大功率磁力泵技术瓶颈解决方法探讨
2020-09-02陈欣
陈欣
(浙江巨化股份有限公司电化厂, 浙江 衢州 324004)
1 简介
磁力传动泵也称磁力泵,系利用磁场穿透空气隙和非磁性介质的原理,在电动机带动永磁体联轴器外磁缸旋转时,通过磁性耦合带动与叶轮相联的永磁体内磁缸做同步旋转,实现了力矩的非接触式传递,将传统泵在轴密封部位加设轴封部件结构改为在两根同心轴间加设隔离套结构,将动密封转化为静密封,由于泵轴、内外磁缸被泵体、隔离套完全封闭,解决了输送介质的“跑、冒、滴、漏”等泄漏问题,消除了困扰化工企业多年泵送易燃、易爆、有毒、有害介质流程泵密封处容易泄漏的隐患,既保证了企业安全生产和职工身心健康,又满足了日益严峻的环保要求。
2 技术瓶颈
当前常规技术条件下,小功率驱动磁力泵(驱动功率≤30kW)应用日益广泛,但在大功率驱动磁力泵应用上仍存在两处技术瓶颈:一是涡流损耗问题,二是滑动轴承易损问题,这制约了大功率磁力泵在化工企业的推广。
2.1 涡流损耗
2.1.1 原因分析
磁力泵是利用永磁耦合实现无接触的动力扭矩传送。需在磁场气隙中安装一个承压壳体,将输送介质与大气物理隔开,使轴动密封变为静密封,该承压壳体俗称“隔离套”,其安装位置和工作条件决定了对材料的性能有特殊要求,如机械强度高、非铁磁性、高电阻率、耐腐蚀等。在常规材料中,并无满足全部条件的材料。目前大多采用非铁磁性和电阻率相对较高的金属材料,如奥氏体不锈钢、哈氏合金、钛合金等。
磁力泵工作时金属材质隔离套始终处于交变磁场中,会感应出涡电流,它是功率传递过程中的一种损耗,称为“涡流损耗”。
涡流损耗的经验计算公式为:PL=K×T×L×N2×Bg2×D3×M/R(式1)[1]
式中:PL—涡流损失;K—常数;T—壳体壁厚;L—磁化长度;N—转速;Bg—磁通量;D—隔离套平均直径;M—磁体组数;R—电阻率 。
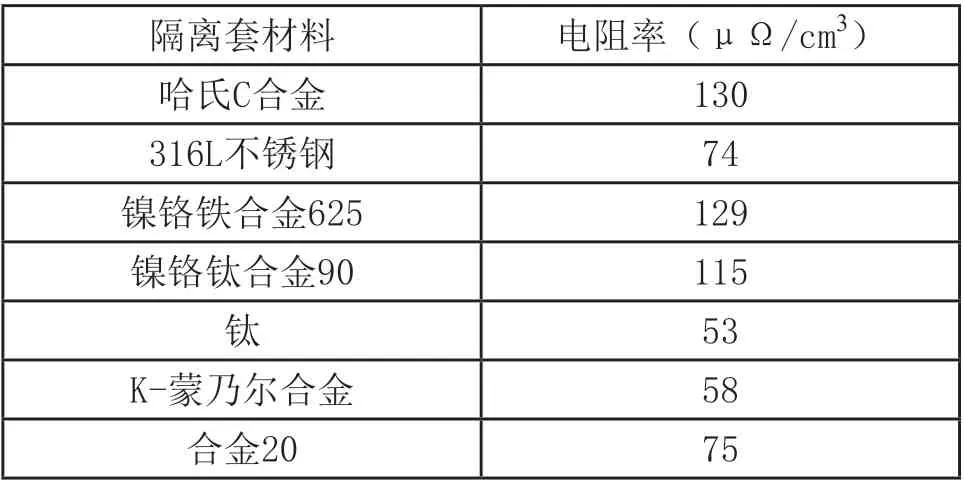
表1 常用金属材料的电阻率[2]
