火力发电厂流化床锅炉的磨损形式及防磨措施初探
2020-09-03赵振宇
赵振宇


摘 要:本文综述了流化床锅炉各部位的磨损形式,分析了其磨损形式,并提出了有效的防范措施,均具有一定的代表性,对解决火力发电厂流化床锅炉运行中出现的磨损问题有一定的参考意义。
关键词:流化床;磨损;贴壁流;涡流;浇注料
前言:由于循环流化床(CFB)锅炉具有的燃烧效率高,燃料适应性广,负荷调节范围大,启动时间短,有利于环保等优势,而备受青睐,在我国火电行业以及自备热电厂得到了迅速的推广使用,但是流化床锅炉所燃烧的物料属于颗粒状的,在炉内属于流化沸腾状态,因此锅炉内部各部位的磨损问题比较突出,严重制约了CFB锅炉长期安全稳定运行。本文就长期在440t/h及1020t/h流化床炉实际工程建设及检修工作中发现的各受热面的磨损状况进行了总结分析。
一、GFB锅炉磨损概况
CFB锅炉的磨损主要发生在:水冷壁、过热器、省煤器、空气预热器、风帽及浇注料。
1、水冷壁的磨损
水冷壁的磨损位置主要是:与卫燃带交界处;下部密相区;水冷壁对接焊缝处;四角缝;炉膛出口区域、看火孔浇注料相邻处;给煤及二次风口处;水冷壁壁上的凸起物处。
1.1水冷壁与卫燃带交界处及密相区的磨损
此位置磨损为流化床锅炉水冷壁常见磨损部位,且较难处理。因浇注料与水冷壁应火面不在同一水平线,导致水冷壁与浇注料结合部位有过渡错台,那么炉内燃烧的物料在流化状体下沿水冷壁面下降的物料流(即贴壁流流)在碰到凸起的浇注料时,会改变流向形成涡流,使与浇注料相接处的管壁受到磨损而形成凹沟,形如“八字胡”,时间久而久之,管壁会逐渐减薄导致泄露。
防范措施:方法一,将凹沟补焊磨平后,贴紧管壁加焊防磨盖板,但锅炉运行一定周期后,会发现盖板与水冷壁上部焊接缝被磨开,并逐渐下磨,直至磨尽甚至是焊接接缝处磨开以后会加速水冷壁的磨损速度,因此可以看出加装盖板的方法效果是有限的,还需要定期维护和修补(详见图一)。
方法二,目前新型的CFB锅炉采用了将水冷壁让管技术,使该处浇注料与水冷壁肋片形成上下一致的垂直平面,如图二:
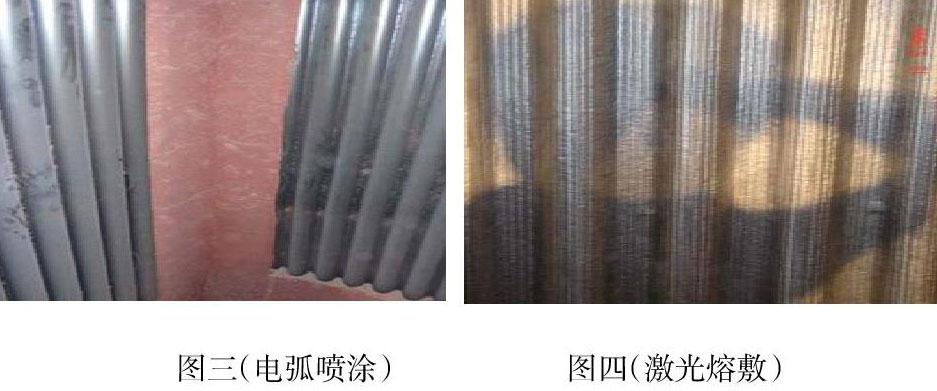
这样设计会使垂直向下的物料流沿壁面平直下滑,消除了局部涡流区,使磨损量大大减轻,甚至基本看不出磨损。打卫燃带时,在浇注料施工完毕后拆模板时,一定要检查浇注料与折弯上部水冷壁肋片过渡要平滑,不能出现台阶或渗浆造成的棱角,可趁浇注料尚未硬化前及时修理,运行一定周期后,要在卫燃带上涂刷一层防磨涂料,以增强耐磨效果。但是此交界处以上1-2m处于密相区,管壁磨损量相对较大,经过2-3年的运行,下部管壁可能减薄到 2.0-3.0mm(标准壁厚5mm-6mm),如果不采取措施,此区域管壁的大面积均匀减薄将达到不得不割换水冷壁的程度,及早预防大面积减薄的最好办法是采用电弧喷涂法(详见图三)或者是激光熔敷法(详见图四),在管壁上形成一层致密耐磨的合金涂层,可大大减轻交界处以上密相区水冷壁的磨损程度。
1.2水冷壁对接焊缝处的磨损
水冷壁的垂直度对磨损程度至关重要,任何倾斜和壁面凸起物都将带来严重的磨损。我们在一次测厚中,发现一根管子下部向内倾斜,结果管壁减薄程度(剩2mm)大大超过其它管子(平均剩4.1mm)管子对接焊缝的小凸台也会导致焊缝被磨平并使焊缝上部管壁轻微减薄。
