低温甲醇洗装置氨冷器微量泄漏的在线处理
2020-09-10黄公青边亭亭
黄公青 边亭亭

关键词:低温甲醇洗;氨冷器;泄漏;处理措施
1 工艺简介
低温甲醇洗气体吸收原理是以拉乌尔定律和亨利定律为基础,依据低温、高压状态下的甲醇具有对H2S和CO2、COS等酸性气体的溶解吸收性大、对H2溶解吸收性小的这种选择性来脱除变换气中的H2S、CO2、COS等酸性气体,从而达到提纯H2、净化原料气的目的。上述过程是物理吸收过程,吸收后的甲醇经过减压、加热再生,分别释放CO2、H2S、COS等酸性气体。
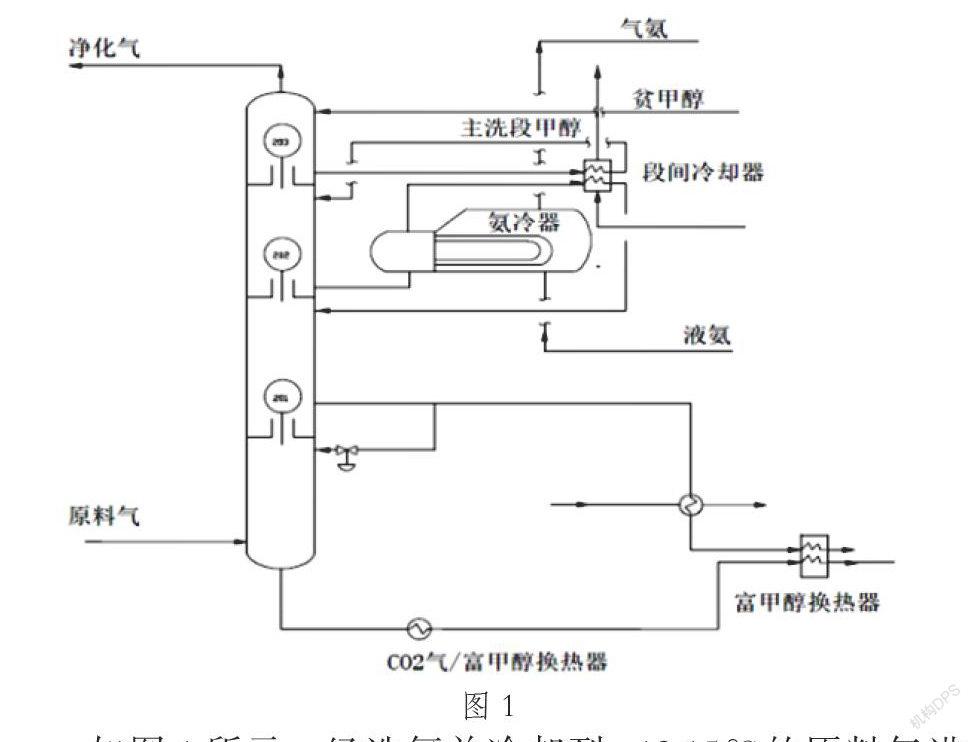
如图1所示,经洗氨并冷却到-13.15℃的原料气进入吸收塔的底部H2S吸收段,H2S和COS等含硫组分在此被吸收。吸收了H2S等气体的甲醇溶液从塔底部排出,经CO2气/富甲醇换热器、塔底富甲醇换热器和含硫甲醇氨冷器分别与气体二氧化碳、富甲醇和氨蒸发换热降温至-33℃左右进入含硫甲醇闪蒸罐,在1.75MPa(A)压力下进行闪蒸。脱除H2S、COS等含硫气体后的原料气继续上升,进入CO2吸收段,除去CO2。由于吸收二氧化碳的甲醇温度升高,对初洗段的洗气过程不利,所以,二氧化碳吸收段分初洗段和主洗段,在主洗段吸收二氧化碳的甲醇经氨冷器降温至-43.30℃,再进入初洗段吸收二氧化碳,氨冷器的冷氨来源于冷冻工序。
冷冻工序的工艺流程如图2所示,液氨由冷冻系统二级冷冻闪蒸槽的静压压至氨冷器,其在氨冷器的壳侧吸收甲醇的热量,蒸发成气态氨,进入冷氨冷冻闪蒸槽,再由氨压缩机将氨蒸汽抽走,氨的蒸发量可由氨冷器壳侧液氨液位控制。气氨经闪蒸槽分离后进入氨压缩机,经多级压缩、换热、冷却后靠重力自流至液氨收集槽热侧,氨冷器所需冷量由液氨收集槽热侧的液氨或冷冻闪蒸槽提供,达到冷却甲醇的目的。
2 氨冷器发生泄漏的确定
要确定氨冷器是否发生泄漏的直接方法就是取样分析。分别对液氨罐,氨冷器壳侧,压缩机气液分离器中的液氨进行检测。在氨冷器壳侧取样时因壳侧处于负压状态无法直接取出样,可以采用利用关闭液位计气相液相阀门后打开气相排气阀使液位计内部处于正压状态再打开液位计液相排液阀进行取样也可以利用如本文内所述真空装置抽出后再行分析。本厂此次泄漏后经检测,液氨中的甲醇含量在1%左右,经多次取样分析,断定为甲醇泄漏至氨侧造成的工况恶化。
3 氨冷器内部发生泄漏的现象及后果
