往复式压缩机活塞杆修复
2020-09-10何多胜陈春锋韩彦灵王建利
何多胜 陈春锋 韩彦灵 王建利


关键词:圆柱度;粗糙度;逐步推进法;激光熔覆;金相砂纸
0 引言
活塞杆是压缩机的关键部件,主要用于支撑活塞做功,是一个运动频繁,尺寸等要求高的配件,同时也是压缩机中易损配件,其表面粗糙度一般要求为Ra0.4~0.8μm,对于精度高甚至要达到0.1μm以内,同时对同轴度、圆柱度及耐磨性也有相应的要求,使用过程中活塞杆密封面出现损伤后会影响设备的稳定运行,本文通过某化工厂往复式压缩机活塞杆修复实例介绍活塞杆可行性修复方案。
现场活塞杆填料密封位置出现拉伤,通过与客户沟通进一步了解到该压缩机活塞杆材质为20Cr13,整个活塞杆填料密封表面喷涂硬质合金(碳化钨)处理,表面硬度检测约为HLD720,表面粗糙度检测约为Ra0.15μm;其余信息不详,活塞杆基本尺寸及修复要求如下。
1 修复难点分析
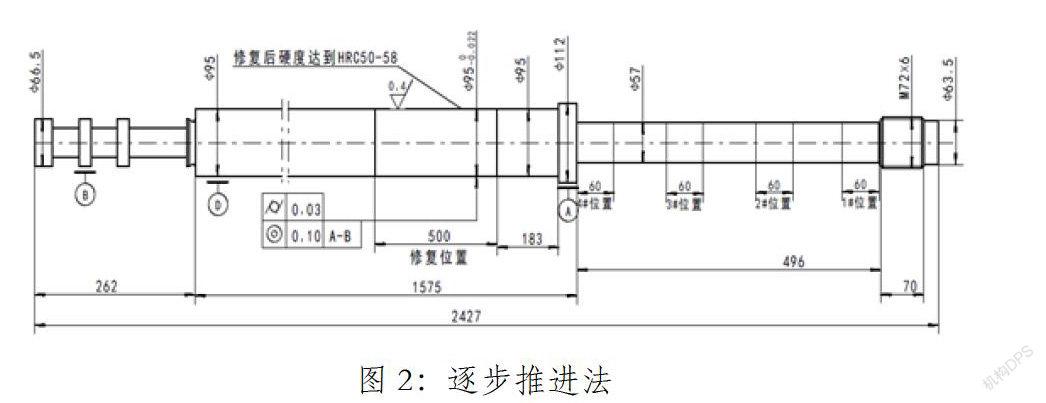
从图示1可以看出活塞杆长径比约2427/95≈25.5>20,属于细长轴系列,同时活塞杆两头轴径比较细,同时修复位置对圆柱度、同轴度、硬度、粗糙度等均有要求,修复难点有以下几点:第一个难点是修复位置比较长,为保证其圆柱度要求,修复位置的精加工需磨床磨削进行,而磨床装夹方式一般是采取两头顶尖顶中心孔的方式进行,磨削前需确保两头中心孔与基准位置满足图示的同心度要求,通过车床装夹找正发现M72轴头这侧的中心孔超出同心度要求,从图示1可以看出,此侧轴头轴径最细位置只有φ57,在中心架支撑基准A位置修复中心孔时轴头发颤比较严重,修复的中心孔满足不了图示的同心度要求;第二个难点是修复位置的硬度要求达到HRC50以上,并且要防锈。原活塞杆此处通过喷涂碳化钨处理,而本单位无喷涂工艺,只要激光熔覆增材工艺,激光熔覆硬质合金粉是否会出现裂纹、是否防锈未知,熔覆后的硬度是否满足不知道;第三个难点是无研磨工具,表面粗糙度在磨削后无法达到Ra0.4以内。
2 修复难点解决
2.1 中心孔修复问题的解决
在初步修复中心孔时,由于车床中心架支撑位置与修复中心孔距离比较远,同时两处之间的轴径比较细,修复中心孔时出现发颤情况。解决此问题就是解决修复时轴头发颤的问题,分析发现,轴头发颤的主要原因是支撑点与中心孔位置比较远,修复时的力矩大,轴径细,造成修复时此间的轴刚性不足;修复中心孔的力矩=力*距离L;修复时的车削力一定,只有通过减小距离L,达到减小力矩防止发颤的目的,减小距离只有改变中心架支撑点,新的支撑点必须在图示的同心度要求以内才能满足,通过车床装夹打表φ57轴径位置发现,此处的跳动超过图示的同心度要求,通过查找设备装配图,发现此处的轴径无配合公差要求。为了减小力矩,将中心架支撑点前移尽量靠近修复的中心孔,通过与车工技师沟通,决定采取“逐步递推法”将中心架移至所需的位置,进而修复轴头的中心孔。
逐步推进法修车A端中心孔,(找正时确保A及D同心度在0.02mm以内)方法如下:
