我国刮板输送机发展现状、趋势及关键技术
2020-08-27赵巧芝
赵巧芝
(中煤国际工程设计研究总院有限公司,北京 100120)
在当前采煤工作面内,刮板输送机的作用不仅是运送煤和物料,而且还是采煤机的运行轨道,因此它成为现代化采煤工艺中不可缺少的主要设备。但由于刮板输送机在煤矿井下的工作环境恶劣,如:采煤机往复运行割煤,载荷周期性变化引起刮板输送机所受载荷不均衡;瞬间冲击载荷大,如片帮、冒顶等状况的发生会引起瞬间负荷增大,甚至造成刮板输送机压死停车;刮板链左右链条受力不均匀,原煤和矸石、沙粒、水中的腐蚀性介质等,易导致溜槽、刮板、链条磨损大[1-3]。因此,工作性质要求刮板输送系统抗过载能力强、强度高、耐磨以及可靠性高。同时,刮板输送机是井工煤矿综采工作面的核心装备,可用于水平运输,亦可用于倾斜运输,其安全性能及工作可靠性直接影响煤矿的安全生产和工作效率。目前,井工煤矿是我国煤炭生产的主体,推动井工煤矿智能化开采是煤炭技术升级的关键环节,刮板输送机作为煤矿开采中的关键设备,其可靠性、智能化程度直接影响了井工煤矿智能化开采水平。因此,研究刮板输送机目前存在的问题、关键技术以及未来的发展方向非常重要[4]。
1 发展现状
刮板输送机在煤矿的发展,大致经历了三个阶段。第一阶段在20世纪30—40年代,是可拆卸的刮板输送机,如V型、SGD-11型、SGD-20型等。第二阶段是20世纪40年代前期由德国制造的可弯曲刮板输送机,这种刮板输送机可适应底板凹凸不平和水平弯曲等条件,移设时不需拆卸,并且运煤量也有所增大,如SGW-44型刮板输送机[5-7]。第三阶段是20世纪60年代的大功率铠装可弯曲重型刮板输送机,如SGD-630/75型、SGD-630/180型等。目前,以美国CAT公司和JOY公司为代表的输送机产品是当今国际先进水平的标志,其产品抗过载能力强、强度高、耐磨性以及可靠性高,我国进口的输送设备多为这两家的产品。我国煤矿长壁综采机械化始于20世纪70年代末,随着不断推广和发展,已经具有一定研究开发、生产制造刮板输送机的能力,并成功地开发研制出多系列适应我国国情的综采和综放工作面输送设备,基本满足国内市场的需求[8]。现在我国中、小功率刮板输送机已具备成型技术,并有成熟的制造能力,中型和重型输送设备方面与国外的产品水平基本相当。近些年来,通过对引进设备的消化、吸收和国产化举措,集成应用与自主研发了驱动、中部槽、圆环链、自动伸缩机尾、动力学分析与控制、工况在线监测监控等技术,已研制出槽宽为1000mm、1350mm、1500mm,装机功率为3×1000kW、3×1500kW、3×1600kW、3×2000kW等系列的重型、超重型刮板输送机成套装备,寿命(过煤量)最大达5000万t,逐步替代了进口输送设备。
1.1 驱动技术
刮板输送机有多种驱动方式。对于中小功率刮板输送机一般采用“单速电机+限矩型偶合器”、“双速电机+弹性块联轴器”和“双速电机+摩擦限矩器”的方式,对于大功率刮板输送机一般采用“单速电机+阀控充液型偶合器”、“变频器”。
