包装机组产品二维码信息精准关联系统的设计
2020-08-27李钰靓张利宏沈宇航范礼峰杜卫丹顾昌铃
李钰靓,张利宏*,沈宇航,范礼峰,杜卫丹,顾昌铃
1. 浙江中烟工业有限责任公司杭州卷烟厂,杭州市西湖区科海路118 号 310024
2. 上海烟草机械有限责任公司产品研发中心,上海市浦东新区金港路1000 号 201206
二维码在卷烟产品上的应用是近年来烟草行业防伪溯源管理的重要技术手段之一,并逐步向精准营销、质量溯源、包装工艺全生命周期管理的方向发展[1-2],而实现的关键则是将每10 小盒商标纸与对应一个条盒的二维码进行精准关联(以下简称十合一关联)。传统的防伪溯源主要根据整批物料的时间节点进行管理,无法记录单一产品的精确时间,也无法实现十合一关联。随着标识解析技术的发展[3-12],在线解析二维码的方法得到广泛应用,即将在线解析的小盒和条盒的二维码信息打上时间戳并将其记录到数据库,再在后台将每10 小盒与一个条盒的二维码信息,基于时间戳进行小盒-条盒二维码关联对应[13]。利用该方法,广西中烟工业有限责任公司[14-16]在卷烟二维码管理、防伪系统构建等方面开展了研究;陈俊[17]、李乾等[18]探讨了二维码在烟草行业防伪溯源中的应用,将卷烟成品作为管理对象,对其全生命周期进行跟踪和管理;红云红河烟草(集团)有限责任公司[19]建立了基于烟包二维码追溯生产信息管理方法,将生产机台信息、部门信息和时间信息作为烟包身份信息,以二维码作为主关键词存储到数据库中,实现每包烟的质量追溯。