氨冷器管程压力为5.2MPa,壳程的压力为-29kPa。管束在低温,高压差,强腐蚀性环境中长期使用必定发生泄漏。在常温常压下,甲醇的沸点为64.7℃,氨的沸点为-33.5℃。两者沸点相差较大,一旦氨冷器发生泄漏,甲醇在壳侧一部分无法挥发,便沉积下来。一小部分与液氨形成共沸物,被压缩机抽走。整个冷冻系统被污染后将会出现下列明显现象:
①压缩机一段闪蒸罐液位上涨,高于经验操作值;且出口冷氨泵入口滤网易被碳氨结晶物堵塞;②氨冷器制冷效果下降,出口甲醇温度日趋升高;③压缩机入口气量不稳定,频繁出现气量骤减现象;④氨冷器壳侧液位不稳定,液位偏高;⑤压缩机制冷效果下降,提高负荷,制冷效果依然不理想。
4 氨冷器泄露后的处理措施
化工生产是在安全生产的前提下以取得效益最大化为目的,且当下尿素价格处于高线状态,停车处理至少需要72h,则造成经济损失,所以,应以保持装置长周期稳定运行,抢抓市场机遇,在工艺指标可以控制的情况下,从改善工况为目的入手采取措施,待计划停车时,再彻底解决问题。
本企业在本次运行周期中,并未遇到其他装置重大问题,仅仅是氨冷器出现微量泄漏,从经济效益方面考虑,停车检修并不合适,故技术人员决定通过采取在线处理措施,对氨冷器壳侧的结晶物进行定期冲洗以及将壳侧沉积下来的甲醇混合物排出。
本厂先是尝试利用滤油机真空泵将泄漏的甲醇进行抽出,但滤油机真空泵将甲醇抽出的过程中也会将大量液氨抽出,真空设备温度大幅度降低,运行不稳定常出现故障且因氨的渗透性较强,真空泵各密封点很容易出现泄漏,与真空泵相连接的氨冷器导淋很容易被结晶物堵塞,常需要拆卸清堵再安装,无法形成固定化操作。后经技术人员共同研发创新出下文中无动设备的真空罐以及注水清堵方式,使操作固定化,運行得以延续。
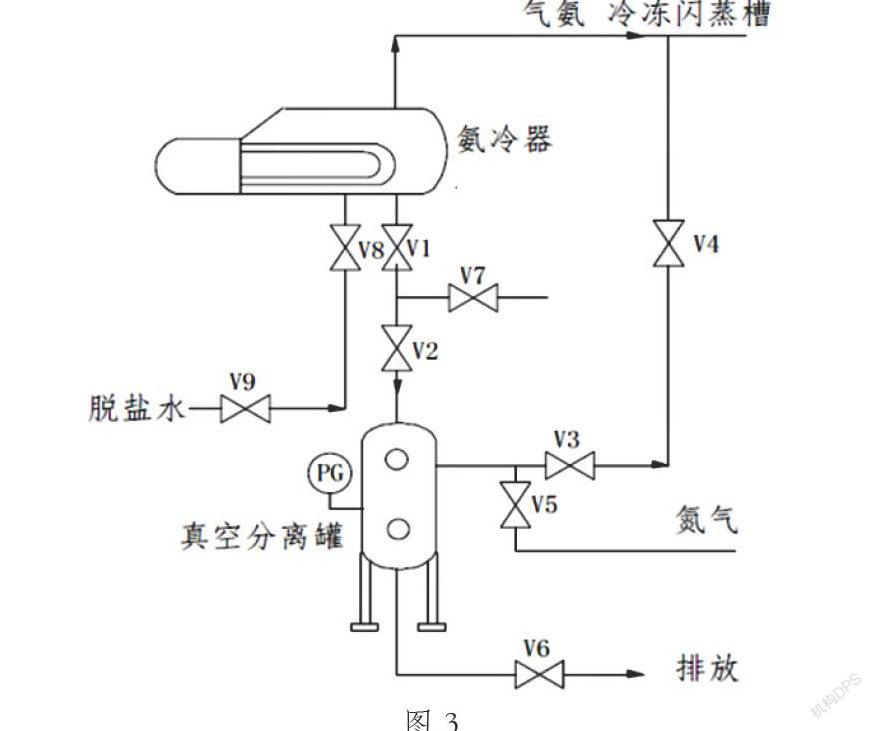
在氨冷器排净导淋接一真空分离罐,利用虹吸罐原理将氨冷器壳程甲醇抽出,液氨经过挥发返回氨冷器气氨管线。阀门代号:(V1:底排第一道阀,V2:底排第二道阀,V3:真空阀一道,V4:氨冷器顶部气氨管线上,V5:氮气阀,V6:真空罐底排阀,V7:阀间导淋,V8:现场液位计底部阀、V9:阀二层脱盐水阀)。
如图3所示,在氨冷器壳侧排净导淋处接一新增设备真空分离罐(真空罐的现场位置必须位于氨冷器设备正下方),真空分离罐通过底部导淋与排放水罐相连,其具体步骤如下:
4.1 先确认氨冷器内部是否因结晶形成正压
①开V1阀和V7阀,确认是否正、负压;②若V7形成正压,全开V7阀确认甲醇混合液能全部排出,排完关闭V7、V1;③若V7形成负压,在第二步准备完毕后直接抽液。若抽半小时内均无液体或少量液体排出开始上水。
4.2 准备步骤