刮板输送机带载启动的大电流会冲击设备和电网,随着系统装机功率的提高,双速电机驱动无法重载启动。软启动技术实现了刮板输送机无负载起动、过载保护、多电机自动负载平衡,改善了刮板输送机的起动性能和运行可靠性。软启动装置已成为重型刮板输送机的标准配置,主要有阀控充液式液力偶合器、可控起动传输装置(CST)和变频调速三种软启动技术。阀控充液型液力偶合器是一种以水为介质将自动控制技术和涡轮传动技术紧密结合的软起动系统,是典型的机、电、液一体化系统。通过阀控改变充液量,实现软起动、负载平衡、过载保护等功能,传递功率800~1600kW[9]。CST是一个由多级齿轮减速器加上湿式离合器及液压控制组成的系统。输出扭矩是由液压系统控制的,随着离合器上所加的液压压力而变化。但它们对水质或油质的要求严格,维护使用的成本高,基本没有节能功效,无法实现自动调速,功率平衡效果不佳[10]。
目前,大功率变频驱动技术广泛应用于重型及超重型刮板输送机成套装备,主要有一体式变频驱动和分体式变频驱动两种形式。一体式变频驱动和分体式变频驱动对比分析见表1。
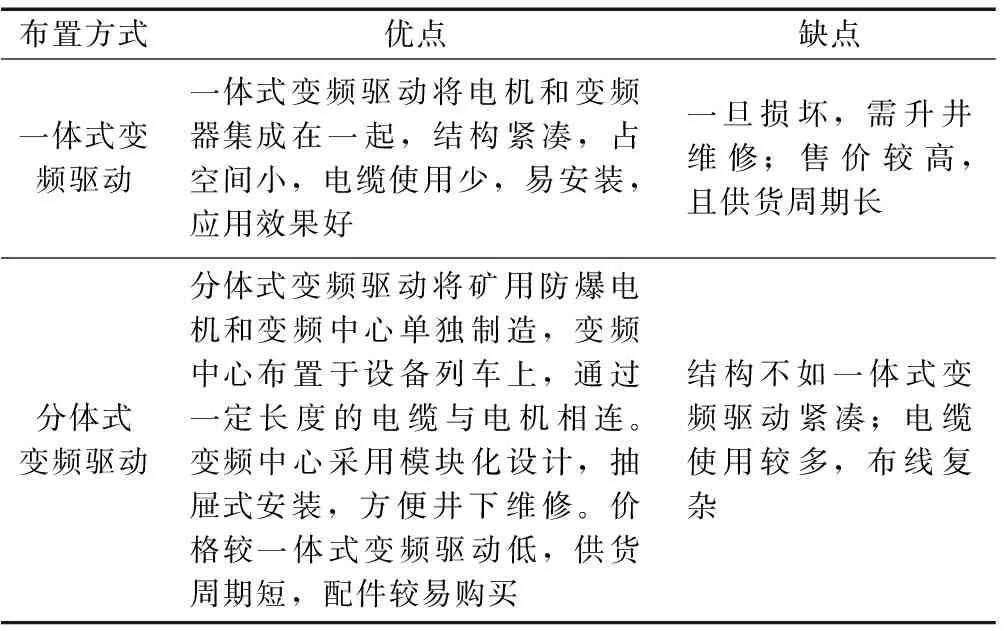
表1 一体式变频驱动和分体式变频驱动对比分析
前几年刮板输送机采用分体式变频器较多,但随着变频一体机的发展,目前又开始采用一体式变频器。从大体趋势看,一体式变频器的应用会越来越多。
当前,采用变频驱动技术实现了智能调速、高精度功率平衡、刮板机断链保护和低速满扭矩运行控制功能,实现对刮板输送机、转载输送机、破碎机、带式输送机等设备的协调联动和远程集中控制[11-13]。智能调速:结合采煤工艺,以输送系统负载转矩为基本参数,综合应用采煤机位置、运动方向、运动速度等数据,根据输送系统负荷状况,实现了自动分级调整采煤机速度的节能控制模式、自动分级调整输送系统运行速度的安全控制模式,达到了智能控制的目的,减少了部件磨损,提高了使用寿命,节能效果显著,提高了系统综合能效。高精度功率平衡:基于DTC直接转矩控制技术和主从控制模式,采用光纤通讯,实现多电机转矩及功率的动态平衡,主从机功率平衡度小于1.5%,平衡反应速度小于10μs。断链保护:根据转矩和转速的大小及变化率,自动判断是否发生过载或链条卡阻情况,防止发生断链故障。断链后,自动控制电机停机,防止由继续拖动链条等导致事故扩大。低速满扭矩运行控制:在基频50Hz以下调速时,实现低速满转矩运行,提高了重载启动性能,配合紧链装置,实现了可靠紧链操作;整机可以长时间低速运行,实现了“不停机检修”操作。
交流异步电动机运行过程中会占用大量无功功率,刮板输送系统运行过程中不均衡、中轻载时间占比较大,异步电机功率因数、低效率特性表现尤为突出。目前,出现了采用永磁同步电机+变频器的驱动方式,可以全面提供功率因数和效率,有效降低能耗。在转速或负载下降的情况下,由于永磁同步电动机的高效区间宽,可以始终在相对高效区间工作;而异步电动机效率和功率因数则有大幅度下降。在负载突然增大情况下,永磁同步电机基本保持转速不变,异步电动机转速会有明显波动。
1.2 中部槽技术