由于卷烟包装机组的工艺过程较为复杂,生产中存在故障停机、小盒剔除、人工添加小盒等环节,因此基于时间戳的二维码关联对应方法,难以实现小盒与条盒二维码信息的精准关联。为此,以ZB45 硬盒包装机组为研究对象,根据烟草行业主流包装机组基于工位运行的特点,设计了包装机组产品二维码信息精准关联系统,以期提高卷烟产品防伪溯源的精准性和数字化生产管理水平。
1 系统设计
1.1 总体架构
根据包装机组基于工位做间歇运动的特性,设计了包装机组产品二维码信息关联系统,主要由4 个扫码器、集中控制器、信息存储服务器等部分组成,见图1。其中,4 个扫码器分别为小盒入口工位的小盒初始扫码器1、补包器工位的末位扫码器2、小盒成条工位的验码扫码器3 以及条盒商标纸下纸工位的小盒条盒关联扫码器4。
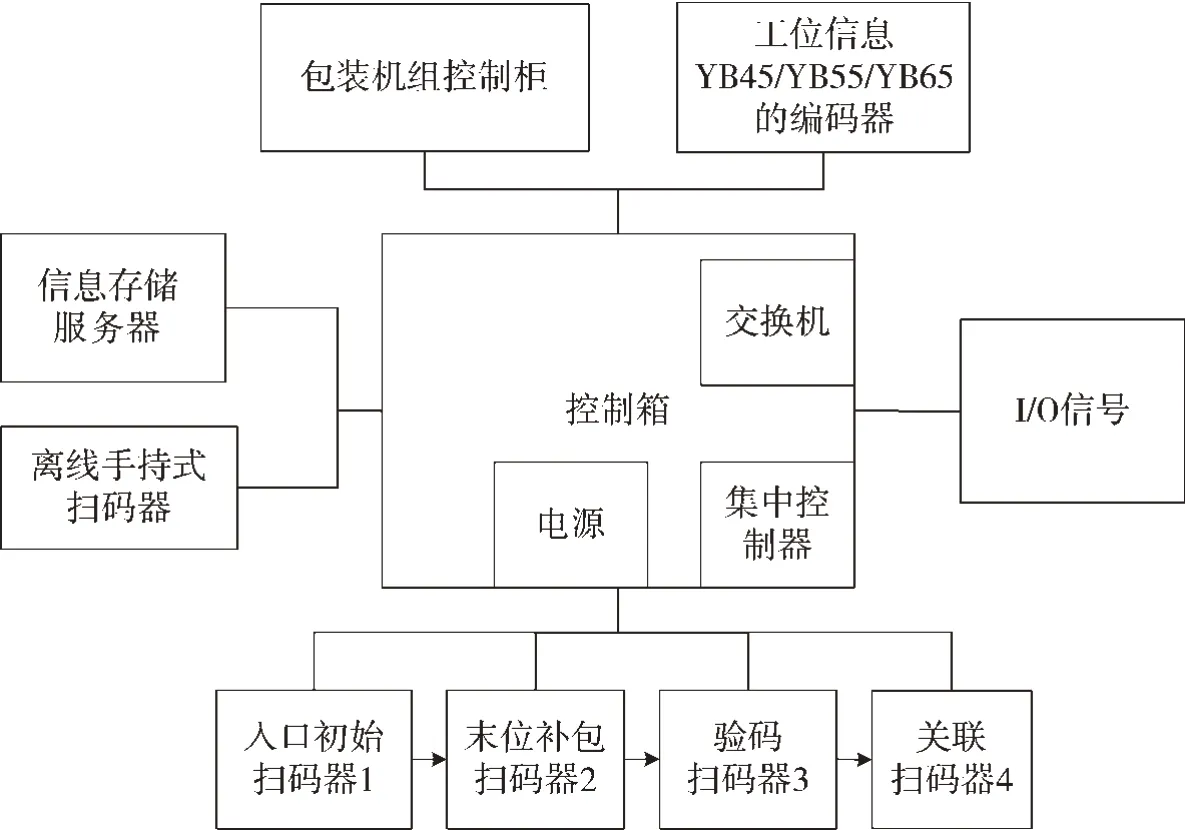
图1 二维码信息关联系统架构图Fig.1 Structure of correlation system for QR code information
1.2 工艺流程
由图2 可见,生产中系统首先通过集中控制器获取包装机组的工位信息,使用入口初始扫码器1生成小盒二维码序列,然后使用末位补包扫码器2根据故障停机、小盒剔除等情况补足小盒二维码序列,再使用验码扫码器3 将小盒二维码序列进行分割并组码,最后通过工位关系使用关联扫码器4 进行关联,由此实现小盒与条盒二维码信息的十合一关联。
1.3 二维码信息的关联
1.3.1 小盒二维码序列的生成