在一次泄漏停炉检查中我们发现,安装公司为了水冷壁对接,将肋片割开,管口对接焊好后,再将肋片焊好,但留下了一道道垂直方向的焊瘤凸起带,使物料流沿焊瘤形成的沟槽向下冲刷管壁,使管壁减薄而泄漏。可见水冷壁垂直面上必须保证绝对平直光滑,才能有效避免局部磨损的发生,因此所有对接焊缝以及安装遗留焊点遗留凸起等部位必须打磨平整,不得有任何的凹陷和凸起现象。近年来随着CFB锅炉的容量和参数不断加大,各种防磨措施也是得到了实践性的考验,例如在水冷壁上设置足够宽度的防磨梁,沿炉膛高度方向设置几道防磨梁(可根据水冷壁的日常磨损情况确定设置几道),目前在防磨梁的形式有两种,第一种是传统的浇注料成型防磨梁,第二种是采用铸造成型的防磨导流板(现场拼接)如图五,可使物料的贴壁流远离管壁而使壁面冲刷磨损减轻,但磨损区域略为上移一段距离,仍有磨损,而且会明显降低物料与管子的对流辐射传热效果,从而降低了热负荷。
1.3 四角缝的磨损
水冷壁四角缝由于物料浓度相对较高,焊缝不平整焊道迸溅等因素,而出现局部磨损现象,因此每次停炉检查不可忽视四角缝的检查,要将焊缝打磨平整滑。
1.4与炉膛出口、看火孔浇注料相邻处的磨损、凸起物處的磨损
炉膛出口、看火孔的浇注料的边缘面应该刚好包覆水冷壁管子,这样可使物料流沿浇注料边缘面冲刷肋片,而不是冲刷相邻的管壁,浇注料施工时应注意这一点,一定要使浇注料边缘垂直平齐。由于水冷壁上的看火孔无甚用途,笔者建议:取消或减少看火孔的数量,拉直此处水冷壁。以消除局部涡流区。按照历次积累的经验,我们在CFB锅炉每运行3-4个月后例行检查,即搭脚手架至炉膛出口处,从上至下对水冷壁进行全面彻底的检查,每根管子都要摸查一遍,不放过任何凹沟和凸起。因为我们曾经因为锅炉安装公司遗留在水冷壁上的角铁头而出现了几次局部磨损泄漏停炉,犯了不该犯的错误。
因此,锅炉竣工后应认真检查。
1.5布风板与落渣管、给煤口接合处的磨损
CFB锅炉落渣管、给煤口由于高温和床料的磨损和来回膨胀,使其与布风板连焊处很容易开焊断裂,从而使渣料漏入风室,不但使一次风短路影响流化效果,而且落入风室的渣料小颗粒还容易堵塞风帽小孔。防治措施:每次停炉应注意检查,修补交接处断裂的落渣管;实践证明落渣管膨胀节膨胀量不够是交接处断裂的主要原因,我们采用在落渣管与水冷风室下层交接处膨胀节上再加一个金属波纹管膨胀节,彻底解决了断裂的问题。还可以在落渣管(风室段)上垂直方向焊上4-6道肋片,不但可增强落渣管散热效果,加热一次风,还可防止落渣管因受热不均产生的弯曲变形(油枪火焰直冲一侧),从而减轻与布风板焊接处的断裂程度。 另外:通过实际运行经验得知,给煤口易选择圆形给煤口,不建议采用方形给煤口,因为方形给煤口收膨胀影响变形比较突出,导致变形部位浇注料脱落致使处于硫化状态的物料磨损水冷壁管子
2、过热器管子的磨损
从旋风分离器中心筒出来的烟气会因惯性偏向过热器室顶棚,因此对过热器上部管子冲刷较重,一般在此处顶棚上设一道高30cm宽20cm的圈梁和在过热器上部加防磨护瓦来防护。但为了保险起见,我们在过热器下部也增设了防磨护瓦,另外,每次停炉要认真检查管排是否整齐而无错排出列的管子。为防止烟气走廊的形成,我们在管排中间插上几根水平的不锈钢铁板固定好,强制使管排整齐,并在磨损严重的前三排管子上加焊护瓦,有效的减轻了磨损情况。
3、省煤器管子的磨损
省煤器管系最上边两排一般设计有防磨护瓦,可有效地保护下面的管子,但由于烟气的折流冲刷,应注意第三排管子的磨损情况,一旦泄漏,只有将泄漏的管子堵死弃用。省煤器管系与联箱相连的穿墙管段都设计有直形护瓦,一般正常运行2-3年后,会有少数护瓦磨穿,甚至磨透管子而泄漏停炉,因此,应注意停炉时定期检查,及时补焊或更换护瓦。另外我们还遇到过这么一种磨损导致泄露停炉情况,由于弯头护帘过长,直接抵到穿墙管护瓦上,由于护帘的导向作用,烟气颗料径直冲刷穿墙管直形护瓦,以致磨穿护瓦和管壁而泄漏停炉,如图5。处理方法是:将如图所示护帘最下段割去,减轻其导流作用,在直形护瓦上再加焊一层护瓦,并定期检查即可。
