大位移模数式桥梁伸缩装置安装工艺研究
2020-08-27刘坚
刘 坚
(山西省交通新技术发展有限公司,山西 太原 030012)
伸缩装置是桥梁的重要组成构件,是为使车辆平稳通过桥梁并满足桥梁结构变形要求的需要,在桥面伸缩接缝处设置的各种装置的总称。桥梁伸缩装置又简称伸缩缝,有多种结构型式,其中模数式伸缩装置凭借其成熟的技术和丰富的工程应用经验,得到了业内专家学者的广泛认可,是目前公路桥梁上使用最广泛的一种伸缩装置。在引进国外先进技术的基础上,国内相关企业设计生产的模数式伸缩装置已达1 000 mm以上,但由于大位移伸缩装置施工经验少、施工难度大,如果盲目施工,采用不合理不科学的安装方法,不仅会折损伸缩装置的服役寿命,还可能给桥梁主体结构造成损害,埋下质量安全隐患[1]。
本文以北盘江特大桥GQF1120模数式伸缩缝的安装为案例,简述中国自主品牌模数式伸缩装置的安装工艺,分析探究其关键技术,为类似工程项目提供参考依据。
1 工程介绍
北盘江特大桥横跨云贵两省,主跨1 341.4 m,为斜拉式钢桥,在主桥两端各设一道GQF1120型大位移伸缩缝,每道12.25 m。缝体采用等距变位模数式桥梁伸缩装置,于2016年12月份完成安装。通车后,缝体伸缩均匀,行车平稳,效果良好,运营至今未出现任何质量病害现象。北盘江特大桥大位移伸缩缝的成功安装及可靠运行,彰显了国内生产的等距变位模数式伸缩装置的产品优质和安装质量,其安装经验可为类似的大位移伸缩缝的安装提供参考。

图1 北盘江特大桥
2 等距变位模数式桥梁伸缩装置
等距变位桥梁伸缩装置是由山西交科集团研发出来的一种新型模数式桥梁伸缩装置,如图2所示。
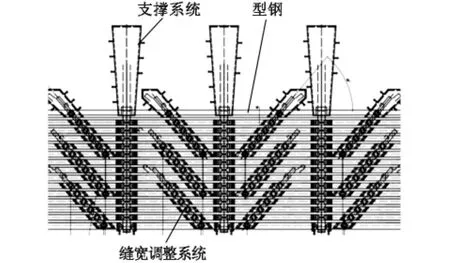
图2 GQF1120等距变位桥梁伸缩装置结构型式
缝体由型钢组、支撑系统和缝宽调整系统三部分组成。其结构特点在于支撑系统与缝宽调整系统相互独立,实现了模数式伸缩缝的模块化加工,降低了模数式伸缩缝制造难度,更能均匀地自动调整各型钢之间的缝隙变化,产品性能可靠稳定。
3 大位移模数式伸缩装置的安装工艺
大位移桥梁伸缩装置的安装质量是践行设计者理念、实现产品功能、确保使用寿命的重要保障[2]。大跨径桥梁多为钢结构桥梁,桥面铺装层较薄,为保证钢结构桥结构性能稳定连续,在伸缩缝处不做变截面设计,因此要求伸缩缝在与钢桥连接时采用焊接方式。为适应这种设计要求,国内外通用的设计方法是采用特殊的单侧伸缩装置。但这种设计很大程度上增加了伸缩装置的安装难度。
3.1 安装工艺

图3 大位移模数式伸缩装置安装工艺
3.2 技术要点
3.2.1 预留槽修整
主跨两端桥头处均需设计出伸缩装置安装预留槽,检查预留槽及梁端间隙是否符合设计要求,并对预留筋进行必要的修整。
预留钢筋缺失的修补方法:a)如有外漏钢筋,可直接在外漏筋上加焊U型锚环;b)缺环处按要求间距(一般为20 cm),用φ18的钻头,钻至少10 cm深的孔,清理孔中杂物并保持孔内干燥;孔内打入U形锚环,灌入调配好的环氧树脂。
3.2.2 定位牛腿设置
对于特殊大位移伸缩缝的安装,因需要考虑摊铺机的通过,均采用先装法。作为影响伸缩缝安装标高的牛腿,其设置显得尤为重要,因此要对牛腿的结构设计、牛腿的支撑高度、数量及设置位移进行精准设计。
牛腿是焊连在钢箱梁侧面,用于支撑伸缩装置的部件,按照功能和作用分,可分为定位牛腿和普通牛腿。定位牛腿是指沿着缝体的长度按照设计的坡度和高程预先焊接在钢梁上用于最先支撑缝体的牛腿,设置在缝体两端,每端各两个。定位牛腿的高度应保证其支撑的缝体最终满足设计标高。设置定位牛腿时,需进行顶面高程定位和平面位置定位,精确量测,保证缝体的位移箱准确放置在定位牛腿上,并保证放置后缝体满足设计高程和横坡。
定位牛腿的设置极大程度地减少了后期牛腿安设过程中牛腿高程和纵横坡的调整工作量,同时,定位牛腿的设置可更好地减少牛腿安装误差,保证缝体的安装精度。