系统初始化后,预建立起基于工位序列的小盒二维码序列堆栈,堆栈长度为n,堆栈结构见图3。当小盒到达入口工位时,利用扫码器1 生成基础序列,并解析当前小盒二维码信息。若扫码器1解析成功,则将该条二维码信息记录入堆栈的栈顶,并在解析是否成功标志位写入1(表示解析成功),后续每解析一个小盒,就在堆栈中写入一条信息,当第一条记录到达栈底时,即代表该小盒到达小盒成条工位(也称为十合一工位);若扫码器1 解析不成功,该小盒到达剔除工位时被剔除,此时电控系统控制补包器及时添加小盒,由补包器加入的小盒二维码信息需要重新解析。
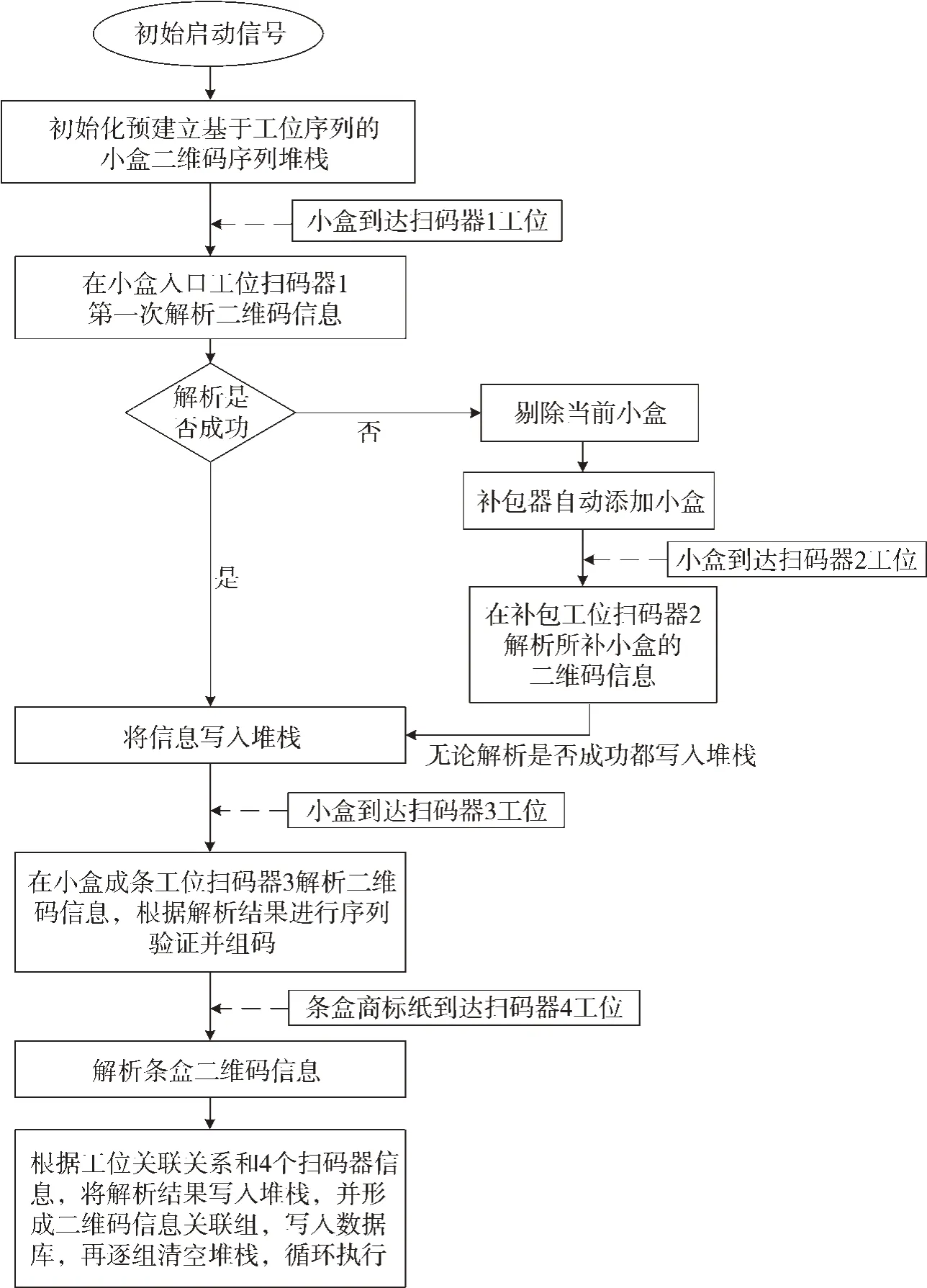
图2 二维码信息关联系统工艺流程图Fig.2 Process flow of correlation system for QR code information
当补包器添加小盒时,位于补包器工位的扫码器2 开始解析所补小盒的二维码信息。如果解析成功,在相应工位的堆栈位置记录二维码信息,并在解析是否成功标志位写入1;如果不成功,在相应工位的堆栈位置记录空白信息,并在解析是否成功标志位写入0。在扫码器2 与十合一工位之间,未设置剔除工位,含有解析不成功小盒的条盒在后续工序会被剔除。
1.3.2 小盒二维码序列的验证、切割与组码
扫码器3 位于10 包小盒进入条盒前的小盒成条工位(十合一工位),主要对已有序列堆栈进行验证,避免扫码器2 与扫码器3 之间的小盒序列被破坏。扫码器3 的安装位置与小盒二维码印制位置相对应,通常情况下二维码印刷在小盒侧边,当解析到即将进入条盒内的10 包小盒中前两包的二维码,再解析到下一条盒内10 包小盒中前两包的二维码时,通过计算即可得到第一条烟在生产过程中的所有信息。当出现通道卡滞烟包等情况时,系统可自动记录异常节点并进行处理,序列堆栈出错时也可及时修正。
