一种前围板柔性定位抓手的设计探讨
2020-09-06刘参参冯志鹏樊水晶
刘参参 冯志鹏 樊水晶


摘 要:以前围板柔性定位抓手为设计对象,在智能制造、柔性制造背景下,通过识别和分析抓手设计需求,确定抓手设计的功能,探讨抓手组件设计及动作顺序,为局部零件总成的柔性化焊装设备开发提供借鉴经验。
关键词:前围板;抓手;柔性;定位;设计
1 引言
在“中国制造2025”推动下,智能制造、柔性制造已经深入到汽车制造各个环节。智能制造具有代表性的是工业机器人,依据其高精度、高效率、可编程性、能在恶劣环境工作等特点应用广泛,成为现代汽车工业技术实力的体现。同时随着汽车多元化、个性化的产品市场需求不断拓展延伸,汽车产品的更新换代速度日益加快,市场竞争日益激烈。这也造成汽车主机厂白车身制造领域焊装投资费用的增加,使得焊装规划越来越重视车身制造的柔性化。小批量、多品种的柔性制造逐渐取替传统大规模生产。智能制造、柔性制造在不确定因素较多、多元化需求丰富的市场环境中帮助企业实现长期可持续发展,抵御外部市场接踵而来的风险因素。
2 前围板柔性定位抓手的需求
前围板总成是指发动机舱与汽车驾驶室之间的隔板总成,它和地板、前立柱联接。安装在前围上盖板之下,它保证整车车身扭转、弯曲强度和整车耐久结构强度,起到驾驶室的密封以及安装、支撑发动机舱相关零件的作用。前围板总成是薄壁金属空间曲面覆盖件,形状复杂,刚性差易变形。为了保证前围板焊装质量,提高焊装效率,稳定焊装尺寸,满足智能制造、柔性制造的需求,我们需要设计一种机器人抓取、搬运、定位、焊装汽车前围板的柔性抓手。
基于使用机器人机械抓手,就是将抓手作为抓取搬运工装,同时也作为定位工装。以满足前围板车型柔性制造工艺需求、满足前围板白车身尺寸定位精度需求。前围板柔性焊装抓手的功能需求设计主要体现为以下方面。
(1)抓手焊装与柔性需求:抓手能实现将前围板从上件台上抓取、定位、夹持、搬运基本功能,同时抓手需要一键自动切换,满足不同车型的快速柔性生产。
(2)抓手的定位精度需求:通过机器人末端执行器精度分析,需要线旁设备对抓手进行二次精准定位夹紧,提升前围板的焊装质量。
(3)抓手对前轮罩焊装定位需求:抓手需同时对与前围板搭接的前轮罩进行定位,这样前围板、左右前轮罩焊装设备统一、定位基准相同,有助于白车身尺寸合格率提升,也有利于工装设备的柔性能力增强。
(4)前围板抓手脱离需求:抓手从Home位-抓件-焊装-脱离-回Home位,是一个完整循环。焊装完成后,抓手要脱离已经焊装完成的前围板零件,即抓手上定位销、抓手对接定位销能实现脱销。这需要左右前轮罩、左右前围板主定位、抓手对接定位销都能实现伸缩或者滑移脱销。
(5)线旁对接定位工装柔性需求:满足长短不同车型的前围板抓手柔性。
3 前围板柔性定位抓手组件设计
前围板抓手设计主要组件有:抓手框架设计、抓手对接定位工装设计、前围板与轮罩定位设计。
3.1 抓手框架设计
抓手框架是基础部分,是抓手与机器人端的联接,其它功能单元的承载。从结构强度到设计轻量化,从足够的夹持、定位到有满足机器人焊接的通道空间,前围板抓手框架根据设计需要优先选择方钢焊接式框架。框架上设计安装换枪盘工具端安装部分,抓手与机器人结合、脱离切换通过换枪盘实现。
3.2 抓手对接定位设计
