降低某车型前门开关安装面板脱落故障率
2020-09-06余李辉王明和
余李辉 王明和


摘 要:汽车车窗开关是汽车使用过程中最为常用的功能,前门的车窗开关使用频率远高于后门。因此,前门车窗开关功能的耐久性非常重要,安装前门车窗开关的前门扶手开关面板更是重中之重。车窗开关出现故障,易引起车窗无法升降,影响用户的使用体验,在极端情况下也可能影响驾乘安全。为此,我们通过全面收集制造过程及售后市场反馈数据,调查验证故障原因,获取最佳解决方案,实施后彻底消除故障,降低用户不好的用车体验。
关键词:前门开关面板;脱落;卡滞
1 绪论
上汽通用五菱汽车股份有限公司的产品在微车领域是最受欢迎的车型,其开发的某车型是符合国际安全与环保标准、具有高技术和高品质的微型车。根据近期售后数据显示,公司某车型前门开关面板售后IPTV存在明显的上扬趋势,故障车只能通过更换开关面板解决。为降低市场维修故障,提升用户满意度,针对该售后问题成立专题小组进行攻关解决,为公司产品质量的可靠性保驾护航。
2 问题现象
根据公司售后市场数据反馈,某车型前门开关面板维修频次高,严重影响售后IPTV质量表现,增加售后维修成本,同时降低客户满意度。
专题小组成员对售后维修数据进行分析,对维修换件44个故障件进行分类统计,发现某车型前门开关卡滞在售后维修过程中主要存在以下几个故障模式(见表1)。
售后故障表现主要集中在开关脱落和变形,占比达到84.91%。对售后维修故障车里程分布及区域分布进行分析,得出故障模式维修车辆绝大多数是在短里程,零件属于三包期内的。
3 问题分析
经过现场故障分析、分组讨论,利用鱼骨图工具,专题小组成员找到了以下6个末端因素(见图1):
4 测试和验证
4.1 员工SOS操作情况:
对现场两个班次员工操作进行现场抽查(每次5台),现场未发现有员工不按要求操作的现象,操作均符合SOS标准化操作要求,记录如表2所示:
结论:发现所有员工都能按照SOS进行操作,没有违规现象。员工操作不是影响此问题的关键因数。
4.2 开关面板注塑工艺保压时间:
查看前门开关面板工艺参数记录表,调查发现注塑工艺未进行更改,注塑压力、保压时间与标准相符。现场抽查保压时间参数,每天随机抽查3次,记录如表3所示。
结论:通过工艺对比和抽查结果可以看出,前门开关安装面板注塑工艺参数符合标准,注塑压力、保压时间与标准相符,不是影响此问题的关键因数。
4.3 材料性能不符合标准:
对故障件及上安装装饰板所使用的塑料牌号不同生产批次原材料进行性能检测,主要检测原材料的拉伸强度、断裂伸长率、弯曲强度、弯曲模量、熔体指数、密度、缺口冲击、热变形温度。
结论:材料性能均符合标准要求,不是影响此问题的关键因数。
4.4 面板在卡脚处无加强筋
根据长条形外观件设计规范,零件易变形处背部要有加强筋。对数据及零件检查,发现前门开关上安装板大面背部已有加强筋。
结论:开关安装面板在卡脚处已有加强筋,不是影响此问题的关键因数。
4.5 相关技术要求不完善
对零件图纸进行核对检查,开关面板图纸仅对面板与前门封板匹配尺寸进行规范,对开关面板卡脚尺寸无相应描述,详细见图2。
结论:图纸未对卡脚尺寸进行规定,供应商无法对该处尺寸进行监控,相关技术要求不完善为主要影响因素。
4.6 玻璃升降开关尺寸:
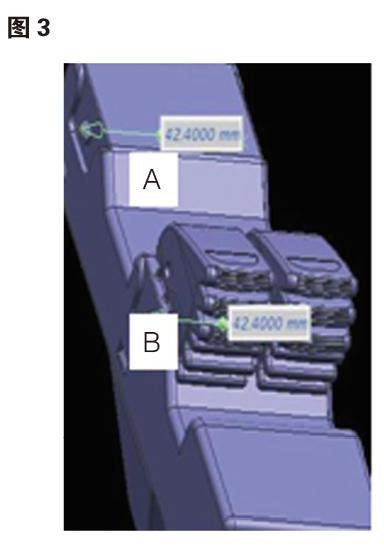
查看数模上开关卡脚尺寸为42.4mm,对开关卡脚尺寸进行测量及零件检查,开关卡脚尺寸均符合标准,详细数据见图3及表4。
结论:开关卡脚尺寸符合标准,不是影响该问题主要因素。
通过以上各因素的一一确认,找出前门开关面板故障的主要原因:开关面板相关技术要求不完善。
5 对策制定
① GD&T图更新,增加开关面板卡脚间距尺寸公差要求
② 供应商在前门开关面板检具增加卡脚检具测量模拟块;
开关面板图纸上增加开关与面板升降器开关150N脱离力要求;
5.1 效果跟踪
增加开关面板相关技术要求后,测量开关面板卡脚开口宽度并进行日常监控。攻关小组再次对开关面板卡脚距离检测合格零件进行测量,面板尺寸符合公差要求。说明对策有效。
措施实施之后,持续跟踪该车型售后维修数据表现,IPTV值降幅明显,达到预期的目標值,说明措施有效。
6 结论
通过充分调查、分析、验证,发现造成该车型前门开关面板脱落卡滞故障的根本原因是开关面板相关技术要求不完善。找到问题根源后,制定有效措施,及时整改,长期跟踪后发现故障消失,措施制定有效。从根源避免故障车流入客户手中,防止客户因为前门开关面板故障问题影响到用户的用车体验及驾乘安全。
参考文献:
[1]史文库,姚为民.汽车构造(下册)第六版[M],人民交通出版社.2013.6.
[2]汽车工程手册.1,基础理论篇[M]/日本自动车技术汇编;中国汽车工程学会组译,北京理工大学出版社,2010.12.
[3]汽车修理工:中级[M]/中国就业培训技术指导中心组编写.-2版.中国劳动社会保障出版社,2008.