经过1~3 号扫码器的小盒,其二维码信息均会出现在序列中,即使生产线出现异常情况,也可将错误的序列都包含在同一条烟中,即该条烟可能包含超过10 包小盒的二维码信息,但不会缺失信息。此外,后续设置的剔除工位,也可避免使序列错误的条烟进入下一环节。在正常情况下,当序号为1 的小盒到达工位n 时,将序号1~10 即工位n~n9 的小盒十合一到条盒I 中,随着堆栈的循环,以此类推;在异常情况下,工位n~n9 还是对应条盒I,但可能包含了序号1~n(n≤20)小盒的信息(包括解析成功和解析不成功的、异常情况的、人工添加的小盒)。扫码器3 确保序列错误只发生在一个条盒内,动态调整的是每10 个工位所对应的小盒信息数量。
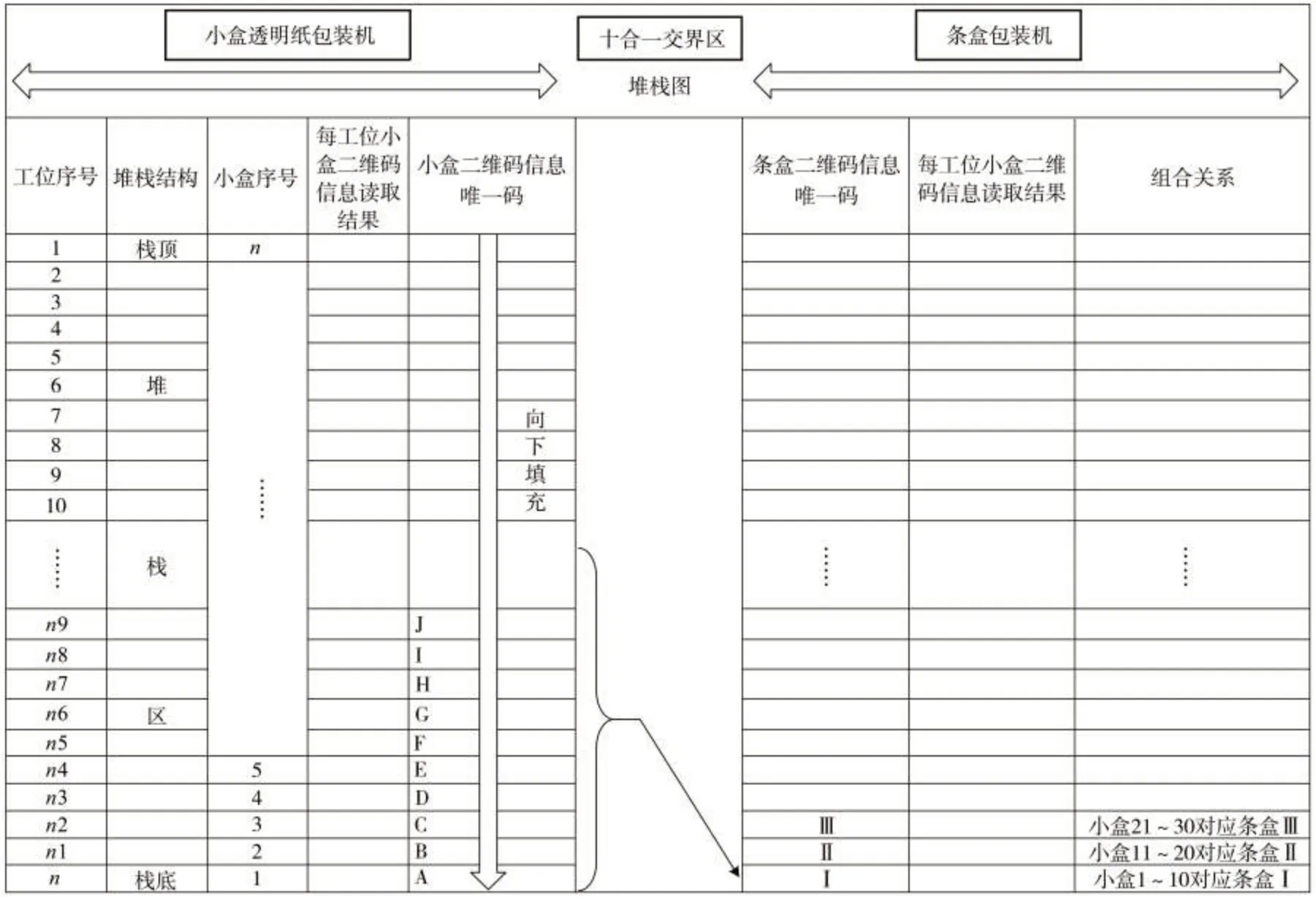
图3 二维码序列堆栈结构示意图Fig.3 Schematic diagram of QR code sequence stack structure
1.3.3 小盒和条盒二维码的关联
在条盒商标纸下纸工位,扫码器4 用于解析条盒二维码信息。由于集中控制器是基于工位解析条盒二维码,故工位n~n9 的小盒对应条盒I,工位n10~n19 的小盒对应条盒Ⅱ,以此类推。当条盒二维码解析成功时,将解析结果写入堆栈相应位置,并将解析是否成功标志写入1,条盒进入下一工序;当条盒二维码解析不成功时,将解析结果即空白信息写入堆栈相应位置,并将解析是否成功标志位写入0,在剔除工位将该条盒剔除。每关联一条烟与10 包小盒二维码信息,无论成功与否,控制器都将堆栈内的缓存信息传输至二维码信息存储服务器。
