水泥粉磨系统设备及工艺改造对产质量提升效果探讨
2020-09-01李小锋阮石宝
李小锋,阮石宝
(云南建工云岭水泥公司 云南 昆明 650200)
0 引言
公司有一条日产1 000t 的新型干法水泥熟料生产线,现有一台3.2m×13m 的水泥开路滚磨,具体设备工艺流程如下:配料系统:熟料计量称(8 台)、石膏计量称、磷渣计量称→配料皮带→稳流称重仓→仓底卸料阀。循环预粉磨辊压机系统:仓底卸料阀→辊压机→NE200 回料提升机→打散机→分级机细料进入磨机。粗料循环进入稳流称重仓二次预粉磨。风选系统:磨头收尘器→稳流称重仓→分级机→风选细料直接入磨。水泥滚磨系统:1 仓粗粉磨→2 仓中粉磨→3 仓细粉磨→磨尾筛→磨尾收尘器风力抽出成品进入出磨螺运机。水泥成品输送系统:出磨螺旋运输机→成品水泥入库提升机→空气斜槽→分别进入4 个水泥均化库。
1 现有设备工艺条件对水泥磨产质量影响的原因分析
(1) 分级机设备因内置6 组梯形组成锥形的筛板,物料会卡在筛孔中把筛板堵住或直接黏糊附着在筛板上,物料筛分效率随之下降,有接近1/3 的细料再次循环进入预粉磨辊压机系统,造成设备负荷过大影响台时产量。
(2) 入磨物料风选系统的收尘器内壁和滤袋糊料严重,风量长期不足,不能将细料全部从稳流仓和分级机内抽出入磨,造成细料再次循环于物料预粉磨辊压机系统中,给设备带来极大负荷影响台时产量。
(3) 水泥磨机因二仓中度粉磨仓粉磨力度不足,水泥细度0.08mm 筛余合格率一直未能超过65%,质量情况相当不乐观。
(4) 水泥磨机研磨体级配不合理,因预粉磨循环系统效果较差,水泥磨内钢球锻装载量多次进行重大改变,并使用的研磨体球锻直径比较大,水泥细度难以控制。
2 针对性的改进措施
(1) 针对入磨预选粉,车间经过多次原因分析,于2014 年在NE200 回料提升机至打散机的输料管底部,加装长1.8m、宽45cm 的长方形筛板,筛板下方同时设置一根垂直输料管经过分级机,连接至入磨细料管内,当物料被提升机运输至高处经过连接提升机出料口至打散机的输料管时,在输料管内就提前进行1 次筛分,筛出的部分细料绕过分级机锥底筛板直接进入磨机,剩余的粗细混合料则进入分级机内进行二次筛分,物料经过第一道筛分已经可以筛出1/2 的细料直接入磨,给预粉磨循环系统设备减轻很大负荷,从而提高水泥产量,这道料管筛因构造简单,耗材经济实惠,设计位置合理,增产效果好,给公司带来的收益较大,一直受到公司领导的好评,所以从改造一直沿用至今。
(2) 针对入磨物料的风选系统效果差,车间分析原因主要是入磨物料水份过重,物料温度过低,表现在原材料磷渣和石膏的水份,雨季天磷渣水份可达到12%~14%,石膏水份可达到13%~16%,旱季水份也最多平均下降2%左右,因原材料水份重,磨头收尘器将风选细料连同水份一起抽至收尘器内的滤袋上造成糊袋和内壁糊料,使收尘器风量大大减小,对物料的风选效果影响巨大,针对这一问题,车间砌筑两套烘干炉使用煤粉增温,一套烘干炉连接磨头收尘器风管,增加风温的同时也起到烘干收尘器滤袋的作用,但因烘干温度需考虑不能将收尘器滤袋烫损,所以烘干炉口设置在风管靠近分级机一端,同时也严格控制炉内火势和温度,炉口温度不得超过150℃;另一套则连接磨机进料管底部,炉口设置在进料管底部,使物料经过炉口时能得到一次烘烤,同时也可以增加水泥管磨内的温度,这套烘干炉因不会对设备造成高温影响,炉口温度可随时根据物料温度和水份来控制,可高可低;因这两套烘干炉对除尘器增加风温和对增加磨内温度效果比较好,也一直沿用。