2.1.2 副作用
涡流损耗会降低磁力泵运转效率。小功率磁力泵(金属材质隔离套)是以牺牲效率来换取安全泵送。但在大功率驱动工况下(两种情况:高转速或大扭矩),涡流损耗会呈几何倍数上升。从公式1可以看出,高转速时,涡流损耗与转速的平方成正比;而大扭矩时,随着永磁联轴器内、外磁缸体积尺寸的增大,隔离套直径也同步增加,涡流损耗与隔离套平均直径的三次方成比例增大,效率则降到不可接受的程度,这是制约大功率磁力泵应用的主要技术瓶颈。
涡流损耗最终以焦耳热的形式耗散,金属材质隔离套持续温升,而产生的热量辐射传导至永磁体联轴器的内、外磁缸,若不加控制,最终会使永磁体产生不可逆退磁。通常利用所输送介质作为冲洗液在泵内额外建立一个内循环冲洗回路以配合对隔离套、内磁缸予以冲洗冷却。但这种冷却方式会带来多重副作用,例如:
①冲洗液换热后温度会上升,该股升温后的冲洗液通常回流至泵入口,恶化了泵的吸入条件。在有效汽蚀余量(NPSHa)较低以及小流量运行时,极易发生汽蚀;
②冲洗液的温升对易汽化或易聚合等介质工况不适用;
③冲洗回路必须始终保持通畅,故不适用于介质中含有固体颗粒的工况;
④若输送介质为强腐蚀性,温升会加大腐蚀速率;
⑤冲洗回流产生了额外的容积损失,这在涡流损耗较大的大功率驱动时显得尤为突出。
2.2 滑动轴承易损问题
2.2.1 主要原因
磁力泵的转子支承通常采用碳化硅材质滑动轴承,并依靠泵送的介质对其进行润滑。磁力泵故障集中表现为轴承损坏。故滑动轴承的可靠性是保证磁力泵连续运行寿命的关键因素。
滑动轴承本质上是一台粘滞泵(见图1),它依靠润滑液在轴颈旋转时由粘滞力在轴颈位移形成的楔形间隙内产生压力,在最小间隙处形成液膜,平衡矢量载荷,通常称之为“液体动压滑动轴承”。液膜的形成主要与三个参数有关:润滑液黏度Z—cp(0.03pa•s),转速N(r/min),轴承均压P—lb/in2(13.6bar),一般的经验是ZN/P值大于或等于30(0.44)才能形成液膜。液膜的形成与润滑液(所输送介质)的黏度和密度有关。另外由于矢量载荷是动态的,液膜的压力和方向也时刻变化,故液膜的厚度是随时在波动。