中部槽是刮板输送机中消耗量最大的核心部件,其是刮板导向的轨道和煤炭运输的载体,承受着采煤机牵引力和截割反力、液压支架的推溜力和拉架力、刮板和链条以及槽中煤炭的摩擦力等,运行工况特别恶劣,其结构的合理性、质量的稳定性直接影响着刮板输送机整机寿命和可靠性以及煤炭生产的安全性。目前市场在用中部槽有铸焊式、轧焊式和整铸式。
整体铸焊结构的中部槽结构工艺简单、成本低,是目前最常用的一种型式。采用铸造而成的槽帮和中底板焊接而成,槽帮为ZG30SiMn材质的铸造件,中底板为瑞典萨博HARDOX系列、日本JFE的EH系列或舞阳钢铁的NM400系列高强度耐磨钢板材。槽帮和中底板的材质不相同,属于异种钢的焊接,焊缝焊接质量决定了中部槽的使用寿命和刮板输送机的可靠性。
轧焊式中部槽由轧制槽帮、锻造端头及钢板焊接而成,中板分两层,上层中板可使用更加耐磨的材料,组焊件数量多,焊接工艺复杂。整铸式基于真空泡沫消失模铸造工艺,采用高耐磨性、高强度、特种配方的合金以及热处理技术研制而成,它彻底克服了铸焊中部槽中底板容易与槽帮脱焊、开裂及耐磨性不一致等质量缺陷;抗拉强度达到铸焊中部槽的1.7~2.0倍,耐磨性为NM400耐磨板1.6倍以上,使用寿命是同型号铸焊中部槽的2~3倍,使用过程中免维护。
1.3 圆环链技术
链条是刮板输送机最薄弱的环节。链条承受频繁交变应力,承受片帮、重载等瞬间重载冲击,承受溜槽、链轮、煤和矸石的磨损,在中部槽接口等过渡位置存在刮卡,受到矿物质腐蚀。链条包含的链环数量大,故障点多,每台刮板机的链环数量达到数千个,任何一个链环断裂都会造成停机事故,且刮板链的故障隐患难以发现,故障处理困难,耗时长,对生产影响大。因此,链条的强度直接关系到整机的可靠性。
圆环链的可靠性与寿命取决于强度、韧性、耐磨性、耐腐蚀性等综合指标,过高的强度所造成的韧性降低、应力腐蚀加剧,会造成链条早期的脆性断裂,降低链条运行的可靠性。为提高强度,早期供货的48mm×152mm链条破断负荷达到3550kN,使用过程中,脆性断裂频繁,后分别降低到3290kN、3150kN,仍存在问题,目前,通常供货的破断负荷为2900kN,强度降低,但实际运行的可靠性提高。为获得更高的强度,大规格链条由最初的标准型圆环链、紧凑型圆环链,逐步发展到最近的宽带链和超宽带链。宽带链的优势:立环高度不变,宽度增加,端面面积增大,强度提高;比如:可以将∅38mm链条升级为∅42mm、∅42mm链条升级为∅48mm、∅48mm链条升级为∅52mm。现有的中部槽可以采用更高强度级别的圆环链,可以增加装机功率,以提高刮板输送机的运量和铺设长度,实现产品升级,提高运行可靠性。另外,矿井地下水腐蚀性特别强时,链条会发生腐蚀坑和疲劳裂缝,防腐矿用链条几乎完全不受腐蚀的影响,减少了链条的早期失效。
1.4 伸缩机尾技术
由综采工作面开采工艺决定,工作面刮板输送机的负荷是随时变化的,刮板链的张力亦随负荷随时变化。恒定的刮板链预张紧力不能保证刮板链随时处于适度张紧工作状态。在大功率、大运量、长运距刮板输送机中,伸缩机尾已成为标配,伸缩机尾技术的应用,有效地改善了链条、链轮的受力状况,减轻刮板和输送机中部槽的磨损,延长了输送机的使用寿命。
