浅析沙特阿美站场项目中的法兰紧固施工
2020-09-04梁立国荆国防
梁立国,边 晨,杨 明,荆国防
中国石油管道局工程有限公司,河北 廊坊
1. 引言
沙特阿美公司是沙特阿拉伯油气资源主要开发运营商,拥有约130 多个油气田,其油气田地面建设及油气管道施工市场非常广阔。随着“一带一路”战略的实施,中资企业在沙特的油气田施工市场也将迅速扩张。
法兰螺栓连接是石油化工中广泛使用的连接形式之一[1],目前,在沙特阿美的站场改扩建和新建施工中,更倾向于用法兰连接形式代替焊接形式,在一定程度上增加了工艺连接的灵活性,同时,也增加了法兰管理的数量和难度。另外,法兰连接施工的质量直接影响到运行的安全,是整个施工中最为重要施工工序之一。
法兰螺栓连接在沙特阿美公司的站场施工中广泛应用,在沙特阿美公司哈拉德项目的输气站内,2 inch 及2 inch 以上的阀门均采用法兰连接。以沙特FFP 项目为例,仅南部的7 个远端输气站(remote header)涉及的法兰尺寸从2 英寸到48 英寸共计14 种,螺栓尺寸和型号共计58 种,法兰紧固近5000 组,大小螺栓近45,000 条。因此,在站场施工中,法兰管理尤为重要,将直接影响投产是否成功。
2. 概述
法兰主要用于管端或设备之间的连接,两个法兰片之间用垫片(衬垫)连接。法兰管理指对法兰片的保管、焊接装配、螺栓紧固、现场检查、挂牌和资料编制等活动的总称,在预制、安装施工、试运行和运行阶段范围内实行全过程管理[2]。
目前,管道法兰主要有两种国际标准,即以德国DIN (包括前苏联)为代表的欧洲管法兰系统和以美国ANSI/ASME 管法兰为代表的美国管法兰系统。另外,日本也有JIS 管法兰。沙特阿美公司的站场施工和设计,主要采用的是美国的ASME 标准(ASME B16.5 及ASME B16.47)。
法兰紧固(螺栓紧固)是采用合适的工具,将利用螺栓的张力将法兰和垫片面贴合在一起,从而起到密封作用,将管道或管件连接起来,常用的方法有力矩紧固法和拉伸紧固法。本项目采用的是力矩紧固法,主要紧固工具包括常规扳手、扭矩扳手和液压扭矩扳手。
3. 力矩的确定
3.1. 螺栓的张力
1) 螺栓张力的定义
制造螺栓和螺母的钢具有固有的“弹性”,即可以在两点之间拉伸,而施加在螺栓中的张力则作为夹持力来保持螺栓组件一起,而又不至于超过其“屈服强度极限”。
通过扭动螺母,使两个螺母和构件之间产生加持力,根据作用力与反作用力相等的物理原则,可知,螺栓受到的拉力大小等于加持力,而我们常说的张力就是螺栓杆承受的拉力(见图1)。