1.4 集中控制器设计
集中控制器是整个系统的核心,采用的是以STM32 单片机为核心的控制板,同时连接多条自定义的I/O 电路,见图4。控制板主要用于核心计算机模块的外围扩展,包括电源电路、STM32 单片机、USB 模块通讯电路、光源模块控制电路、输入输出电路、VGA 电路、以太网通讯电路、固态硬盘、指示电路等外设资源,对外采用标准的工业连接器,提供工业相机、输入输出、光源、以太网通讯、USB、VGA 等接口。核心计算机模块利用自带的接插件与控制板上的接插件对插,工位信号输入接口用于接收包装机组电控系统和编码器产生的信息,剔除信号输出接口用于向包装机组电控系统输出处理结果。
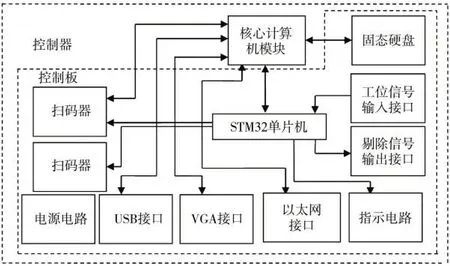
图4 集中控制器电路框图Fig.4 Block diagram of integrated controller circuit
1.5 软件设计
系统软件包括控制器上位机、下位机软件以及人机界面软件。由图5 可见,上位机软件通过控制器控制板上的以太网接口与扫码器通讯,设置各工位扫码器的拍照相位,实时显示拍摄的图片,并将识别失败的图片存储于硬盘,用于后续追溯;将各工位扫码器识别数据汇总和分析,对小盒、条盒数据进行关联,并存储于数据库;将识别以及小盒-条盒关联结果发送给控制系统,如果结果不合格,则由包装机组控制系统在相应工位剔除缺陷烟包。
