基于D-H参数法的四轴机床UG后处理研究
2020-08-28王守鹏
王守鹏,杜 威
(吉林化工学院 航空工程学院,吉林 吉林 132022)
在三轴立式数控机床上添加一台A轴回转工作台,并将A轴回转工作台控制系统加入机床数控系统,就可组装成四轴加工数控机床.在投入较少的情况下,使该数控机床的加工范围得到极大地扩展.如何能使机床发挥最大的性能,除了机床本身的机械性能外,也离不开功能强大的NX代码程序控制.由于数控机床种类及结构多样且复杂,无法开发出满足所有数控机床的后处理程序,这就要求每一台数控机床都要开发出其专用的后处理程序.主要研究内容:A轴回转的四轴数控机床坐标变换算法,并根据该算法构建后处理程序.
1 四轴数控机床后置处理算法
图1是Vericut软件中建立的四轴机床模型,其机械结构、数控系统与实际机床完全相符,在此模型上验证后处理的准确性可以大大节省调试时间.

图1 带A转轴的四轴数控机床
1.1 D-H参数法坐标变换原理
对四轴机床后处理算法的研究,就是对刚体一般运动的研究.其核心是对刚体一般运动的分解.刚体的一般运动可以用位置和姿态的时间历程来描述.
即:失径rc=rc(t),姿态qc=qc(t),其中rc代表失径,qc代表欧拉角坐标阵.