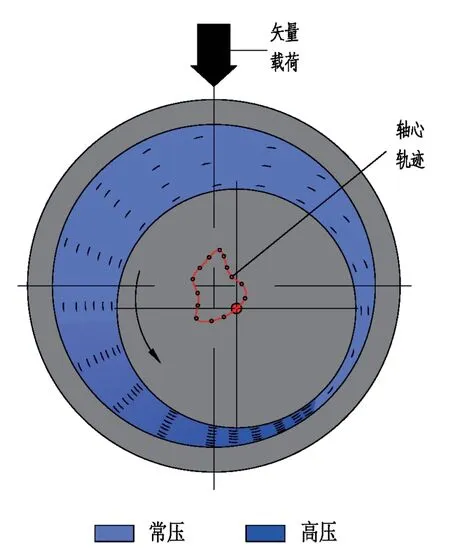
图1 滑动轴承工作原理示意图
化工行业泵送液体介质大部分具有低黏度特性,滑动轴承工作时所形成的液膜厚度很薄,在动态载荷作用时,液膜的破裂难以避免。在大功率驱动、轴承载荷相应增大(包括附加振动冲击载荷)的工况下,这种现象会更严重。此刻轴颈与轴承衬套的相对滑动对耦面直接接触摩擦,即轴承处于“边界润滑”状态,会产生磨损。滑动轴承“边界润滑”时对材料的磨损程度取决于材料的PV值特性,见表2。

表2 不同组配轴承材料的PV值[3]
符号说明:P—净载荷/投影面积(减开槽面积),psi;V—轴径或推力面平均直径处的速度,ft/min。
由表2可知,碳化硅/碳化硅的高PV值是磁力泵滑动轴承的优选组配材料。
2.2.2 其他影响因素
实际使用中还存在以下因素:
①由于加工及装配精度误差及滑动轴承固有的轴心位移等原因。滑动轴承运行时,颈向轴承(衬套)与轴颈(轴颈套)的轴心线以及推力轴承的对耦面难以保持绝对平行度,从而产生“轴承偏载”(见图2)。此时,随着大功率驱动时的载荷增大,压力集中超过材料组配的PV值,导致碳化硅材料的自磨损甚至碎裂。
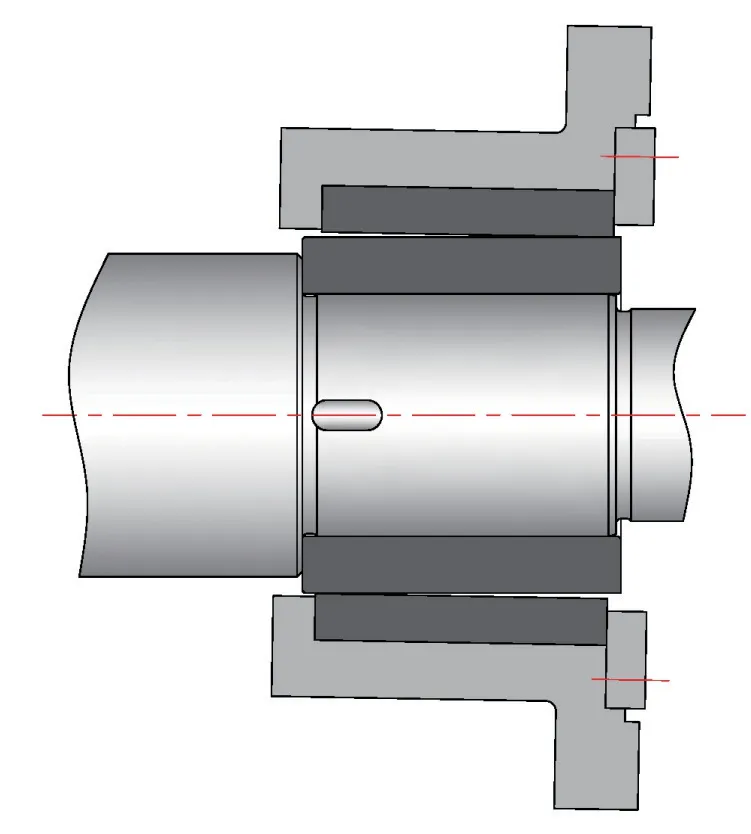
图2 径向轴承偏载示意图
②碳化硅材料的热膨胀系数很低。高温工况时,径向轴承与配合安装的金属构件形成较大的胀差,使得配合间隙过盈或放大,严重时会产生碳化硅材料的碎裂并伴生振动值的迅速提高。
3 针对性解决措施
为彻底消除上述瓶颈,我们与大连罗兰泵业有限公司合作,采取了如下针对性措施:
3.1 去涡流解决措施
