激光熔覆再制造缸筒内壁的轨迹规划
2020-09-08刘旭辉李章东
刘旭辉, 李章东
(河南理工大学,河南 焦作454000)
0 引 言
激光熔覆技术是一种涉及光、机、电、计算机、材料、物理、化学等多门学科的跨学科高新技术。它是20世纪70年代逐渐兴起的一种新型表面改性技术,与传统的电镀、热喷涂、热变形、冷变形、渗碳等技术相比,激光熔覆具有熔覆层组织致密、晶粒细小、良好的力学性能及很高的经济效益等优点,广泛应用于机械制造与维修、航空航天、模具、石油化工等领域[1]。
液压油缸是各类机械中非常重要的一个部件,应用非常广泛。在使用过程中常由于密封件磨损、缸筒磨损、内壁腐蚀、活塞或活塞杆划伤等造成故障。在影响液压油缸失效的众多因素中,缸筒内壁的磨损是其失效的主要原因之一,能够降低液压缸的使用寿命,因此采用激光熔覆技术进行缸筒修复。由于缸筒内壁加工的复杂性,选择合理的轨迹规划是至关重要的。高质量的路径规划可以提高熔覆效率,缩短加工时间,并且能大大提高曲面的加工精度、光滑性,以减少后续加工的工作量。
针对零件内壁的激光熔覆试验,国内外有许多成功的案列[2-3]。武汉理工大学的向家涛等[4]研究了激光熔覆技术在内燃机气缸套内壁中的应用,研究表明,利用激光熔覆技术制备的合金涂层具有良好的综合力学性能、耐腐蚀性能和耐磨损性能。河南交通职业技术学院的张俊等[5]研究了激光熔覆技术在发动机缸体内壁中的应用。而对于内壁激光熔覆技术,由于其工作环境的复杂性,熔覆轨迹的合理规划成为影响熔覆层质量的主要因素之一。新疆大学的黄勇等[6]研究了复杂轴类零件的激光熔覆再制造轨迹规划,并证明了NURBS曲线插补的可行性。
本文采用NURBS曲线等弧长插补方法,给出合理的节点矢量,通过一系列算法求解出等弧长插补曲线,并应用于缸筒内壁的激光熔覆试验。
1 非均匀有理B样条曲线
由于工程实际需要精确表示二次曲线弧与二次曲面,而贝奇尔方法、B样条方法不能满足这一需要,人们就提出了新的数学方法——NURBS方法。它是在B样条方法的基础上,引入了权因子与分母,看似简单,却导致了投影变换、几何原理与算法、权因子的意义与作用、权因子与参数化等一系列新概念与性质[7]。
一条k次NURBS曲线的有理多项式函数表示如下:

式中:u为NURBS曲线的参数;vi为控制顶点;ωi为依附于相应控制多边形顶点的权因子,i=0,1,…,n;Ni,k(u)为第i个k次B样条基函数,定义在节点矢量U={u0,u1,…,un+k+1}上。
目前,在工程中应用最多的是三次NURBS曲线,因此在上述有理多项式函数的基础上可以用矩阵表示为
令节点矢量U={u0,u1,…,un+5}两端的节点重复度为4,u0=u1=u2=u3=0,un+2=un+3=un+4=un+5=1。其余节点可采用积累弦长参数化进行计算[8]。
2 激光等弧长插补
2.1 轴类零件激光熔覆原理

图1 轴类零件激光熔覆原理
普通轴类零件的激光熔覆原理如图1所示。激光束在零件表面进行螺旋线扫描。为了实现这一过程,在激光熔覆过程中,普通轴类零件需绕中心转动,激光束沿着零件表面进行插补。假设激光束在零件表面的插补点为ki、ki+1、…,当零件转动一周,激光束将插补一段长度为kiki+1,并且每次插补的长度都相同。由于插补的轨迹为直线,激光束的离焦量不需要变化,但此方法只适用于沿轴线做等步距的插补运动。对于液压缸缸筒内壁来说,进行激光熔覆的工作面是一段弧,如图2所示。若采用等步距的插补方法,在弧AB上,沿着X轴进给等距离的Δx,而激光束扫过的弧长Δs并不相等。为了解决这一问题,本文提出一种面向激光熔覆再制造的NURBS曲线等弧长插补方法。
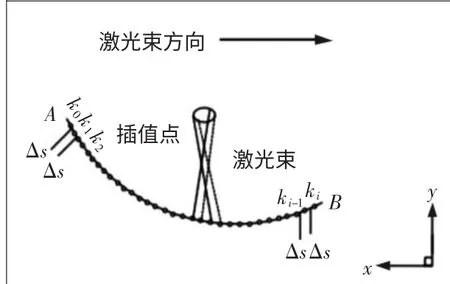
图2 等弧长插补