自动伸缩机尾一般由四个主要部分组成,包括固定机尾架、活动机尾架、液压系统和电器控制系统。固定机尾架和活动机尾架由液压系统的液压缸相联接,在机尾架及液压缸上安装有压力传感器及位移传感器,电器控制系统根据有关传感器提供的信号对伸缩机尾架及刮板链的张紧程度及机尾架的当时的工作位置进行调整。一般通过检测伸缩油缸的压力间接检测链条松紧程度,工作方式如下:根据设备运行状况,设定空载和满载情况下油缸压力数值,并经常性跟踪修正;根据电机电流和采煤机位置等综合因素,确定机尾油缸压力调节的具体目标值。通过电控系统,向液压系统发出指令,调节油缸压力数值,使其与设定的目标值接近,进行紧链或松链操作,及时对刮板链的张紧力进行调整,使刮板链的张力一直处于设定的正常工作范围内。
1.5 动力学分析及控制技术
目前国内刮板输送机的设计依据经验公式和静力学计算,该方法的前提是系统运行工况稳定。刮板输送系统启制动及运行过程往往载荷不均匀,甚至载荷突变,因此,研究人员开展了动力学分析研究。通过对电动机、液力耦合器、减速器、刮板链条传动等各元部件建立数学模型,进而建立整机动力学模型,然后利用MATLAB求取动力学模型数值解,分析满载情况下关键位置链条张力、速度以及电机输出转矩随时间的变化规律。针对刮板输送机链传动系统,基于有限元理论建立其数学模型,数值仿真研究为在卡链故障载荷下、不同卡链故障发生点时的链条速度-时间变化规律以及链条张力-时间变化规律。通过对启过程进行动力学特性分析,研究刮板输送机控制策略,提出反S型启动速度控制曲线。通过有限元仿真分析链条及链轮的关键尺寸变化对啮合过程的影响,及链条啮过链轮时的应力、应变分布来优化链条及链轮的设计,降低传动过程的磨损,提高使用寿命。
1.6 运行工况在线监测监控技术
基于传感、微处理器、现场总线、工业以太网和计算机等技术,目前已建成从工作面→工作巷→地面的工作面输送设备集中监控系统,初步形成了相对完善的工况数据库,在线监测、集中显示刮板输送系统运行工况参数以及超限报警,包括:减速器的输出轴轴承温度、输入轴轴承温度、油箱润滑油温度、油箱润滑油液位,冷却水路进口压力、出口压力、流量,每个电机三相绕组电压、绕组电流、绕组温度,每个电机轴头轴承温度、轴尾轴承温度、液压缸无杆腔液体压力、液压缸伸缩位置(1路)、液压缸伸缩限位,液压马达转速、液压马达液体进口压力,链轮轴承温度,电机到链轮某一处转速等。
2 发展趋势及关键技术
为了保障煤炭开采安全性、开采效率和产量,千万吨级矿井已成为大型煤炭集团重点开发模式。目前国内已自主研发出系列化重型、超重型刮板输送机成套装备,保障了千万吨级矿井主煤流稳定运输。但是,在向大型化发展的同时,高可靠性、高度智能化将成为重型刮板输送机的发展趋势;核心元部件及新材料,设备监测、控制、故障诊断及预知性维护,配套测试试验平台等相关关键技术仍有待攻克。
2.1 核心元部件及新材料