工业机器人绝对定位精度较低,一般在±0.3mm以上;重复定位精度较高,一般在±0.05mm左右。前围板抓手利用机器人的高重复定位精度优势,补足绝对定位精度,满足前围板抓手的尺寸定位需求。使用线旁对接工装对抓手进行精准定位,抓手线旁分布三组对接定位销,抓手上分布三组与之对应的对接工装。设计对接销直径比对接工装直径小0.15mm。通过线旁对接工装定位,使得机器人末端抓手达到前围板定位精度要求。对接定位销要设计成伸缩销,以满足焊装完成后抓手顺利从对接定位工装上脱离。
将线旁一侧对接定位做成滑轨滑移,具有长短两个对接位对抓手定位,避免线旁对接工装与不同车型零件本体的干涉,提升工装设备柔性能力。
3.3 前圍板与轮罩定位设计
前围板、前轮罩各有左右两个主定位孔。需要两个定位销进行X向前围板定位,两个定位销进行Z向前轮罩定位。定位销都设计成伸缩销,目的是焊装完成后脱销,抓手从零件上脱离。在实际应用中,前围板两个定位销设计成滑轨滑移式,实践证明这样设备定位更稳定,重复定位精度也更高。需要注意的是定位抓手进行三坐标测量时,需要抓手被对接定位、夹紧状态,三坐标从线旁拼台建标,进行抓手工装测量调整。
4 前围板柔性定位抓手的结构和动作顺序
如图1所示前围板柔性定位抓手结构示意图,抓手主要由1-焊枪盘切换安全插销、2-抓手对接定位、3-前轮罩伸缩定位销、4-前围板定位抓手框架、5-检测接近开关、6-前围板滑移伸缩定位勾销、7-前围板翻边定位夹紧、8-换枪盘工具端安装部分、9-气控和电控组件等组成。
车型切换时,在焊枪盘安全切换插销插入到位情况下,机器人通过换枪盘柔性切换不同车型的前围板定位抓手。切换完成后,机器人将抓手移动到上件工位,前围板检测开关检测到工件到位,两个前围板滑移伸缩定位勾销伸出对前围板进行定位,同时通过前围板翻边定位夹紧,前围板被定位且夹持稳固。
抓手将工件搬运至焊接工位,线旁对接定位对抓手进行精准定位。如图2所示前围板柔性定位抓手对接定位结构示意图,对接定位主要由10-抓手上对接定位部分、11-抓手到位检测开关、12-对接定位销、13-对接定位销伸缩气缸、14-对接夹紧气缸、15-线旁对接工装安装座等组成。抓手到位检测开关检测抓手到位后,对接定位销销伸出对抓手进行定位,对接夹紧气缸夹紧固定。前轮罩伸缩定位销伸出对前车体左右前轮罩进行定位。
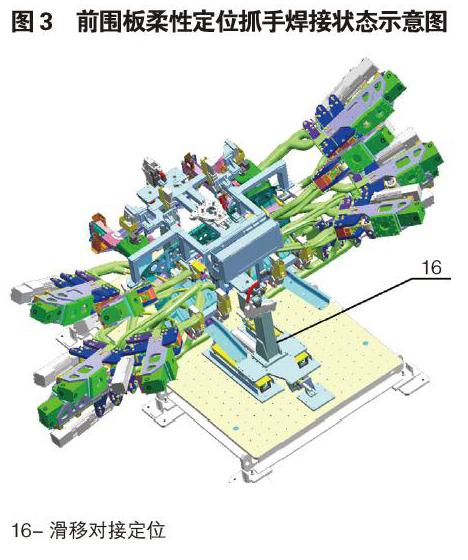
如图3所示前围板柔性定位抓手焊接状态示意图,前围板被定位在焊装位置,焊枪机器人进去焊接。等焊接机器人焊接完成后线旁对接定位销缩回,夹紧打开。左右前轮罩销缩回,左右前围板主定位销缩回,前围板翻边定位夹紧全部打开,机器人搬运抓手离开回到Home位,进行下一次工作顺序的往复循环。需要说明的是,抓手线旁对接定位设计成滑移结构,是为了不同平台车型的导入,增大车型导入柔性空间能力。
5 结束语
笔者设计的前围板柔性定位抓手结构紧凑合理, 能满足前围板、前轮罩定位精度需求,能实现车间车型切换时间与人员操作安全要求。抓手定位精度高,柔性切换效果好,适合推广使用。
同时笔者认为探讨焊装线局部零件总成柔性定位抓手的设计,能为以后局部零件总成的柔性化焊装设备开发提供借鉴经验。
参考文献:
[1]谢贵山.乘用车前隔板总成零件设计开发概述[J].企业科技与发展.2012(7):39—41.
[2]周江奇,覃鑫,沈永飞.焊装线小总成上线定位柔性技术研究[J].机械工程师,2016(1):116-118.
[3] 冯志鹏,张涛,陈周生.一种柔性车型的门槛内板抓手和对接工装定位系统[J].科技创新与应用,2019,(31):109-111.