车床四爪装夹D位置,中心架支撑A位置,在4#位置修车新基准→接着中心架支撑4#位置,在3#位置修车新基准→接着中心架支撑3#位置,在2#位置修车新基准→接着中心架支撑2#位置,重新在1#位置修车新基准→接着中心架支撑1#位置,修A端的中心孔;修复完A端中心孔后,车床四爪装夹B位置,顶尖顶修车好的A端的中心孔;对1#位置及A位置打表找正,发现1#位置跳动0.05;A处位置跳动0.03;满足活塞杆修复的同心度要求。
2.2 修复表面硬度的要求解决
在日常使用激光熔覆中,可有多种硬度的焊粉供我们使用,其中XS-358铁基焊粉,理论硬度能达到HRC58,适合500℃ 以下的耐磨、耐蚀层,熔覆层的硬度高,耐磨性好。同时相对喷涂工艺,激光熔覆工艺焊材与母材为冶金结合,结合强度对比喷涂涂层与原母材的结合强度要高。
2.3 表面粗糙度的解决
在我们日常修复轴类零件后,对于修车的表面往往达不到我们我们所需的粗糙度,常规的手段由操作工在车床上采用砂纸对修车的表面进一步进行抛光处理,抛光后的表面粗糙度提升,但抛光处理的不好会造成修复尺寸的改变,同时造成修复表面的圆柱度等也发生变化,日常我们抛光时选用的砂纸为300目以内,抛光的效果因操作工的不同而不同,对活塞杆修复表面粗糙度的要求我们也考虑在磨削后可采用目数更细的砂纸进行抛光解决。
3 修復实验验证效果
在修复活塞杆前,为验证上述各项问题的解决办法是否可行,我们找来类似的报废活塞杆进行修复验证上述方案的可行性。报废的活塞杆通过“逐步推进法”修复一端的中心孔,修复后打表找正,百分表跳动在0.05mm以内满足修复要求;接着对中间密封位置设定一端修复位置,车床装夹对修复位置进行粗车见光,将原喷涂层车削掉;接着在激光熔覆设备装夹,选用XS-358焊粉熔覆修复位置,熔覆一遍焊接高度可达到直径1.2-1.5mm,熔覆两层可达2.5mm左右,熔覆后肉眼观察未发现裂纹、气孔等缺陷;接着磨床装夹,打表找正,确认两端中心孔满足同心度要求后,磨削修复位置见光,便携式硬度计检测熔覆修复位置,检测硬度约为HRC56左右,对应HLD778> HLD720,满足要求;同时通过着色探伤检测,未发现气孔、裂纹等缺陷,在修复表面浇水后等待一天左右,现场查看修复表面未见锈蚀,接着磨削至要求尺寸,检测粗糙度约Ra0.8;最后车床装夹,选用500目以上的金相砂纸对修复位置抛光,抛光后经千分尺对修复表面尺寸检测未发生变化,表面粗糙度提升至Ra0.15左右,满足图示Ra0.4要求。
4 结论
对往复式压缩机的活塞杆经过上面的修复方式修复后,经钳工对活塞杆的尺寸、硬度、形位公差及粗糙度检验均达到图纸要求,在回装后压缩机运行良好,说明上面修复方案可行。
参考文献:
[1]关振中.激光加工工艺手册[M].北京:中国计量出版社,1998,5(10).
[2]李亚江、李嘉宁.激光焊接/切割/熔覆技术[M].北京:化学工业出版社,2012(7).
[3]曾乐.现代焊接技术手册[M].上海:上海科学技术出版社,1993(1).
作者简介:
何多胜,男,1993年毕业于西安矿业学院机械加工制造专业,现为独山子石化公司设备检修公司加工车间主任,主要从事石化设备配件生产保运管理工作。
