基于PLC机械手控制系统的硬件分析
2020-08-31覃宇

摘要:PLC机械手控制系统是一种参照人手和臂的某些功能性动作,采用PLC控制操作程序设计而成的自动机械装置,可代替人手进行抓取、搬运物件等操作,从而实现生产的自动化、智能化。要保证PLC机械手控制系统的顺利、高效运行,就必须全面做好其硬件、软件设计。现主要阐述了PLC机械手控制系统的概念及组成,分析了基于PLC机械手控制系统的硬件设计方法及动作实现流程。
关键词:PLC;机械手控制系统;硬件设计
0 引言
PLC机械手控制系统是一种采用可编程序控制器PLC设计的控制系统,该系统主要依靠传感器接收机械手反馈的信息,并自动将信息传输给机械手,让机械手的驱动系统和执行机构完成相应的驱动和控制操作,从而能自由控制机械手的转向。将该系统用于工业生产过程中,不仅能减轻劳动者的劳动强度,还能全面提升生产效率和生产质量,PLC机械手控制系统能够实现上述功能的基础条件是技术人员能够参照人手和臂的某些功能性动作,对该系统的自动机械装置进行设计,因此,有必要了解该系统的组成和硬件设计方法。本文主要论述了基于PLC机械手控制系统的相关硬件分析问题[1]。
1 PLC机械手控制系统的概念及组成
PLC机械手控制系统指的是将PLC控制技术引入到自动控制领域中制成的机械手,利用该机械手不仅能代替人在各种恶劣的条件下工作,还能全面提升生产过程的自动化水平,从而提高生产效率和生产质量。该系统主要由传感器、执行器、控制系统、驱动模块等部件组成。其中,传感器能将机械手的位置反馈给控制系统,有助于控制系统明确机械手位置,控制机械手完成各项活动;驱动模块是PLC机械手控制系统最重要的组成部分之一,也是该系统的主要动力来源,能驱动执行结构完成相应操作。
2 基于PLC机械手控制系统的硬件设计及动作实现
2.1 PLC机械手控制系统的硬件设计
PLC机械手控制系统主要由硬件和软件两部分组成,本文主要探讨该系统的硬件组成。PLC机械手控制系统主要依靠直流无刷电机和异步电机实现硬件控制。(1)直流无刷电机,具有重量轻、体积小、响应快、出力大、速度快、惯量小、力矩稳定、转动平滑、运行温度低、寿命长、适用范围广等特点,可带动360°的转盘机构回旋,不仅能控制复杂的转盘机构,还能较为容易地实现智能化控制,还具有灵活的电子换相方式,可实现正弦波换相或方波换相等。(2)异步电机,是一种可将脉冲信号转换成角位移或线位移的电机,因此它的启动需要脉冲信号的支持,在设计过程中需要给异步电机加不同的方向信号以及启动时给其加一个脉冲输入信号,才能促进电机顺利开展相关控制动作,改变机械手的转向。在控制过程中,异步电机主要通过两个继电器之间的吸合与断开,对机械手基座、气夹的正/反转动方向进行控制,以实现机械手的前伸、后缩、上升、下降等动作。在异步电机运行过程中,电机转速可通过改变输入脉冲的频率来控制,电机转动方向可通过改变输入脉冲顺序来控制,如改变电机绕组通电相序,可使电机向反方向转动[2]。
2.2 系统动作实现
PLC机械手控制系统主要是通过纵轴电机M1、横轴电机M2、旋转电机M3等3台异步电机进行驱动控制来实现全部动作,如底座的正旋或底座的反旋动作,横轴的前伸或横轴的后缩动作,纵轴的上升或纵轴的下降动作等。当电机通电后,电磁阀便会对机械手的手爪动作进行控制。下面详细介绍该系统的动作实现路径。
2.2.1 开机复位
