探析轻汽油醚化装置开工存在问题及处理
2020-09-10曹鹏杨昊铖
曹鹏 杨昊铖

摘 要:轻汽油醚化装置在具体开工中存在诸多问题亟需解决,为有效提升轻汽油醚化装置使用性能,提升装置的运行效果,实现工业企业经济效益和社会效益的最大化,本文阐述了醚化装置的工艺流程特点,提出轻汽油醚化装置开工存在的问题及处理对策,以期为相关工作者提供参考。
关键词:轻汽油;醚化装置;催化剂;甲醛回收塔
1 工艺流程特点
1.1 主要工艺特点
该装置的轻汽油原料由上游催化汽油加氢脱硫装置提供,并经过加氢处理;主醚化学反应系统采用泡点反应器技术,通过反应物的气化,利用反应热降低装置的总耗能,并且在必要情况下可以实现串联操作,提高总转化率;醚化装置采用的蒸馏技术,可以保障反应和分离步骤在同一塔内进行,有效节省设备的投入成本,提高企业节能降耗;催化蒸馏塔分为上、下两塔,热源主要来自系统内凝结的水,利用蒸汽的余热,可以实现节能的目的;同时,醚化装置在混合甲醇管线设置净化器,延长催化蒸馏塔的使用寿命,延长醚化装置的使用年限,促进装置稳定运行。
1.2 醚化反应器串联过程的优化措施
为充分发挥催化剂的活性,部分企业采用醚化反应串联的办法,保证醚化蒸馏塔在串联过程中将甲醛控制在合理范围内,在反应蒸馏塔中,过量的甲醇与未反应的共沸物达到塔顶,可有效实现塔底甲醇与TAME实现分离。具体进行优化时可以在串联前退尽R102内的甲醇,采用醚化后的轻汽油进行置换,从而提升甲醇的浓度;串联前将R101入口的醇烯比降低,加强并将反应器温度提升至醚化反应的激活点[1]。在串联过程中适当延长时间,降低串联速率,并将醚化蒸馏塔底灵敏板物浓度控制在80摄氏度,进行装置优化后,要加强串联过程中对醚化塔底产品进行采样分析,加强醚化汽油产品的质量保证,从而能够更好参与汽油调和。
2 轻汽油醚化装置开工存在问题及处理意见
2.1 醚化催化剂无法进行甲醛浸泡问题及处理
在轻汽油醚化装置开工中,影响开工的因素有很多,其中甲醇的浸泡问题占据较大比例,醚化催化剂甲醇浸泡通常采用正向流程浸泡,也就是从顶部流入反应器,同时将醚化催化剂中的杂质冲洗到底部,保证浸泡时间在12h,将安全阀副线打开,保障气体充分排出;确保将催化剂中的水分和甲醇充分融合,通过醚化反应器底部排出甲醇回收单元,从而实现甲醇的回收再利用。由于催化剂材料是阳离子交换树脂,储藏和运输期间存有大量水分,会影响醚化活性,因此,在开工前要将其中的水分置换出来[2]。装置在催化过程中进行甲醇浸泡时会导致安全阀副线无法打开,致使醚化反应器压力上升。基于此类问题,可以采取关闭安全阀副线的方式,强制压入甲醇,当反应器顶部上升至操作压力时,立即切换到另外一台醚化反应器中进行甲醇浸泡,反复操作此步骤,直到反应器中充满甲醇,对于最后一台醚化反应器无法浸泡甲醇的问题,可以采取底部进甲醇的浸泡方式进行浸泡,并将两台醚化反应器进行轮换底部进甲醇的方式解决甲醇浸泡问题。
2.2 凝结水无法外排问题及处理
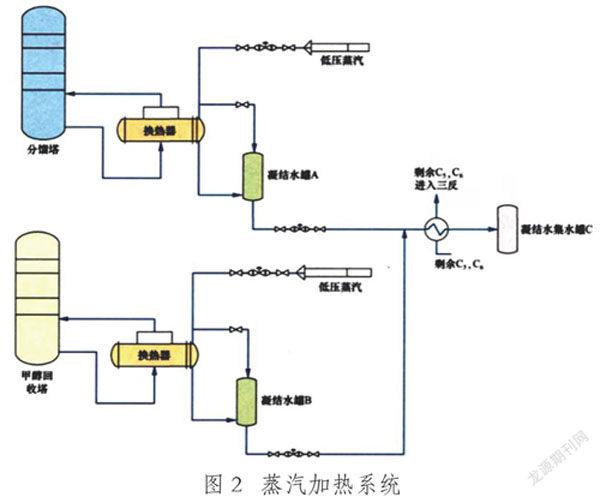
分馏塔和甲醇回收塔进行凝结水回收利用后进入集水灌C中,采用抽水泵将凝结水灌入水管网中。在轻汽油醚化装置开工前通常会遇到凝结水无法排除的问题,同时凝结水管线出现震动的现象,伴有水擊声音。进行原因判断分析,发现甲醇回收塔正常运行后,凝结水罐B和集水罐C参数有所变化,通过计算分析得出凝结水罐A、B压力提高后,可顺利进入到集水罐C中,考虑两台凝结水罐的排水管线和总线管径的前提下,发现管线流动时存在水击现象,可采取增大凝结水总管线管径来解决此类问题。
