硫磺回收装置蒸汽夹套管道设计和施工注意事项
2020-09-10朱宝剑刘慧慧
朱宝剑 刘慧慧

关键词:硫磺回收;夹套管道;注意事项
硫磺回收装置中根据输送介质不同,夹套管道可设计为全夹套或者半夹套。全夹套是指管道系统中的管道、弯头、阀门、三通等管件全部进行夹套的一种管道结构形式。半夹套是指管道系统中仅仅管道进行夹套,弯头、三通等管件不进行夹套的一种管道结构形式。无论对于那种形式,设计蒸汽夹套的目的都是为了给内管进行伴热,避免内管内介质在输送过程中凝固或者结晶,造成管道堵塞或者对管道造成腐蚀破坏。鉴于夹套管道的特殊性和复杂性,在进行夹套管道设计时,对于管道布置和管件选型等方面需要特殊考虑。同时,在现场施工时,施工人员也需要统筹规划内外管施工顺序和检验试压,制定合理的施工方案。结合设计和施工过程中遇到的一些问题,以下几点注意事项需要引起特别关注。
1 夹套管道设计过程中的注意事项
夹套管道的设计应该符合相关标准规范(如SH/T3040《石油化工管道伴管和夹套管设计规范》)的设计要求。同时在夹套管道设计过程中应注意以下几点。
1.1 合理设计夹套管道
对于蒸汽夹套管道应该采用隔板或者夹套法兰将套管分为若干夹套管段。每一夹套管段设置进气口和排液口。每一节夹套管段的长度取决于管道布置,并受内管与套管热涨量差的限制,每节夹套管的长度不宜超过6m[1]。夹套管水平敷设时应该设置一定的坡度,具体坡度大小应根据内管介质属性具体考虑。输送液硫夹套管道的坡向应该与液硫的流向一致,自制硫炉到冷凝冷却器到硫封罐再到硫池,夹套管线应该步步低布置,且管道坡度越大越好。夹套管道在布置时应该避免出现盲端或者“U”形弯,当“U”形弯或盲端不可避免时,应该在其低点设置凝结水疏水管线,以便及时将低点凝结水排出。对于竖直方向布置的夹套管道,当采用四通作为改变管道走向的管件时,应该在立管四通下部盲端设置低点疏水。
1.2 注意夹套管件的选型
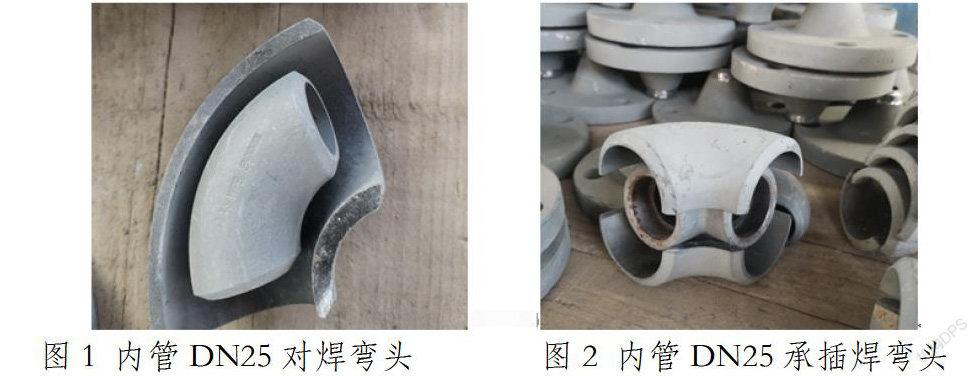
夹套管道的内管和外管的管件如法兰、弯头、三通、四通等应该在设计时充分考虑各个方面的因素,合理选型,避免因为选型不当而无法安装。当夹套管道改变走向,内外管均采用弯头时,应该注意夹套内管和外管的弯头曲率半径选择。避免因为内外管的弯头曲率半径选择不当导致无法安装或影响焊缝检测。在SH/T 3040 《石油化工管道伴管和夹套管设计规范》表7.2.3-1[1]和表7.2.3-2[1]中对于内管和外管的弯头曲率半径有明确规定,可以参考执行。对于输送液硫的全夹套管道,通常采用四通作为改变管道走向的管件[2]。在四通选型和接管时应该根据夹套法兰的类型,合理设置直管段,避免四通接盲法兰的两端螺栓碰撞或者拆卸不便。当夹套管道内管管径小于DN50时,内管管件如弯头、三通等不可采用承插焊管件,都应该采用对焊管件(如下图1所示),否者会导致内外管无法安装(如下图2所示)。
1.3 合理设计供气和疏水管道
对于蒸汽夹套管道,蒸汽应该由高点给汽,低点排凝。每一夹套伴热系统的供汽引入管线应设置切断阀;每一夹套伴热系统的凝结水接出管线应单独设置疏水阀。每一套蒸汽供气系统的有效伴热长度应该根据夹套管的配管情况、被伴热介质的属性、维持温度和蒸汽参数综合考虑。在SH/T3040《石油化工管道伴管和夹套管设计规范》第7.3条[1]“套管伴热长度”中也有明确规定,可供参考。对于不同夹套管段进行跨接时跨接线的布置不应该妨碍夹套阀门阀杆操作。因为在现场施工夹套内管定位板、防护板等部件時,焊接焊渣或者管道锈垢等杂质容易堵塞跨接管,难以清理。所以,跨接管宜设置为法兰连接的形式,方便后期管道吹扫和检查。当夹套管道带有夹套分支时,在设计蒸汽供气系统时应该避免出现同一夹套伴热系统有多路供气的情况。对于带有旁路的夹套管线,应该将旁路和主路设计为两个独立夹套伴热系统,分别为旁路和主路设置独立的供气和回水系统。否则,因为主路和旁路套管内蒸汽阻力降不一致会影响到某一路的伴热效果。
