基于西门子s7200的铝箔纸自动拼接设计
2020-09-07尹大鹏
尹大鹏
摘 要: 现阶段,我国烟草行业发展迅速,其作为我国的重点行业之一,为我国经济增长起到了推动作用。在卷烟生产包装中,GD系列的包装机没有铝箔纸自动拼接功能,手动操作拼接方式降低了烟草生产效率。基于此,为提高卷烟包装作业效率。本文就西门子S7200下的铝箔纸自动拼接展开研究,首先阐述了铝箔纸自动拼接的必要性,其次对其实现进行了分析。
关键词: S7200;拼接装置;发展状况
【中图分类号】TP27 【文献标识码】A 【文章编号】1674-3733(2020)22-0201-01
现阶段,我国有些烟草企业采用的包装机主要为ZB45硬盒包装机组,是上海烟草机械有限责任公司以GDX2为原型机自主生产的,不具备铝箔纸自动拼接功能,当出现铝箔纸用尽或者铝箔纸在生产中断裂的情况时,需要操作工停止机组运行,进行一系列手动拼接操作,操作流程复杂,人工投入量大,影响到设备的作业整体效率。因此,为了满足当前市场需求,本研究就西门子S7200控制系统开发铝箔纸自动拼接,使包装机能够自动、实时更换铝箔纸,并剔出拼接头,提高生产效率和质量。
1 铝箔纸自动拼接装置概述
1.1 功能和要求
根据统计数据,熟练的操作工手动更换铝箔纸时,平均用时15s/次,对设备的有效作业率影响达到1.04%,停机下,手动拼接会导致设备作业率下降。因此,必须要开发自动拼接装置,减少操作工劳动强度,减少停机次数,提高设备有效作业效率,进而提高产量。
ZB45包装机组使用的电气控制系统是由GD公司自主研发设计的MICROII微机控制系统,整个控制过程由一台80486计算机处理,采用GDL语言编程,系统稳定可靠。因为不能对原机的程序做修改,所以采用西门子PLC作为独立外挂控制单元,获取原机的铝箔纸断裂或铝箔纸用尽的信号,模仿手动拼接的人工流程来实现自动拼接[1]。机械部分则需要加入气缸、电磁阀、连接附件等,实现切纸动作。
1.2 装置运行步骤
装料装置通过电磁离合器同主传动相结合,随着包装流程将铝箔纸牵引出来,压纹辊会在铝箔纸上印上压纹,通过毛毡润滑铝箔纸,基于两个单向导纸辊,铝箔纸会进到压纸轮中,之后通过压筋更加坚挺,而凹凸轮下的导纸会进行切割。之后铝箔纸通过吸风皮带、加速轮进入到一、二轮接纸处,汇总一轮烟组,推送到二轮盒模中,铝箔纸两边折叠,该工位进行短边折叠,二轮旋转烟盒到下一工位,折叠器会将铝箔纸进行全部折叠,之后从二轮进入到三轮,三轮中的剔除器会剔除掉质量差的烟包,之后进入到四轮装内框纸,进入五号轮包装商标纸,经过六号轮整形、七号轮烘干从八号轮输出后最终成型[2]。
2 西门子S7200控制下铝箔纸自动拼接设计实现
S7-200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能,因此S7-200系列具有极高的性能/价格比。根据需求选用的 224型PLC具有14个输入点和10个输出点,具备中断处理功能,内置6个30KHZ高速计数器,可编程并具有复位输入,2个独立的输入端可同时作加、减计数,可连接两个相位差为90°的A/B相增量编码器,允许以极快的速度对脉冲信号作出响应。
2.1 工作原理
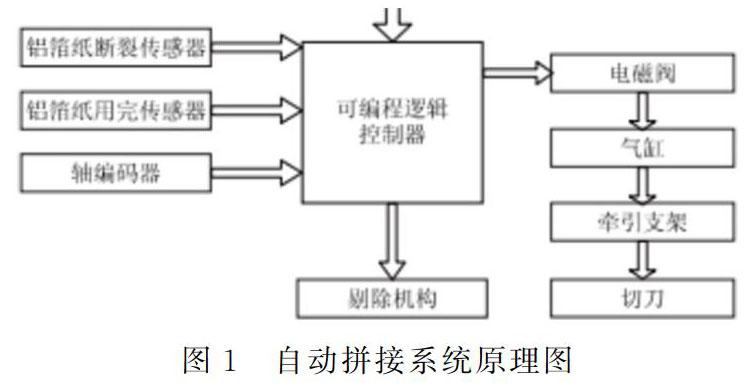
见图1,其为自动拼接系统原理图。西门子S7200作为主控制器,铝箔纸断裂传感器和铝箔纸用尽传感器的信号引入PLC的数字量输入点,判断当前铝箔纸的运行情况;轴编码器的信号接入PLC的高速计数器输入点,进而判定机器速度和实时角度,并计算拼接烟包的剔除工位;通过PLC的模拟电位器可以设置拼接的降速时间、拼接时刻等;电磁阀、切刀等作为切纸机构,当拼接信号出现,PLC控制机组减速,待速度稳定后,电磁阀驱动气缸运行,利用牵引支架,气缸带动切刀,切断即将用尽的铝箔纸,并驱动另一卷铝箔纸运行,进而实现自动拼接[4]。
这种铝箔纸自动拼接设计同时还具有提示和剔废功能,检测单元能够对备用铝箔纸是否就绪进行监控,在备用纸盘未就绪时将命令发送给信号指示单元,根据信号灯的闪烁情况,工作人员来判断铝箔纸更换情况即可;在铝箔纸拼接完成后,程序内部对含有拼接部分的不合格烟包进行移位处理,到达剔除工位后,发送给主机2个剔除信号,将不合格烟包剔除。
2.2 拼接试验
首先,进行手动拼接试验。停机后用金属物体对铝箔纸进行断裂检测感应,手工转动机组到拼接位置,压合切刀将旧纸卷切断,按下复位按钮后另一边铝箔纸开始被输送机构放卷使用。然后进行自动拼接试验,在机组高速运行时,人工触发铝箔纸用尽或铝箔纸断裂检测器,PLC会控制主机自动降速,待机组速度稳定后,到达拼接位置,切刀自动切断旧纸卷,新铝箔纸盘同时投入运行,铝箔纸拼接头缺陷烟包会自动剔除掉[5]。最后,进行拼接位置调整试验,通过调整PLC1号电位器,能够控制机组切割出的是完整的一张铝箔纸,不会出现短纸或缺纸的现象。
结束语:通过实际应用和试验发现,西门子S7200下的铝箔纸自动拼接设计包装机相较于原有包装机的手动拼接流程而言,其操作简便,无须特别培训,操作工的工作强度有所下降,单机产量明显上升,作业效率也明显提升。本設计的主控制器与主机电控系统是独立的,其不会影响主机控制系统的运行,能够实现独立运行,不良影响小。
参考文献
[1] 刘贺阳,张建勋,孙天发,等.GDX1包装机组铝箔纸自动拼接系统的设计应用[J].烟草科技,2010,000(002):20-22.
[2] 冯玉.基于GDLanguage的铝箔纸自动拼接控制分析[J].机电工程技术,2009.
[3] 肖二凯,张振华.BE机铝箔纸用尽检测装置改造[J].工程技术(文摘版),2016(9):00298-00298.
[4] S7-200可编程控制器系统手册.