3.2.3 缝体吊装及位置调整
定位牛腿安设焊接完成后,根据缝体的重量和长度合理设置缝体吊环位置,采用适宜吨位的吊车将缝体吊装入槽。对大型伸缩缝,不论从安全方面考虑还是从成本支出方面考虑,吊装方案的设计都是极其重要的。为保证缝体吊装安全,同时减少施工成本,需由专业人士对吊环位置和吊车吨位进行设计。
桥梁热胀冷缩效应会导致预留槽的宽度随温度发生变化,给吊装带来困难,所以一般选择上午7—9时气温较低时将缝体吊装入槽,此时预留槽宽度较宽,方便缝体入槽。缝体入槽后,采用在牛腿支撑上垫付钢板的方法进行缝体高程及纵横坡的调整。调整后及时对边梁施焊,将位移箱侧固定。
3.2.4 剩余牛腿的焊接
缝体吊装后,需在各个横梁的位移箱底部安装并焊接剩余的牛腿支撑并保证无缝隙焊接。焊接过程中要特别重视焊接质量,并避免焊接火焰对橡胶制品的损坏。焊接质量的好坏会直接影响到牛腿与钢箱梁、伸缩缝与梁体之间的连接强度。如果连接不紧密,后期运营过程中,随着重型车辆的反复作用将会造成极其严重的安全和质量事故。所以,牛腿焊接完成后必须对焊缝进行超声波无损检测。
3.2.5 解锁
牛腿焊接后即可进行钢箱梁侧缝体的焊连,确保缝体边梁与钢箱梁贴合处设计缝隙的填充焊连续、密实,必要时进行探伤检测。待钢箱梁端焊接工作接近尾声时,选择适宜温度进行解锁,这个适宜温度为缝体在工厂制作时锁缝的设计温度。在温度变化比较明显的地区,应关注解锁时间,并以最快的速度完成解锁。解锁温度选择不合适,会导致极限温度下,缝体被挤死或胶条被拉脱。即使后期发现,由于缝体质量较大,结构复杂,调整已无可能。
3.2.6 调平焊接
解锁后按照设计坡度对缝体进行顺桥向的调平,检验合格后,及时将混凝土侧缝体的锚环、位移箱与桥梁的预埋钢筋进行焊连固定,先在沿缝方向上选择几个连接点固定缝体,使缝体能够整体满足伸缩需要,然后再进行顺序焊接。对于大位移伸缩装置,预留槽较深,浇筑的混凝土较厚,为了防止混凝土收缩开裂,在浇筑前需在边梁下部及附近编织1~2层钢筋网片。
3.2.7 模板支护及混凝土浇筑
对于大位移伸缩装置,为保证混凝土的质量,模板需要采用钢模板,支护需牢固、严密,用发泡剂封闭模板缝隙,防止出现漏浆、跑模的现象影响混凝土浇筑质量。混凝土采用C50钢纤维混凝土。由于混凝土的浇筑深度较深,而且有很多预埋件,所以既要保证振捣充分又要避免影响预埋件的定位和锚固。气温过高时,宜避开中午,尽量安排在早晨、傍晚或夜间施工。作业完毕应及时覆盖土工布及薄膜洒水养护,养护期不少于7 d。
3.2.8 另半幅缝体安装
大多数大跨径桥梁设计为左、右幅单独施工,所以待前幅完成混凝土浇筑以后需按照前幅的施工方法进行另半幅的缝体安装。
3.2.9 两幅缝体对接
后幅缝体焊接和固定完成后,热胀冷缩效应会导致两幅缝体的缝宽达到一个基本相同的尺寸,此时及时将后幅缝体解锁,利用撬工、千斤顶等工具完成两幅缝体的各梁对齐。对接时先对接边梁并焊接,再依次对接各中梁,进行点焊连接,待所有中梁均对齐连接后再补焊牢固。焊接结束后,用手提砂轮机对焊缝进行打磨。
3.2.10 嵌入橡胶密封条
橡胶条安装时,缝体受温度变化伸缩后的缝宽需方便胶条入缝,一般情况下,应在缝宽达到4~5 cm时入缝。在安装过程中要注意不得损坏胶条,且胶条要完全装入,并做防水性能试验保证胶条安装质量。
4 结语
大跨径桥梁的建设已成趋势,鉴于钢桥的特殊性,大位移伸缩装置的应用必将逐年增多。不同于技术成熟的小位移伸缩装置,不科学不合理的安装方法不仅会很大程度地折损伸缩缝的服役寿命,还可能带来严重的质量安全隐患。在大位移伸缩装置的安装过程中,要特别注重每一步的施工质量控制,严格按照施工流程组织施工。多个工程实例证明,本文提出的大位移施工工艺,不仅可以保证缝体后期的服役质量,还能很大程度上缩短工期,减少成本支出,达到良好的经济效益。