Figure 1. Diagram of tension 图1. 张力示意图
2) 张力的确定
为了使螺栓恰好将紧固件固定(夹紧)在一起,而不至于松动,螺栓必须具备承受足够张力的能力。根据胡克定律,螺栓的弹性模量E 一定,所受的应力σ 和应变ε 成正比:σ = Eε。
由于张力F 和应力σ 是正比例关系,因此,张力F 不得使螺栓的应力σ 超过屈服极限,考虑安全系数及经验,张力一般取弹性极限的40%至70%。
3) 张力不合理的危害
张力太小:拧得不够紧的螺纹紧固件可能会松动并分开,从而导致在配合部分之间产生“剪切力”,从而可能会将螺栓切成两半。紧固件松动还可能导致周围机械零件进一步机械松动,从而导致不必要的振动和磨损。
张力太大:拧的太紧,紧固件可能会损坏螺栓连接的组件,导致螺栓和/或螺母变形,从而导致紧固件超过其弹性极限而失去张力。
3.2. 螺栓的扭矩
1) 螺栓扭矩的定义
根据物理定义,力矩是指作用力使物体绕着转动轴或支点转动的趋向,其大小等于力和力臂的乘积:M = F × L。
对于螺栓来说,扭矩定义为施加在螺母或螺栓头上的旋转力或扭转力,它是两个测量值(即力和距离)的乘积(见图2):
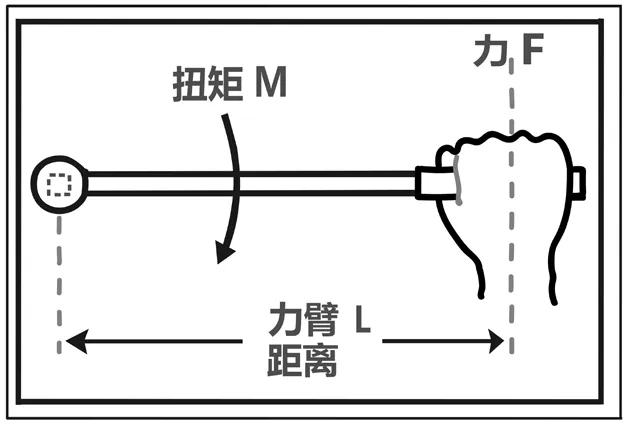
Figure 2. Diagram of torque 图2. 扭矩示意图
2) 施加扭矩的方式
将扭矩施加到螺纹紧固件中的两种最常见的方法:
a. 利用手动或电动类型的扭矩扳手将扭矩施加到螺纹紧固件上(见图3)。

Figure 3. Diagram of torque applying 图3. 扭矩施加示意图
b. 螺栓张紧器的液压张紧装置将直接张力施加到紧固件上(见图4)。
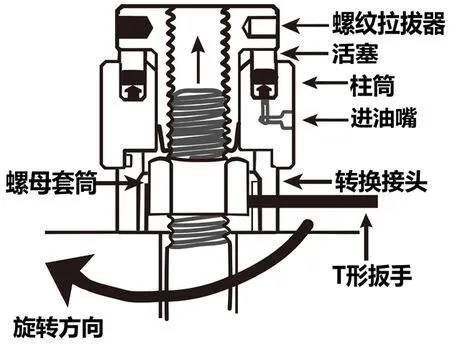
Figure 4. Diagram of tensioner applying 图4. 张紧器施加示意图
3) 扭矩的确定原则
螺栓的扭矩主要取决于两个方面,一个是螺栓本身的屈服强度极限,一般情况下螺栓的设计扭矩值只达到强度极限的40%~70%;另一方面是垫片的承受能力,力矩过大会使垫片破,力矩过小会使受压后的垫片残余应力达不到密封比压力,导致密封面泄漏[1]。因此,螺栓的扭矩是施工过程中最为重要的问题。
根据施工经验及施工规范,本项目工艺安装采用的高强螺栓扭矩应满足表1 规定:
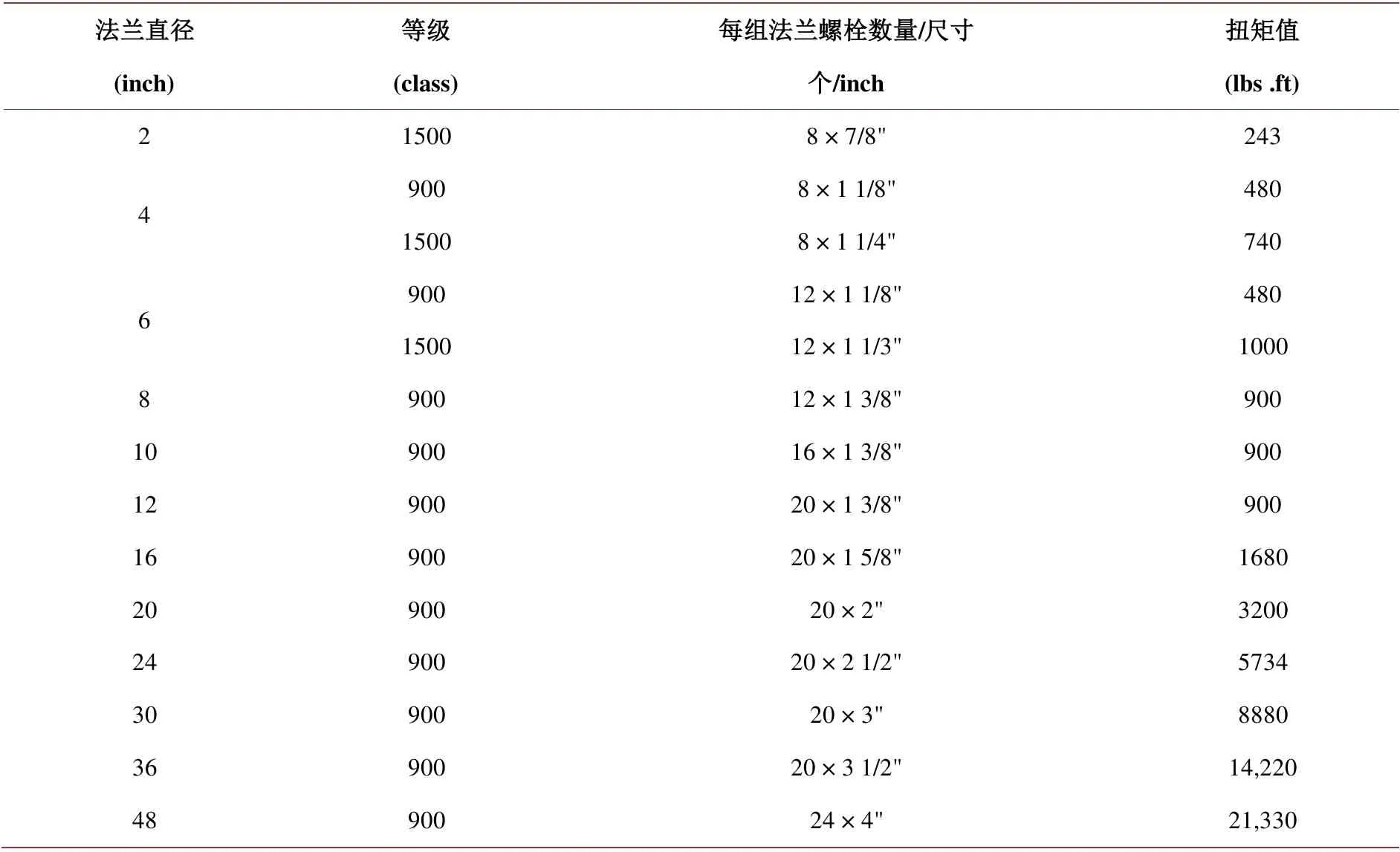
Table 1. The list of high-strength bolt torque 表1. 高强螺栓扭矩表
4. 工具选择
目前,在法兰紧固施工中,常用的工具基本分为3 类:
1) 普通扳手;
2) 扭矩扳手(分为手动扭矩扳手和液压扭矩扳手);
3) 可控液压螺栓拉伸器。
管道站场的工艺管线设计压力一般比较高,法兰和螺栓的强度比较高,对扭矩的要求比较严格,采用普通扳手不能满足施工要求,而可控液压螺栓拉伸器效率比较低,而且施工时,受螺杆长度的限制,因此,一般均采用扭矩扳手进行螺栓紧固。
根据水压试压和试运行的经验,以及螺栓扭矩值的要求,一般选用扭矩扳手原则如下:
1) 当螺栓尺寸不大于1 英寸,可以采用手动扭矩扳手进行螺栓紧固。
2) 当螺栓尺寸在1 英寸和1 3/8 英寸之间,可以采用手动扭矩扳手进行前两遍紧固,最后两遍采用液压扳手。
3) 当螺栓尺寸大于1 3/8 英寸且小于4 英寸,必须采用液压扳手进行紧固。
5. 法兰紧固施工步骤
5.1. 法兰紧固施工准备
1) 法兰紧固之前,需要认真核对法兰、管件型号、批号、材质以及等级等,确保现场安装符合图纸和设计要求。
2) 注意区分不同垫片能够承受的力矩值,合金钢垫片和绝缘垫片的扭矩值有着很大的区别,防止扭矩值过大而损伤垫片,导致密封失效。
3) 检查法兰面、垫片无油污、水等杂质,垫片无划痕,凿槽,毛刺以及变形等缺陷。
4) 检查螺栓的等级、尺寸,是否有损坏、腐蚀、生锈、毛刺,以及适用性和兼容性。
5) 检查螺栓的螺纹啮合度,不得使用修复过的螺栓。
5.2. 选用润滑剂
在施工过程中,通常需要对螺栓及螺母采取涂抹润滑剂(二硫化钼)的方法来降低摩擦系数,润滑剂品牌的选择直接影响力矩的大小,也会影响螺栓紧固的质量和工效。在沙特阿美项目,采用的是涂防腐漆的螺栓,根据施工经验,当螺栓直径小于2 英寸时,带防腐漆的螺栓不需要涂抹润滑剂,计算扭矩时,摩擦系数按0.11 计算,当螺栓直径大于2 英寸时,需要辅助润滑剂进行紧固。
5.3. 安装垫片和螺栓
1) 首先,根据图纸选用正确的垫片。
2) 采用法兰扩张器,将法兰片撑开,放置垫片,缓慢放开法兰扩张器。RJ 面的法兰要保证垫片正好嵌在凹槽内,RF 面的缠绕垫片,需保证金属缠绕部分与法兰面对正。
3) 选用合适的螺栓,将螺栓涂刷润滑剂,并放进螺栓孔内。
4) 检查法兰安装误差,其误差值应满足要求(见图5)。