接通3台异步电机电源,将开关QK合上,按下启动按钮便可开机复位,若开机后发现机械手不在原点,则需采用PLC控制系统进行相关调整和控制操作,并闭合横轴KM4接触器,使横轴三相异步电机的KM4线圈通电,以促进横轴后缩和横轴电机M2反转,然后PLC控制系统闭合纵轴KM4接触器,使纵轴三相异步电机的KM1线圈通电,以促进纵轴上升和纵轴电机M1正转,待其上升至上限位开关位置后,便会停止上升,再逐渐回归原点。
2.2.2 PLC机械手控制系统控制动作
当完成上述开机复位操作后,第一步:采用PLC控制系统闭合横轴KM3接触器,使横轴三相异步电机的KM3线圈通电,以促进横轴电机M2正转,让机械手执行前伸动作,直至碰到前伸限位开关位置便可停止前伸。
第二步:采用PLC控制系统闭合纵轴KM2接触器,使纵轴三相异步电机的KM2线圈通电,以促进纵轴电机M2正转,让机械手执行下降动作,直至碰到下降限位开关位置便可停止下降。
第三步:打开电磁阀开关,使其通电,让机械手手爪夹紧,夹紧后采用PLC控制系统闭合纵轴KM1接触器,使纵轴三相异步电机的KM1线圈通电,以促进纵轴电机M1正转,让机械手执行上升动作,直至碰到前伸限位开关位置便可停止上升[3]。
第四步:采用PLC控制系统闭合KM5接触器,使旋转三相异步电机KM5通电,以促进旋转电动机M3正转,让机械手底盘执行正旋动作,直至碰到正转限位开关位置便可停止正转。
第五步:采用PLC控制系统闭合KM2接触器,使纵轴三相异步电机的KM2线圈通电,以促进纵轴电机M1反转,让机械手执行纵轴下降动作,直至碰到下降限位开关位置便可停止下降。然后,关掉电磁阀开关,使其断电,使机械手手爪放松。
第六步:采用PLC控制系统闭合KM1接触器,使纵轴三相异步电机KM1线圈通电,以促进纵轴电机M1正转,让机械手执行纵轴上升动作,直至碰到上升限位开关位置便可停止上升。
第七步:采用PLC控制系统闭合KM4接触器,使得横轴三相异步电机KM4线圈通电,以促进横轴电机M2反转,让机械手执行横轴后缩动作,直至碰到后缩限位开关位置便可停止后缩。
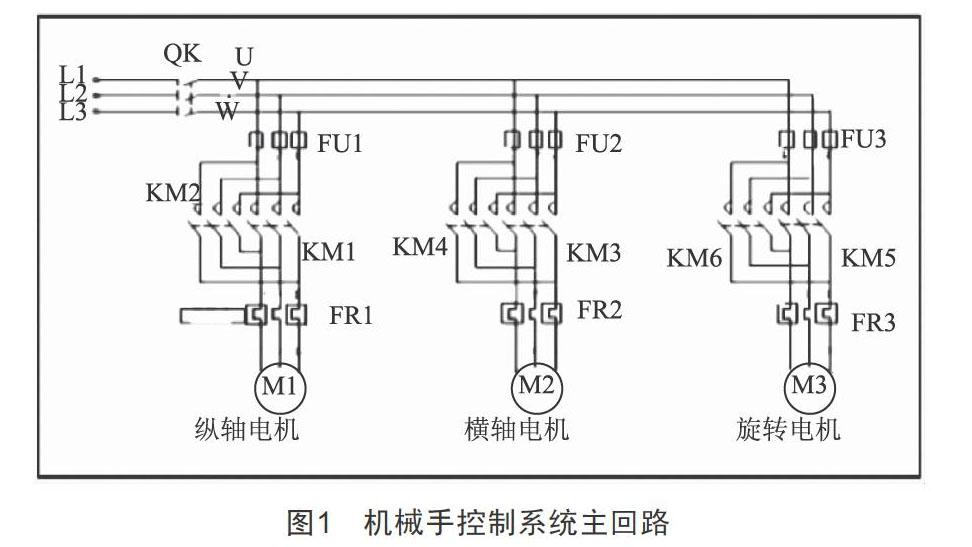
第八步:采用PLC控制系统闭合KM6接触器,使旋转三相异步电机KM6通电,以促进旋转电动机M3反转,让机械手执行反转动作,直至碰到反转限位开关位置便可停止反转,回到原点。至此,机械手完成一个周期的控制动作,其控制系统主回路如图1所示。
3 结语
随着我国自动化和智能化控制技术的快速发展,PLC机械手控制系统在我国生产领域的应用范围日益扩大,该系统主要采用性价比高的可编程序控制器PLC对控制系统进行设计,使得机械手能够全方位和自由灵活地抓取空间中的各种物体,有助于实现生产自动化,提高生产效率和生产质量。然而,要保证PLC机械手控制系统的正常运行,需要技术人员掌握扎实的控制系统硬件和软件设计方法,使机械手能按照特定的程序开展自动化操作。
[参考文獻]
[1] 谢智英,焦承东.基于PLC的机械手控制设计[J].科技风,2020(11):17.
[2] 杨艳霞.基于PLC机械手控制系统的硬件分析[J].电子测试,2020(2):31-32.
[3] 李江涛.机械手智能物料搬运装置及其控制系统的设计[J].机电信息,2020(2):119-120.
收稿日期:2020-06-09
作者简介:覃宇(1992—),男,湖南张家界人,助理工程师,研究方向:嵌入式硬件。