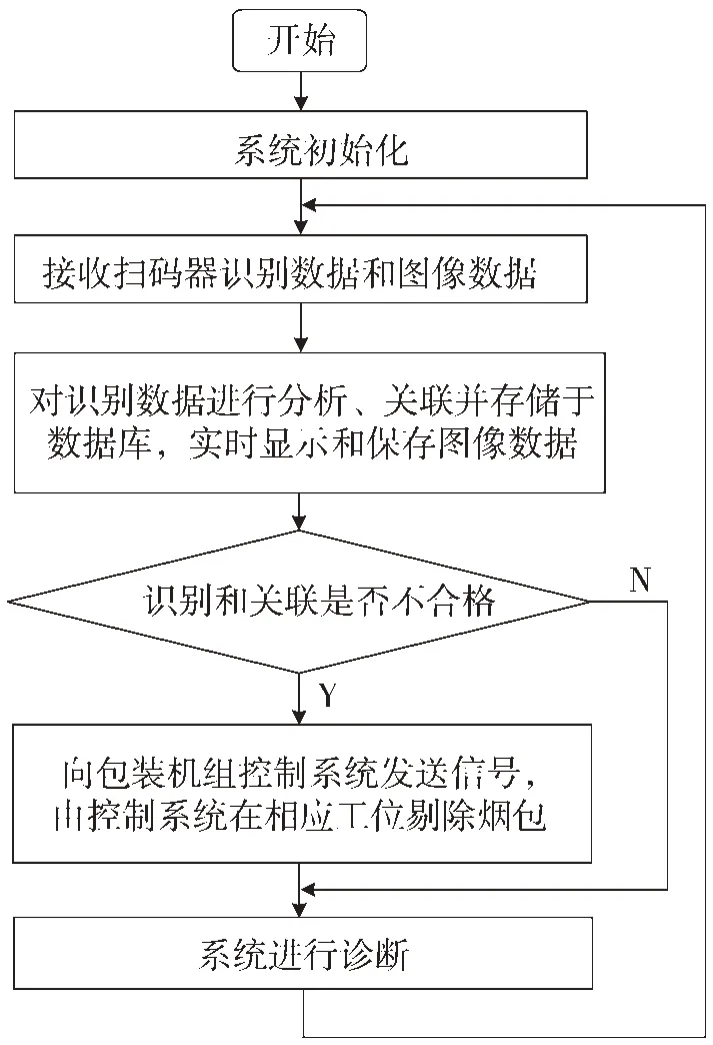
图5 控制器上位机软件流程图Fig.5 Flow chart of controller host computer software
由图6 可见,下位机软件主要负责接收控制器上位机软件的控制指令,对外围设备进行控制操作,根据相位触发各工位的LED 光源和扫码器;向包装机组控制系统发送检测状态信号、诊断信号及剔除机构的执行信号。控制器下位机软件执行速度要求较高,为毫秒级别,因此采用C 语言进行软件设计。
由图7 可见,人机界面软件主要用于提供系统运行实时状态感知、信息查看及参数设置,包括系统设置、设备管理、实时图像、信息关联、生产数字化管理、品牌统计、数据采集等模块。
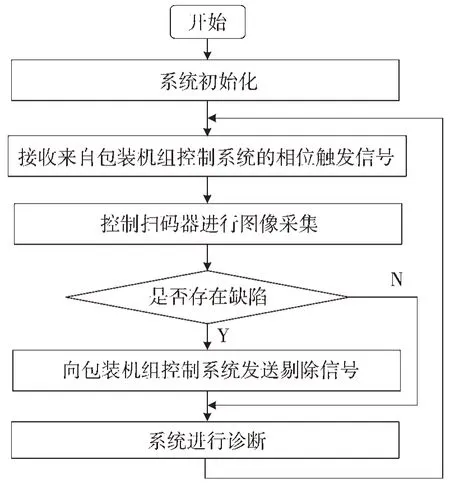
图6 控制器下位机软件流程图Fig.6 Flow chart of controller slave computer software
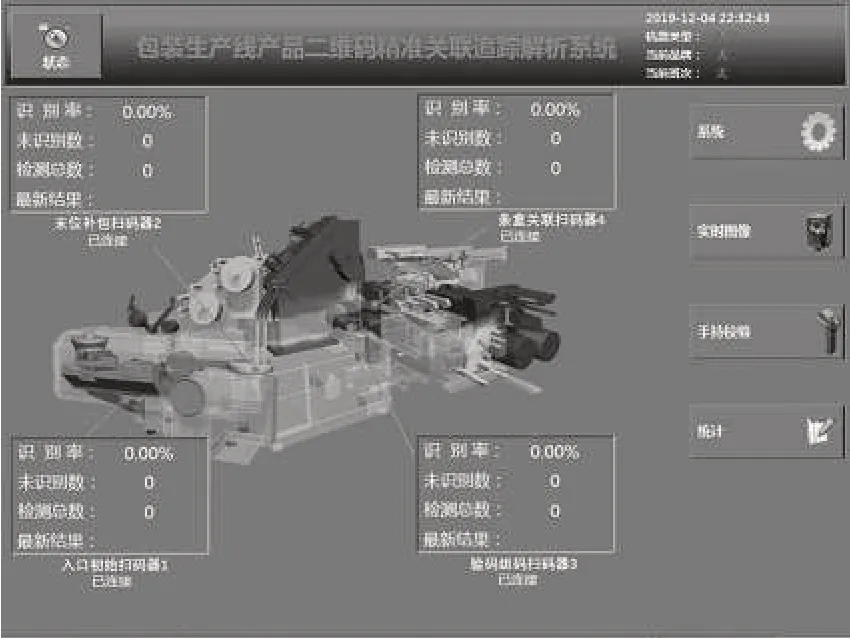
图7 人机界面布局图Fig.7 HMI layout
2 应用效果
2.1 试验设计
材料:“利群(江南韵)”牌细支烟,共40 万盒。小盒二维码印制在小盒商标纸条码的下方,条盒二维码印制在条盒包装纸外侧(均由浙江中烟工业有限责任公司提供)。
设备:ZB45 硬盒包装机组(上海烟草机械有限责任公司)。