4.2.1 开氮气置换真空罐
①确认氨冷器底排阀V1、V2、真空阀V3关闭;②打开真空罐底部排液阀V6阀;③缓慢打开真空分离罐氮气进行置换,关闭压力表根部阀。
4.2.2 抽真空
①全关氮气阀V5阀;②真空罐泄压后全关排液阀V6阀;③(打开压力表根部阀)打开真空阀V3、V4阀进行抽真空,当真空表压力达到-20-25kPa时。确认气相抽真空管线以及阀门正常。
注:如果真空抽不起來或抽的过程中停止不前可能气相抽真空第一道V4阀堵、管线存液,脱开V4法兰清理结晶或用氮气吹V4至V3管线。
4.3 上水
第一步中若出现正压排液完毕后需要上水:
①确认第二步中准备工作完毕;②联系中控后打开V8、打开二楼脱盐水V9阀2扣半进行上水,用手触摸胶皮管确认管线是否通畅,当胶皮管温度上涨说明管线通畅,至152-D液位上涨5-10%,并记录上水时间;③关闭V8、V9上水阀;④全开V1、V2阀开始抽液。
4.4 抽液注意事项
①确认阀间导淋关闭V7;②打开液相管线E04205底部排液阀V1、V2;③现场观察真空分离罐玻璃视镜当液位达到上视镜时关闭氨冷器底排阀V1、V2阀以及抽真空阀V3。
4.5 真空罐排液
①检查真空罐排液阀软管固定牢固;②确认真空罐V1、V2关闭,V3关闭后打开底部排液阀V6;③缓慢打开氮气V5阀观察压力表在50kPa进行排液;④当真空罐无液位时关闭氮气V5阀,关闭导淋V6阀。
4.6 其他注意事项
①关闭脱盐水阀时先关闭二楼水阀,再关闭液位计根部阀,防止胶皮管崩开伤人;②开氨冷器底部导淋必须确认阀间导淋关闭;③排液注意观察真空罐压力表,防止氮气进入量过大造成压力表超量程,(控制在50kPa)进行排液;④排液结束时关闭E04205底排V1、V2阀及抽真空阀V3阀;⑤真空罐内不得存放液氨,防止液氨挥发造成真空罐超压;⑥每天白班9点由技术员或日班主操指挥以上操作班组配合,其他时间禁止私自操作以上阀门;⑦排液吨桶内挂片必须完全浸没,更换吨桶后必须重新悬挂其中,每个星期由技术员或日班主操取出称重,完毕继续悬挂其中,做好相应记录(测算甲醇、氨水混合液对设备腐蚀影响情况);⑧每次加水量和相应数据记录在表中。
5 结束语
经过定期的置换,氨冷器制冷恢复正常,保证了装置的正常运行,避免了临时停车带来的巨大经济损失,但是该办法虽然解决了暂时的运行问题,维持了长周期运行,但是也造成了液氨的浪费,同时存在一定的安全隐患,不适合作为长期处理办法应用,建议利用年度大检修期间对该设备进行打开处理,可根据设备腐蚀情况选择合适的材质进行更换,彻底解决泄漏问题。