2.2 激光熔覆等弧长插补计算
3 激光熔覆试验
试验基体材料选用45钢,并加工成内径为80 mm、外径为102 mm、长度为500 mm的空心圆筒来作为缸筒模拟件。基体材料的化学成分如表1所示。

表1 基体材料的化学成分质量分数 %
试验设备是由一套专门适用于机床的激光头夹具、激光器、送粉系统等组成。首先在试件中进行多次熔覆试验,选出一组合理的工艺参数:激光功率为1600 W,扫描速度为6 mm/s,送粉速率为12 g/min,搭接率为50%。然后在MATLAB中编写等弧长的插补计算程序,并结合工艺试验调用仿真程序,模拟激光扫描路径如图3所示。采用螺旋径向扫描方式对缸筒内壁进行激光熔覆。通过对缸筒内壁进行激光熔覆,得到的形貌图如图4所示。通过观察分析可见,熔覆层组织结构致密,表面光滑,没有明显的宏观裂纹与气孔出现,形貌较好。

图3 激光扫描路径
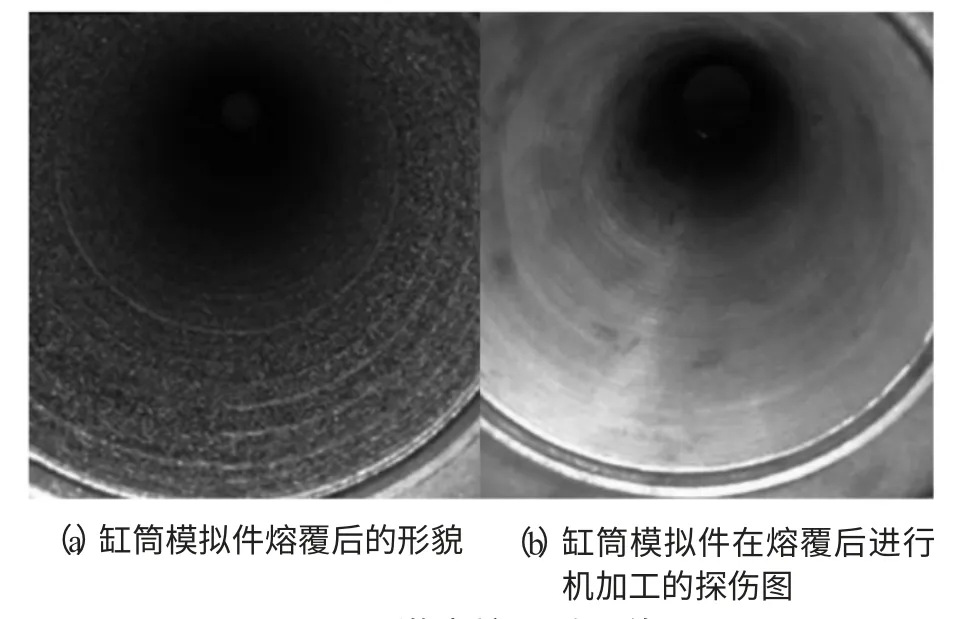
图4 激光熔覆后形貌
4 结 论
1)通过对激光熔覆在普通轴类零件的应用分析,得出在缸筒内壁中进行激光熔覆技术是可行的。2)为了得到形貌较好的熔覆层,提出一种面向激光熔覆再制造的NURBS曲线等弧长插补方法。3)对于熔覆后形貌的分析表明,在激光功率为1600 W、扫描速度为6 mm/s、送粉速率为12 g/min、搭接率50%下制备的熔覆层组织结构致密无缺陷,证明NURBS曲线等弧长插补方法是一种可行的轨迹规划方法。