(3) 针对水泥磨二仓中度粉磨力度不足的问题,车间曾两次改造,第一次改造是在2017 年底,将磨内组合式两道一组的隔仓板改为单层隔仓板,因组合式隔仓板是两道一组,其两道中间还需加装导料装置,导料装置一旦磨损或堵料都及难处理,需要拆卸隔仓板才能进行修理或更换,并且其使用材料多、重量随之增加10~15t,它的一套组合式隔仓板宽度约为50cm,磨内分3 个仓则需要2 组隔仓板,总共占用磨内研磨空间100cm,研磨体装载量不能提升,水泥细度合格率一直偏低,但对其进行第一次改造后,磨机内部研磨体装载量得到提升,水泥细度合格率也有所提升。第二次改造是在前次改造成功的基础上,于2018 年年底,将二仓尾部隔仓板向三仓移动120cm,并在其内部加装两道平行的螺旋状扬料板,其原因是因为二仓内波纹衬板磨损,波纹被损耗了一半左右,不能带动钢球锻形成抛物下落式的轨迹对水泥进行研磨,研磨效果开始下降,这次改造是为了增加中度粉磨仓对物料的研磨力度,同时降低水泥细度。
这2 次对磨机的改造因减少备件耗材,修理维护容易、成本降低,同时又能增加水泥产量、质量,得到车间和公司的一致认可沿用至今。
(4) 针对水泥磨研磨体级配控制不稳定的情况,车间在进行了磨内隔仓板改造和加装二仓扬料板后,再次确定适应的研磨体级配,并根据磨机可用研磨空间确定了研磨体装载量。

表1 改造后水泥磨研磨体装载量
改进效果:经过近4 年来对水泥粉磨工艺设备的改造,磨机产质量都得到大幅提升,也取得了一定成绩,改进效果如表2:
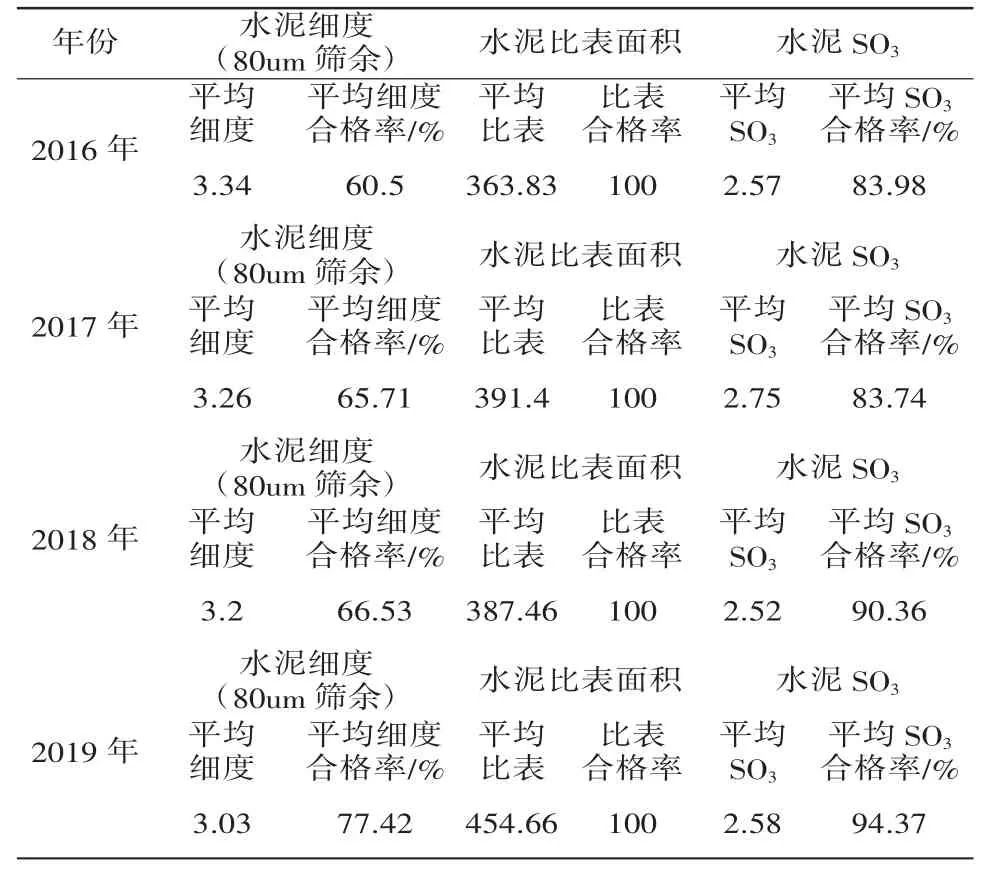
表2 改造后近年来水泥磨具体质量提升效果
如表1 所示:经过改造后,水泥磨80um 筛余平均细度从2016 年的3.34 下降到2019 年的3.03,合格率上升了16.92%;水泥比表面积从2016 年的363.83m2/kg 上升到2019 年的454.66m2/kg;水泥平均SO3合格率由于均化效果比较好,从2016 年的83.98%上升到2019 年的94.37%。

表3 改造后近4 年总产量及台产提升效果
经过改造后,水泥磨台产在4 年里pps32.5 水泥上升了8.79t/h,Po42.5 水泥台产上升了6.19 t/h。
3 结语
公司在现有的工艺设备条件下,对水泥粉磨系统从物料预粉磨开始,对整条生产线进行了预粉磨循环系统加装料管筛筛分,用于提升循环系统的预粉磨效率;入磨物料风选系统加装了两台烘干炉进行热风处理,用于增加磨内风温和改善磨头收尘器的糊料问题;磨机从原有的组合式双隔仓板改为现用的单隔仓板,用于增加磨机有效研磨空间并降低主传动电机的负荷;磨机第二次改造将二仓中度粉磨仓加长120cm 并加装扬料板,用于增加物料的粉磨效果;经过这4 次改造,水泥制成车间产质量都得到有效提升,同时各方面耗材和工序电耗都有较大的降低幅度,对公司节能降耗、降低成本的生产政策也带来巨大的好处。