国内不少厂家研制了系列化的一体变频电机、分体变频中心,但机芯仍依赖进口;刮板输送机刮板和链条重量大,与中部槽摩擦力大,空载功耗大,研发低摩擦系数、轻量化、高强度高耐磨的新材料或降阻技术,应用于刮板输送机中部槽、刮板、链条、伸缩机尾等存在相对运动的部件,既可降低整机功耗,又可减轻整机重量;国产中部槽过煤量相同时磨损较国外的更严重,槽帮中板、底板的焊缝更容易开裂,需研制高强度级别槽帮、中板和底板,研发高强韧性低氢焊丝,创新焊接工艺,采用机器人化焊接方式,进一步提高中部槽性能;相对刮板输送系统的机械液压系统,其工况监测系统的传感器、数据采集与传输单元与等部件的可靠性、稳定性不高,煤矿机电装备对数据采集系统的稳定性要求比准确性要求更高,因此需研发军用级的传感器、抗电磁干扰能力强的数据采集与传输单元等。
2.2 设备监测、控制、故障诊断及预知性维护
目前已建成从工作面→工作面巷道→地面的刮板输送设备集中监控系统,形成了温度、压力、流量等工况数据库,但缺少振动、润滑油污染度、链条故障等工况参数,进而形成全面完善的数据库;需研发油夜污染度传感器、非接触式链条故障传感器等。目前设备智能化程度不深,仅仅实现了海量数据展示,缺少对海量数据的挖掘分析,给出有用的决策建议,指导设备管理;因此需研发设备健康管理系统,研究健康评价、典型故障数据库、故障诊断与预测等技术,建立远程云服务平台,将用户、厂家和行业专家纳入平台,实现设计、生产、运行、维修、回收再利用全生命周期的设备管理。
在控制方面,基于油缸压力的自动伸缩机尾在实际中应用效果不佳,因为油缸压力无法直接反应链条张力,且压力控制范围无法合理确定;研发链条张力技术,与推荐预张紧力直接比较,控制活动机尾的动作,实现链条张力自动控制;通过对链条受力状况的测量与记录,预期判断链条疲劳寿命,及时更换链条,避免停机事故发生;受限于无法直接测得刮板输送系统的煤量情况,一般是依据电机电流大小间接感知负载实现调速等控制,研制大扭矩传感器,直接感知负载大小,根据电机输出轴转矩控制刮板输送系统运行。此外,需加强动力学分析与控制方法研究与应用,指导刮板输送系统的设计与运行控制。
2.3 测试试验平台
高端刮板输送成套装备尚未实现完全国产化,核心部件可靠性不高,部分元件依赖进口,整机使用寿命远低于国外同类产品。尽快扭转这种被动局面是当前刮板输送机制造业创新发展的重大课题,必须对关键元部件进行深入研究,而深入开展研发工作需要测试试验平台的支撑,可从综采工作面成套装备综合测试、单机等单机性能检测、关键部件性能试验等专业平台建设入手,建立校企联合的国家、省部、行业等级别的实验室,元部件的理论研究与测试试验支持,避免片面追求工程应用,从根本上解决目前我国产品可靠性和寿命低的共性问题,尽快扭转高端装备及关键部件依赖进口的被动局面。
3 结 语
煤炭少人、无人化开采离不开高可靠性、高智能化的煤机装备。作为综采工作面三机之一,刮板输送机正向高可靠性、高智能化的方向发展,需要联合政府、煤矿生产企业、煤机制造企业、科研院所和高校,开展政、产、学、研、用五位一体式的通力合作,走坚持自主研发、创新的道路,提升核心竞争力,推动我国煤炭安全高效智能化开采水平再上一个台阶,为促进煤炭产业转型升级作出新的贡献。