2.3 甲醛回收塔压力控制问题及处理
2.3.1 甲醇回收塔流简介
醚化蒸馏塔馏出物在冷却器中冷却后,进入甲醇萃取塔,并与逆流萃取水接触,将甲醇提取到水相中,经余油器脱水后将一部分径流量送至异构化单元,其余部分经过压力控制输出装置,塔底的甲醇萃取液经过甲醇回收塔进料后进入甲醇回收塔,从而将甲醇和萃取水分离,从塔顶分离出的水分经过甲醇回收塔底泵进行醚化反应,最后作为萃取水传送至顶部进行循环利用。
2.3.2 甲醇回收塔底泵结垢现象
针对塔底泵结垢问题进行解体检修,检修中发现机泵叶轮正常,无腐蚀系现象,机泵叶轮表面覆盖污垢,颜色为红色,经过处理后发现叶轮成金属本色,清洗后的叶轮可以继续运行15天左右。为有效缓解此类问题,采取改变机泵电磁效应的方法缓解机泵叶轮,经热固化后发现机泵能够稳定运行至20天左右。经排查后,通过甲醇回收塔塔底泵现象分析后发现,造成结垢的原因是塔底萃取水与除盐水之间存在差异。通过控制进水口的pH可以有效控制机泵结垢的问题;将进水口盐水与甲醇水在管道、换热器、塔器内缓慢融合,减少进水口水pH的波动。
2.3.3 甲醇回收塔压力问题
醚化装置甲醇压力塔的作用是将未反应的甲醇进行回收利用。回收塔的进料物料主要为水和甲醇,塔的压力主要靠排放回流罐气体量控制,在具体生产应用中发现,甲醇闪蒸胡,经过冷空气冷却,没有在回流罐内产生塔里,当甲醇回收塔压力为0.01MPa时,难以达到设计操作压力,导致回收的甲醇水中水质量分数超标。针对此类问题的改进措施可以参考MTBE甲醇回收塔压力控制方式进行改进,其原理是设置一个调节阀,进而控制甲醇回收塔气体,考虑到醚化装置正常开工,无法增加新的调节阀,一般采用在甲醇回收塔顶部防控连接氮气管线的方法,强制充入氮气进行压力控制,从而提升甲醇回收塔压力操作的稳定性,并将水质量分数控制在0.1%以内,确保满足相关指标要求。
3 国产轻汽油醚化催化精馏模块的工业应用
通过实际运行表明,醚化催化精馏模块的催化剂失活速率快、寿命低于设计值,通过将精馏模块应用在工业生产中,平均转化率较高,应用效果相对较好。催化精馏融合了催化反应与精馏过程,通过精馏规程分离反应物与生成物,推动平衡反应移动,具有转化率高、选择性高、产品纯度高、能耗低等多项优点。在轻汽油加氢装置的醚化单元采用先进的专利技术,其核心为醚化催化精馏模块,具体应用在炼油厂生产中,运行情况良好,并且推动催化精馏技术不断向工业化方向迈进,起到实质性的突破,并逐渐扩大其应用范围,通过不断的实践应用进一步深化了催化精馏模模块的应用。
4 结论
综上所述,通过对轻汽油醚化装置开工问题分析,有效探讨甲醛浸泡过程中各类现象出现的原因及处理意见,通过控制甲醇回收塔压力等措施加强醚化装置的使用性能,提高炼油厂轻汽油的炼油产量,基于醚化工艺良好的处理效果,明显改善催化汽油产品性质,增加石化企业经济效益。
参考文献:
[1]吕晓东,周洪涛,王晓达.国产轻汽油醚化催化精馏模块的工业应用[J].精细与专用化学品,2019,27(01):15-19.
[2]王蓉,魏强,沈文朋.催化汽油醚化装置分馏塔顶回流泵机封故障分析[J].化工机械,2019,46(03):341-342+346.