(1)
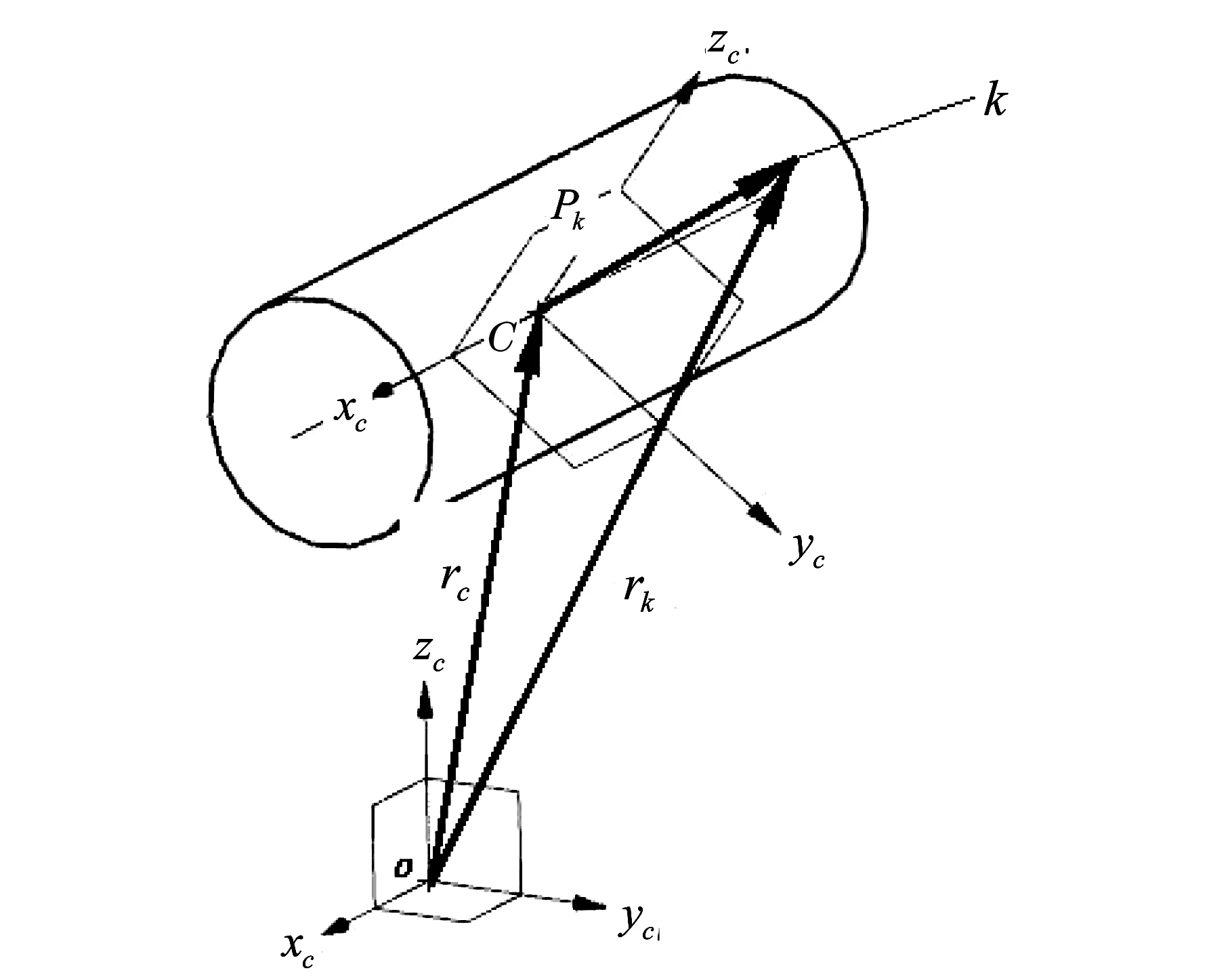
图2 刀位点参考基向量图

(2)
其中AOC是连体坐标系相对于工件坐标系的方向余弦,刀位点坐标可以表示为k点坐标方程:
xk=xk(rc(t),q(t)),yk=yk(rc(t),q(t)).
(3)
1.2 带A轴转台机床后处理算法
根据所研究数控机床的结构进行分析,其第四轴A轴的Y坐标和Z坐标位置始终不变,在编程过程中,通常以A轴的Y坐标和Z坐标作为工件坐标系的Y坐标和Z坐标,以简化后置程序的复杂性.此次算法研究将工件坐标系的Y坐标和Z坐标与A轴的相应坐标建立在同一位置,以便进一步研究.
(4)
其中Ark为刀具与参考基之间的方向余弦[1-5].
根据运动学方向余弦的定义:
(5)
因为机床只有A一个旋转轴,其姿态角可以定义为θ,因此方向余弦可以改写为:
(6)
通过公式(5)方向余弦Ark和连体基上的刀位点kb求解:
(7)
得出机床各直线轴运动数据,即得到四轴机床后置处理基本算法[6].
2 UG POST Builder后处理软件开发
2.1 后处理工作流程
NX是一款功能十分强大的CAD/CAM软件,在按工艺要求生成轨迹后,如图3(a)所示,可以直接导出CLSF刀位文件,如图3(b)所示.由于机床结构的多样性,CLSF不能直接驱动机床,必须对其符号进行替换,其输出刀位轨迹的姿态角和连体基都建立在刀位点上,这就要求后处理程序按机床需求对刀位轨迹进行坐标变换,最终生成机床能够识别的NC程序,如图3(c)所示.
后置处理流程图,如图4所示.

(a)刀具轨迹

(b)CLSF刀轨对话框

(c)CLSF刀位点程序图3 UG生成的CLSF刀位文件

图4 后置处理工作流程

(7)
2.2 UG Post Builder流程
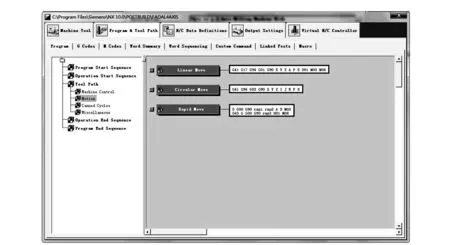
文中所采用的是原上海Fadal机床厂生产的FAUNC 0I MATE机床,在中期维护后,因教学需要,该数控机床通过改造添加A轴回转工作台(第四轴),经过后处理需要输出符合ISO标准的准备功能G代码、辅助功能M代码、刀具功能T代码、转速功能S代码[4],还要对坐标功能字X/Y/Z/A坐标进行变换输出.软件包含标准模版,使用者可以根据自己的需求修改相应的模块;在四轴后处理方面,主要修改三个模块包括“Program Start Sequence”、“Tool Path”和“Program End Sequence”,如图5所示.

(a) Program Start Sequence
(b) Tool Path

(c) Program End Sequence图5 UG Post后处理模版
“Program Start Sequence”主要管理代码起始段输出格式,如图5(a)所示,每一类数控系统对输入的代码都要进行格式检测,符合要求才能被正确的使用,如Fanuc系统要求在程序的开头输入“%换行“O0001”机床才能正确读写输入程序.注:O0001是ISO标准程序名.
“Tool Path”是刀位点变换的核心,如图5(b)所示,包括“Linear Move ”直线插补、“Circular Move ”圆弧插补和“Rapid Move”快速移动三个子模块,其大体格式包括“G_Motion X-coordinate Y-coordinate Z-coordinate Fourth_axis 4th axis Angle F_Feed Rate M_Spindle S_Spindle speed”.
其中:

X-coordinate:输出X坐标;
Y-coordinate:输出Y坐标;
Z-coordinate:输出Z坐标;
Fourth_axis 4th axis Angle:输出A轴旋转角度;
F_Feed Rate:根据CLFS刀位文件输出F代码,表示加工进给速度;
M_Spindle:主轴旋转方向,根据CLSF输出M03/M04;
S_Spindle speed:输出主轴转速.

图6 A轴坐标变换表达式对话框
3 生成代码及仿真验证
为了提前发现程序中的干涉、碰撞问题,此次采用当今比较流行的仿真软件VERICUT作为程序验证工具[7-10],具体操作流程包括:
1.零件三维数字建模,生成的模型及毛坯除加工工序使用外还要导出STL格式,为VERICUT软件验证提供模型;
2.创建零件的四轴工序,包括:“程序顺序视图”设置程序列表相关参数,“机床视图”设置刀具相关参数,“几何视图”设置坐标系、毛坯和几何体等相关参数,“加工方法视图”粗精加工与工序有关的参数,如图7(a)所示;
3.后处理生成NC代码,如图7(b)所示;
4.在Vericut软件中进行程序验证,如图7(c)所示.

(a) 创建四轴工序

(b) 后处理生成NC代码

(c) Vericut仿真图7 加工生成及仿真
4 结 论
UG多轴加工在生产中具有非常优异的性能,优势不仅体现在数控加工上,还包括数字建模、轨迹生成、后处理代码,直到最后加工等多个环节,这些环节互相依存、缺一不可.一个好的后处理程序可以发挥软件及加工的全部优势,一个有缺陷的后处理可能造成很大的损失.我国数控加工起步相对较晚,但发展迅猛,大量先进机床需要正确和优化后的后处理程序.通过D-H算法建立针对四轴数控机床的数学模型,并将该模型通过Ug Post Builder转换成机床能够使用的四轴后处理程序,通过仿真验证证明方法的可行及可靠性.
