基于Q系列PLC的大小球分拣设计
2020-09-10陈若辰曹弋
陈若辰 曹弋
为了实现物料分拣的流水线作业,以三菱Q系列PLC伺服为硬件设计了一种大小球自动分拣系统,通过伺服放大器控制三台电机的正反轉,实现抓取、移动等分拣的基础功能。
三菱PLC;大小球分拣;伺服
引言
可编程逻辑控制器,即PLC,是一款专门为在工业环境下应用而设计的数字运算操作电子系统。经过近几年的飞速发展,可编程逻辑控制技术在机械制造、冶金炼铁等方面得到了广泛的运用。
基于可编程逻辑控制技术,本文设计了一种运用于工业物料分拣的自动化控制系统,采用三菱Q系列两轴伺服作为基本结构,实现了不同物料分拣和归类的自动化流程,具有操作简便、界面友好、分拣效率高等优点。
1、总体设计
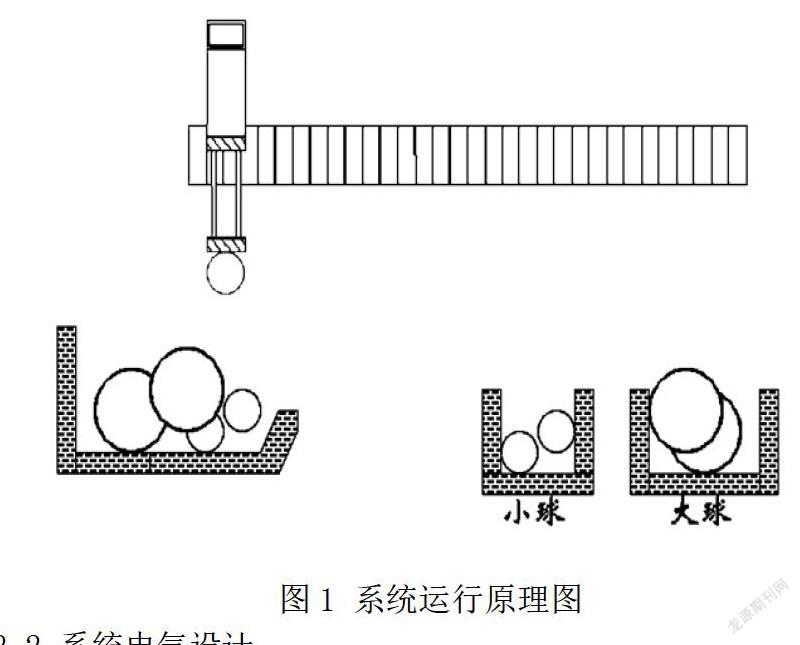
系统设计主要分为PLC软件设计和硬件设计两部分。上位机程序烧写入PLC以后,由CPU和QD75模块控制三台伺服放大器,其中两台连接两轴伺服实现一定空间内的二维移动,另一台控制传送带以一定速度传送物料至分拣区,两轴伺服上的直流电机完成上升下降、抓取等动作,由此流程实现对生产和分拣环节的完整控制。
2、控制要求及硬件设计
2.1 控制要求
系统控制要求如下:
1)上电后,两轴伺服自动进行原点回归,停在原点,即左限位、上限位位置处等待物料。
2)启动按钮控制传送轴的运动和两轴伺服的运转,停止按钮控制伺服电机的停止和复位,按下后,系统需恢复至原点。
3)启动后,传送带开始传送,两轴伺服上的直流电机动作顺序为:电机下行→抓球→电机上行至上限→右行至右限→电机下行→放球→电机上行至上限→左行至原点。
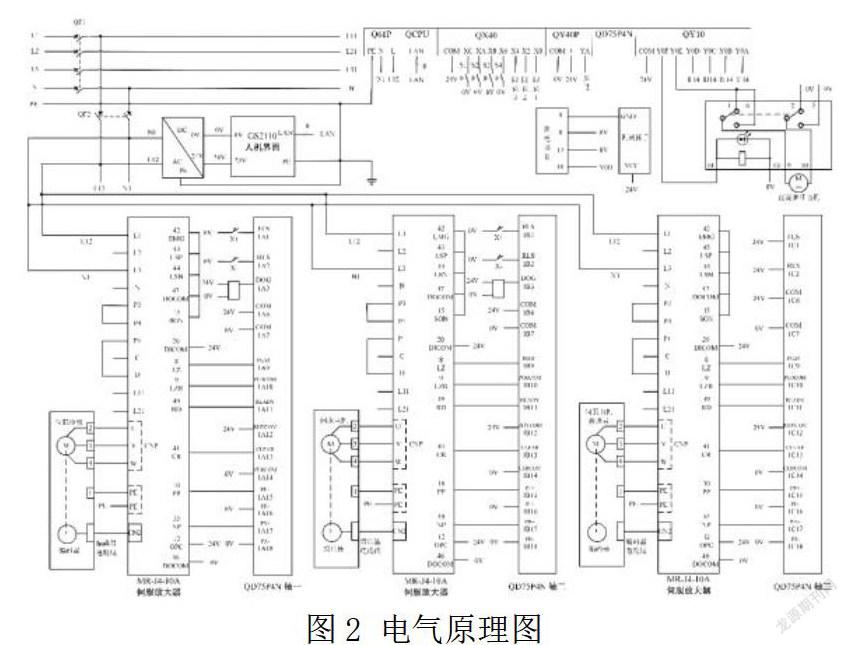
