前5个销孔补偿数据作为案例进行展示,其余销孔补偿数据计算方式相同)。
ΔX=理论X坐标-实际X坐标;ΔY=理论Y坐标-实际Y坐标;
4.4 销孔位置补偿加工结果
通过试切销孔,获得销孔位置的三坐标数据,并进行程序补偿,将销孔扩孔至D30JS7,加工后三坐标检测,数据如下:
销孔分圆直径:D1859.996;
同心度:0.0048;
拟合分圆圆度:0.0232;
销孔最大位置度0.0412。
4.5 数据补偿前后两次加工数据对比
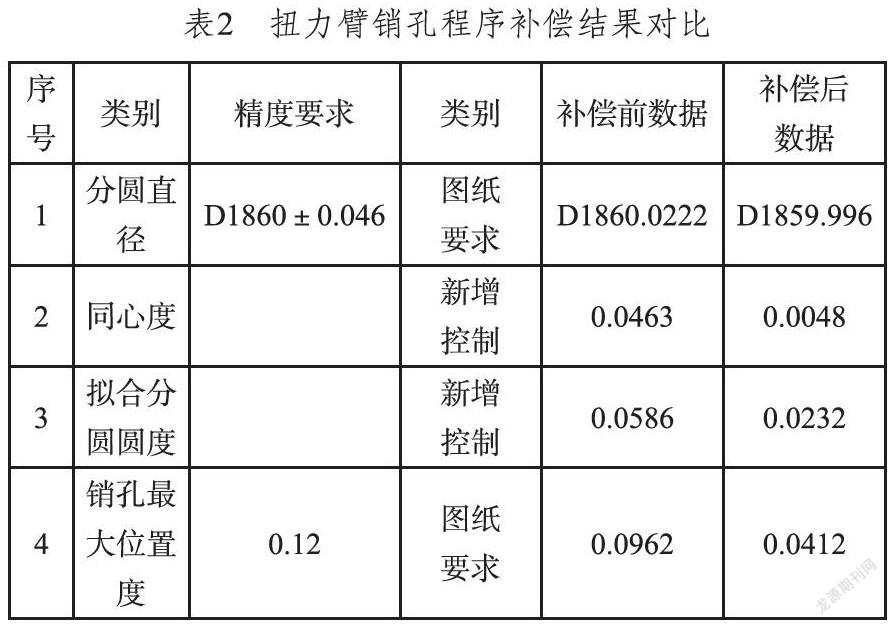
对比程序补偿前后销孔三坐标测量结果如表2所示。
从表格中的数据可以看出,采用控制分圆直径、同心度、拟合分圆圆度这三个关键因素的方式,可以实现扭力臂销孔位置度的提升。
4.6 注意事项
(1)首次加工试切时,销孔直径务必要留加工余量;
(2)两次加工必须为同一台机床,不同机床要对应不同的补偿数据;
(3)注意三坐标给出的补偿数据是以拟合圆心为坐标原点的数据;
(4)批量加工过程中随着其他因素的变化,出现销孔位置度超差,需要根据三坐标报告数据及时进行二次调整。
5 结语
综上所述,本文所提及的这种扭力臂销孔位置度提升的控制措施,在实际的案例应用中对销孔位置度质量提升有一定的效果,对于类似扭力臂类零件的销孔加工具有一定的推广价值。
参考文献
[1] 张文忠.NTK300/31风电机齿轮箱的故障分析与预防[J].内蒙古电力技术,2001(5):46-47.
[2] 古彬宏,李刚,赵明月.浅谈提高零件销孔的位置度[J].冶金与材料,2015,14:14-20.
[3] 姜宾,魏鲜艳,邢海涛.斜齿轮定位销孔位置精度的改善方法[J].基层建设,2017,29:12-15.
[4] 张虎,周云飞,唐小琦,等.数控机床定位误差的软件补偿[J].华中科技大学学报,2001,4,29:56-58.