4、空气预热器管子的磨损
卧式空预器管子上口都应加防磨套管,因为离管口以下300-400mm处为最大磨损点,磨损后会造成送风外逸,风量减少,影响燃烧。而有的锅炉厂只为其中的一组空预器管箱配带防磨套管,造成未配带防磨套管的空预管箱子的磨损,应注意检查是否有此现象,并及时补加套管。
5、风帽的磨损
由于风帽处于沸腾的床料激烈的摩擦中,因此磨损较为严重。CFB锅炉物料流动的一个特点是炉膛中心的物流上升速度较快,接触四周水冷壁的物料流速较慢,且沿壁面向下流动(即铁壁流)。上升中心流与下降环流在炉内形成"内循环",因此布风板边缘上的风帽朝向炉墙的一侧磨损相对偏重,且靠近下煤口和返料口处的风帽磨损更为严重些。笔者提出一个合理建议:在下煤口以下1米处将浇注料筑成一凸球状,使下落的煤粒碰溅到凸球处而扩散开,可以使煤粒扩散范围加大,有利于流化燃烧更充分。同时,使风帽磨损更均匀些。凸球还可阻止上窜火焰使煤结焦堵塞下煤口。在风帽类型的选择上,可以选用迷宫式钟罩型风帽,此种风帽对帽顶的冷却能力好,使用寿命明显延长。风帽顶形式最好采用子弹头式或菌状式。
6、浇注料的磨损
浇注料磨损最厉害的地方是炉膛出口至旋风筒之间的水平过渡烟道的顶棚和旋风筒的顶棚,往往被烟气冲刷成蜂窝状,很容易脱落。可以在此水平过渡烟道外侧炉墙上自行打开并砌筑一个小型人孔门,运行时用耐火砖堵死,检修时可通过此人孔门直接进入水平过渡烟道内对上述顶棚的浇注料进行修补,而无需搭架,顶棚如严重脱落的需编织不锈钢骨架用可塑料重砌。同时要注意检查中心筒的磨损情况和椭圆度情况,并及时清除筒壁上的挂渣,以保证良好的烟尘分离能力,从面减轻对尾部受热面的冲刷磨损。
安装时,中心筒的中心线与返料器中心线应重合,否则,中心的偏移将影响分离的效果,导致烟尘排出浓度增加,加大尾部受热面的磨损。
另外,为防止中心筒吊挂的上边缘变形(因重力、温度而向内收缩甚至断裂),在安装时应适当增加连接中心筒和八卦梁圆环的不锈钢带铁(材质:1Cr25Ni20Si2);中心筒内上部增加一道十字不锈钢支撑。在焊接不锈钢时,要注意不要错用焊条,应使用耐900-1100℃高温的A402焊条,焊后应保温退火。对埋在浇注料内的不锈钢网格,浇注前应涂刷δ=2mm的沥青,防止膨胀导致浇注层脱落。
7、影响磨损的另外几个因素
7.1 燃料的配比
劣质煤、煤矸石、掺炉渣及灰分大的煤,燃烧时烟气中灰浓度高,对受热面的磨损将增大,而且锅炉的热效率也相对较低,因此使用合适的煤种对磨损和热效率都有利。
7.2 颗粒度
当燃料颗粒度较大时,密相区燃烧份额增大,对风帽和下部水冷壁的磨损增加。 因此入炉煤颗粒度应当控制在6-10mm,8mm为宜。当燃用褐煤时,结合多个流化床工程循环灰粒径分布特点、补充床料种类和粒径分布特点等参数,提出补充床料种类和粒径分布,启动床料推荐的典型粒度为d99=3mm,d50=0.6mm
7.3 送风、引风
当燃料粒径一定时,风速增加,引风加大时,则烟气流速增加,密相区燃烧份额下降,对上部水冷壁磨损增加,因为磨损量与烟气流速的3.6次方成正比。
送、引风是一个相对稳定的平衡状态,使炉膛负压维持在-20—-100Pa,若引风过大,则烟气夹带颗粒浓度增大,增加尾部受热面的磨损。
二、结束语
总之,CFB锅炉的磨损问题经过我们多年来的摸索治理,泄漏事故率显著下降,使CFB锅炉的连续运行时间一般可以達到6个月,甚至更长(据目前可查数据,目前在役CFB机组连续安全稳定运行时间已超过330天),收到了良好的效果和经济效益,以上观点和经验仅供参考。
参考文献:
[1]循环流化床锅炉理论设计与运行,中国电力出版社 .
[2]循环流化床锅炉优化改造技术, 中国电力出版社 .