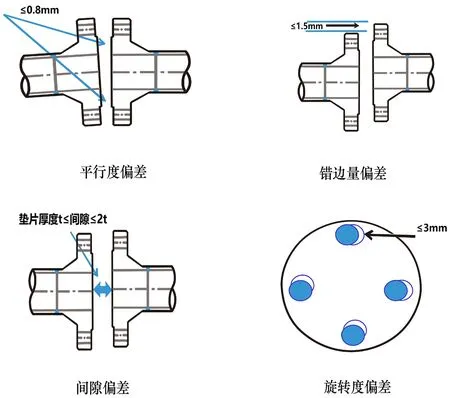
Figure 5. The deviation of flange installation 图5. 法兰安装误差
5.4. 螺栓紧固
为了保证紧固过程中整个法兰面受力均匀,一般采用“十字线”法,对法兰进行对角紧固(见图6)。
紧固过程不允许一次紧固到位,需要分次进行[2]:
第一遍:施加30%的扭矩力;
第二遍:施加60%的扭矩力;
第三遍:施加100%的扭矩力;
第四遍:使用100%的扭矩力,沿顺时针方向逐一对所有螺栓进行紧固,以验证所需要的扭矩力是否已被均匀的施加到每个螺栓,最终扭矩值与设定扭矩值的偏差必须小于5%。

Figure 6. The sequence of flange tightening 图6. 法兰紧固顺序
5.5. 记录与标识
螺栓紧固完成后,应及时进行记录与标识。
1) 按质量记录表格,认真填写法兰紧固的日期,人员,力矩值等信息。
2) 在每个螺栓上采用“十”字标识或“一”字标识。
3) 现场质检人员进行复核检查,在法兰面上标注检查日期,是否合格,并签名。
6. 常见质量问题
在法兰紧固施工中,主要有以下几种常见的质量问题:
1) 法兰面不平行,应力过大
造成该问题的重要原因是工艺管道安装的尺寸偏差较大,造成两个法兰面间隙过大或不平行。因此,在进行工艺管道安装前,应认真核对尺寸,法兰与工艺管焊接时,避免焊接变形过大。
2) 未按规定顺序进行螺栓紧固,导致法兰面整体受力不平衡
造成该问题的原因是,操作人员培训不到位。因此,在法兰紧固时,应首先进行培训,所有人员必须持证上岗,同时,也要加大过程监督的力度。
3) 未按规定涂抹润滑剂,或润滑剂不符合要求,导致螺栓的螺纹损坏
解决该问题的方法,主要是及时采购合格的润滑剂,并对现场人员进行培训,特别是超过2 英寸的螺栓,必须按规定涂刷润滑剂。
4) 紧固力矩过大或过小
导致该问题的出现的主要原因是液压扳手漏油或读数器不准,需要重新校验。因此,紧固工具必须在校验周期内,及时校验,如果发现有漏油等现象,及时进行维修,严禁“带病”使用。
7. 总结
随着油气化工行业施工技术和工艺技术的发展,越来越多的施工和生产活动采用法兰连接形式,对法兰连接施工,最核心的施工步骤就是法兰紧固。因此,了解法兰螺栓的力矩原理,选用合适的螺栓、确定力矩以及选用合适的紧固工具,能够延长工艺寿命,降低泄漏风险,提高施工效率,并最大限度地节约成本。