核心技术是利用连续玻璃纤维(GF)预制体经特殊工艺(RTM)浸渍环氧树脂(EP)或双马来酰亚胺(BMI)成型的高性能复合材料替代金属材质制作隔离套。这种复合材料的特性不仅充分满足了对隔离套的基本性能要求,同时也适用于多数苛刻的工况条件。由于隔离套是绝缘材料,工作时不会产生涡流损耗,杜绝了金属材质隔离套无法回避的因涡流引起的升温弊端。而且没有了涡流损耗,泵的运行效率也得以提升至与可比的机械密封泵基本一致。与采用普通技术的磁力泵相比,改进后泵的节能效果显著。
3.2 滑动轴承问题解决措施
为解决“轴承偏载”及“热胀差”问题,采用了“自适应碳化硅滑动轴承”技术滑动轴承,如图3、图4。
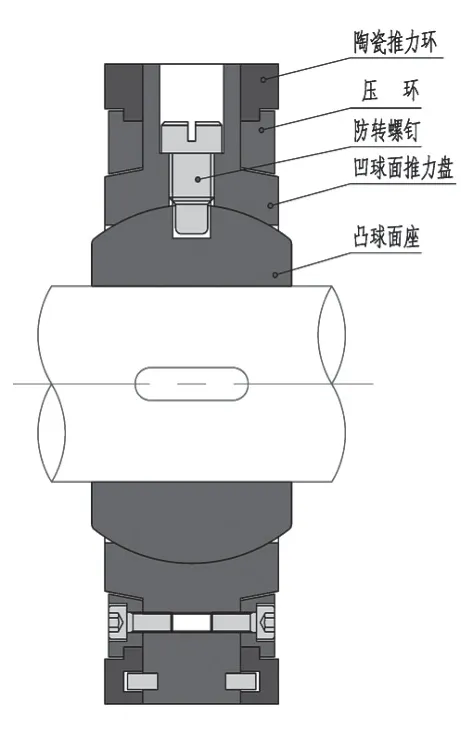
图3 球面座推力盘组
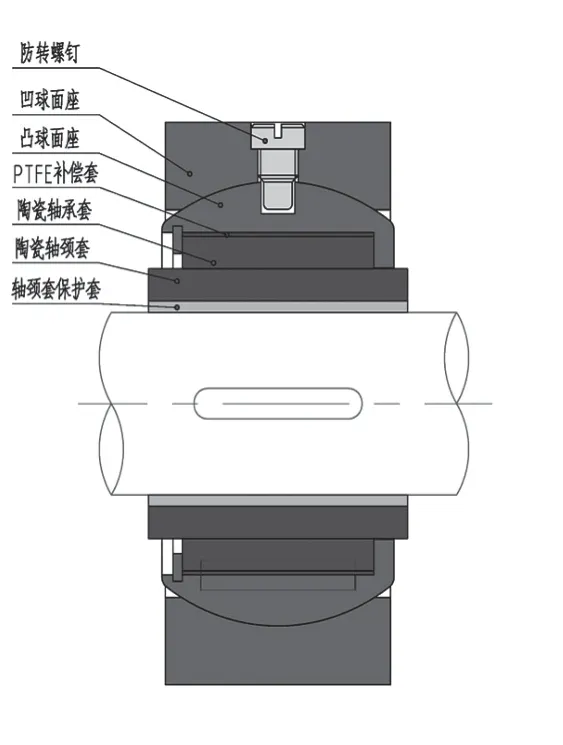
图4 径向球面座滑动轴承组
其原理是利用球面座可小角度任意方向的自由摆动,使得轴承中心线与转子中心线自动保持平行度。同时,在径向轴承的轴承套与金属球面座之间安装一薄壁的PTFE材料热胀差补偿套。利用PTFE的高体积膨胀和塑性变形特性,对热胀差进行间隙补偿,特别适用于高温、低温介质工况,避免局部应力集中导致的高脆性碳化硅材料破碎问题,有效地解决了滑动轴承高负载时普遍存在的轴承可靠性技术瓶颈。
4 结论
综上所述,在消除了涡流损耗和滑动轴承易损两个瓶颈后,具有大流量、高扬程、低功耗、高效能、高稳定性能的大功率磁力泵得到了推广,流量在2~1500m3/h,扬程在700m以内的范围,均有较大的选择空间。特别值得一提的是这两处改进使得传统磁力泵难以解决的低有效汽蚀余量(NPSHa)、易汽化、易聚合等介质的泵送以及输送介质中含有固体颗粒(包括部分铁磁性颗粒)等业内难题得以解决,适用面更加宽广。
◆参考文献
[1] 冯慈璋,马西奎. 工程电磁场导论[M].北京:高等教育出版社,2000.
[2] 宋学孟. 金属物理性能分析[M].北京:机械工业出版社,1981.
[3] [苏]И•B•克拉盖尔斯基,余梦生译. 磨损与润滑手册(第一册)[M].北京:机械工业出版社,1986.