2 夹套管道施工注意事项
因为夹套管道的特殊性和复杂性,在施工时比非夹套管道要复杂很多。对于施工人员的技术水平和施工经验都有更高的要求。夹套管道的施工和验收应该符合国家和行业的相关标准规范的要求,如SH/T 3546 《石油化工夹套管施工及验收规范》。根据在现场配合施工时出现的一些问题,以下几个方面在进行夹套管道施工时需要注意。
2.1 按照设计图纸施工
对于夹套管道在设计图纸中都会明确标注管道的坡度是多少或者管道的坡度不应该小于多少。但是在现场施工时,施工人员有时为了方便或者嫌麻烦而导致实际安装的管道没有坡度或者坡度不符合设计图纸的要求。这是不允许的,尤其是当执行国外项目时,更应该注意。对于硫磺回收装置,国外的设计人员或者检查人员在装置建成投产之前进行现场检查时,通常会对夹套管道的坡度逐根检测,对于不满足坡度要求的管道会要求进行整改。对于设计图纸中要求的内管定位板应该严格按照设计图纸要求的距离和间隙进行设置,避免因为定位板安装不当导致内管的热位移受影响。当设计图纸中要求设置蒸汽入口防护板时,护板的厚度和设置位置应该严格按照设计图纸的要求执行。避免因为防护板的厚度选择不当或者位置错误而影响蒸汽伴热效果或者造成管道损伤。为了达到最好的保温效果,夹套管道上的阀门、法兰等管件通常都会在设计图中有明确的保温要求。在现场施工时,应该按照设计图中的要求,对于法兰和阀门设置合适的保温措施。同时对于保温材料的选择和保温厚度也应该按照设计图中的要求执行。
2.2 合理安排施工顺序,确保内外管检测和试压
对于夹套管道,内管和夹套外管应该分别进行焊缝检测和压力试验[3]。因此,在夹套管预制时,应该预留调整管段,管段的调节裕量宜为50mm~100mm,调整管段的接缝位置应该避开套管开口处。对于全夹套的管道,在内管焊缝处的套管应预留150mm长的缺口[1],待内管焊缝经过检测和试压合格之后,方可进行隐蔽作业。夹套外管的压力试验应该在管段或者系统焊接、检查和检验合格之后进行。
2.3 保证管道清洁,避免焊渣、锈垢等杂物留存在内管与套管之间
在进行夹套管施工时应该将管道锈垢等杂质清理干净,并避免焊渣落入内管和套管之间的空腔内。如果这些杂物在内外管之间的空腔内存在,在后续的吹扫和试压时如果无法清理干净,则会影响蒸汽的流速,导致管道升温慢,甚至无法达到设计温度。
3 总结
在硫磺回收装置中,对于夹套管线合理设计和正确施工是实现装置平稳运行的关键。在设计阶段,对于管道走向、管件选型、蒸汽供气和凝结水回水等方面应该综合考虑,合理布置配管。在施工阶段,应该严格按照设计图纸要求,综合考虑管道检测和试压,确定合理施工顺序,确保管道施工质量。
参考文献:
[1] SH/T3040-2012.石油化工管道伴管和夹套管设计规范[S].中华人民共和国工业和信息化部,2012.
[2]廖莹.夹套管在硫回收装置中的应用[J].化工设计,2015 (02).
[3] SH/T3546-2011.石油化工夹套管施工及验收规范[S].中华人民共和国工业和信息化部,2011.