测试方法:将40 万盒烟均分成4 组,在第一组1 万盒烟中混入10 盒错牌烟包,在第二组1 万盒烟中混入10 盒二维码质量缺陷烟包,在第三组1 万盒烟中人工剔除小盒10 次,在第四组1 万盒烟中模拟通道卡滞烟包10 次。开启小盒和条盒剔除功能,采用工位关联和基于时间关联两种方法,分别统计不同试验条件下的小盒解析成功率、剔除准确率、关联准确率以及小盒信息包含率,取平均值。
2.2 数据分析
由表1 可见,采用工位关联系统,解析成功率为99.995%,小盒信息包含率为100%。开启条盒剔除情况下,小盒-条盒关联准确率为100%;不开启条盒剔除情况下,小盒-条盒关联准确率为99.95%。与基于时间关联方法相比,系统关联准确率大幅提升。
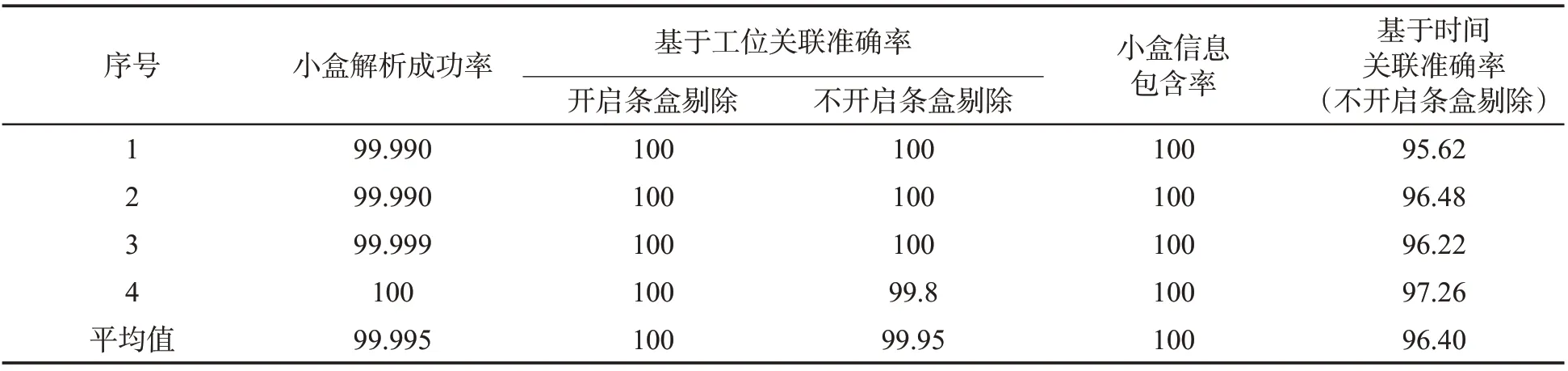
表1 工位关联和时间关联测试数据Tab.1 Test data of station-based correlation and time-based correlation (%)
3 结论
根据包装机组基于工位的运行特点,设计了一种小盒-条盒二维码信息精准关联系统,该系统以STM32 单片机为控制核心,基于包装机组工位信息实现了小盒-条盒二维码信息的在线解析、剔除和关联。以ZB45 硬盒包装机组为对象进行测试,结果表明:该系统能够实现包装机组产品二维码信息在线精准十合一关联,关联准确率达99.95%,与基于时间的关联方法相比较,关联准确率提高3.55 百分点。该系统适用于当前行业内主流软盒、硬盒包装机组,可为提高卷烟包装工艺过程数字化管理水平提供支持。