2.2 系统电气设计
通过伺服放大器MR-J4-10A分别控制伺服电动机的正反转,从而实现抓手定位的移动。通过上限位KM3和下限位KM4控制直流电机上升和下降的限制高度,从而实现机械抓手的上升和下降。
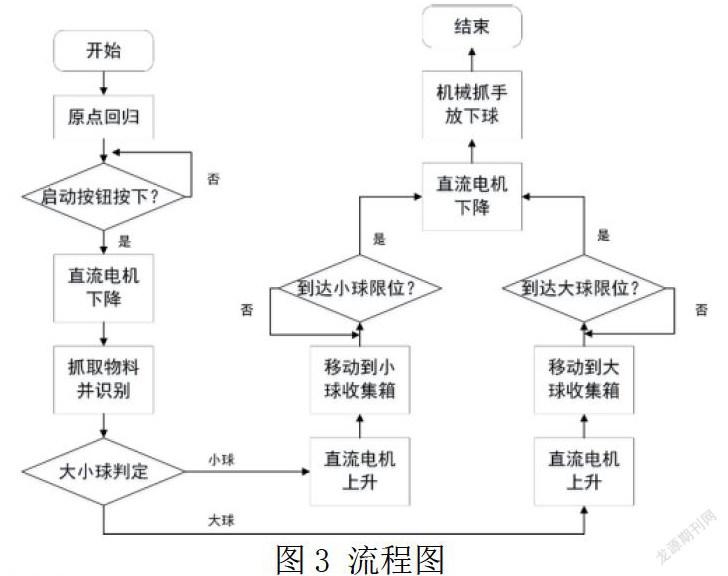
3、软件程序设计
按照控制要求,系统在判断抓住的球大小后应有一个分支点产生,且为选择性分支。若吸住的是大球,将把球运输至左侧采集箱内;若吸住的是小球,则把球放到右侧采集箱内。将两采集箱的位置设为限位点,两轴伺服抵达限位点后,系统程序分支汇合,再进行后续动作。
4、结束语
本文设计的大小球自动分拣系统利用了PLC可编程逻辑控制技术,实现了硬件和软件的设计。通过硬件接线和软件控制的相关配合,最终实现了流水线上大小球判别分拣的系统流程,具有具备智能化程度高、安全可靠、灵活方便等优点。
参考文献
[1]物联网中的无线传感ZigBee技术[J].葛翠艳.电子世界.2019(10).
[2]DHT11数字式温湿度传感器的应用性研究[J].韩丹翱.电子设计工程,2003(03).
[3]基于 ZigBee 的无线温度采集系统设计[J]. 李宝山,赵飞龙.内蒙古科技大学学报. 2013(04).
[4]基于 CC2530 的无线监控系统设计与实现[J].龚文超,吴猛猛,刘双双.电子测量技术. 2012(06).
作者:陈若辰(1998.09-),女,江苏南京人,单位:南京师范大学南瑞电气与自动化工程学院,学历:2017级本科生,研究方向:电气自动化电力系统方向;
通讯作者:曹弋:南京师范大学副教授、硕导,南京航天航空大学计算机系工学硕士,研究方向:控制理论、计算机控制
