燃气轮机涡轮叶片冷却试验技术
2020-08-27周灵敏王博魏佳明庄达明李祎曼杭州汽轮动力集团有限公司
■ 周灵敏 王博 魏佳明 庄达明 李祎曼/杭州汽轮动力集团有限公司
燃气轮机涡轮叶片冷却设计在初始阶段一般采用数值计算方法,由于涡轮叶片流动和传热机理复杂,设计结果存在较大的不确定性,需要开展一系列的冷却试验进行设计程序的修正和结果验证,才能保证涡轮冷却叶片在燃气轮机中的安全可靠运行。
高温涡轮冷却叶片设计是燃气轮机的核心技术,其难点之一是如何准确预测叶片温度场,满足工程需要。高温涡轮叶片冷却设计流程如图1所示,通过叶片内部和外部的数值计算获得内外边界条件,最后通过流体计算软件进行叶片的导热计算,从而获得叶片温度场。由于流动和传热机理复杂,计算结果存在较大的不确定性,为了获得准确的温度结果和校准设计工具,需要在叶片设计的不同阶段开展不同的冷却试验进行验证,主要冷却试验有流量试验、内换热系数试验、外换热系数试验、气膜有效度试验、综合冷效试验和整机试验。这些冷却试验的开展需要循序渐进,在不同设计阶段及时对设计结果进行修正和验证,从而保证涡轮冷却叶片开发能够顺利进行。
叶片流量试验
冷却设计验证的第一个试验是流量试验,为了验证冷却设计的流量和阻力计算是否合理。如果冷却空气的流量能够得到保证,冷却设计就不会偏离设计预期太远。图2为流量系统公司叶片流量试验台,主要进行试验件压力和质量流量测量,其最大流量测量范围为0.908kg/s,测量精度为±0.48%,重复测量精度为±0.25%。
叶片流量试验时,先将大气通过压缩机进行压缩,压缩过的空气再依次经过储气罐、冷却式/吸附式干燥机和过滤器,随后进入到试验段。试验段有稳压设备和测量设备,待测叶片连接在试验段下游。试验中需要监测大气温度和压力,试验件进口温度、压力以及流量等,通过改变进入叶片供气口的压力,进行多个供气压力工况下的测试,即可得到冷却空气的流量特性。该流量特性和设计相比对,即可对设计进行一定的修正。

图1 高温涡轮叶片冷却设计流程

图2 流量系统公司的叶片流量试验台

图3 叶片流量试验系统简图
图3为笔者所在团队参考流量系统公司的叶片流量试验台所搭建的试验系统,成本降低了50%。将流量试验结果与流量系统公司的试验结果进行对比,两者流量偏差在1%以内。
内换热系数试验
完成流量试验后,可根据该冷气流量开展内换热系数试验。在冷气流量正确的前提下,内换热系数试验的测试可以获得冷气侧的换热条件。内换热系数试验的方法主要有热电偶配合电加热器的间接测量、薄膜热通量计的间接测量、瞬态液晶(TLC)显影测量以及稳态液晶测量等。
其中,TLC显影测量是比较新的测量方法,试验系统简单,使用较多,它的基本原理是在透明的叶片内侧涂上TLC涂料,换热系数不同的位置涂料变色的速度不同,因此可以通过瞬态液晶的变色情况来推算换热系数。该试验的主要测试设备有透明的试验件、TLC涂料、总温探针、总压探针、LED光源、高速摄像机以及图像处理程序等。试验在大气环境中进行,进入冷却通道的空气一般需要加热,与当地大气形成一定温差以激发液晶显示。
液晶试验可以在静止试验台和旋转试验台中开展。图4为伊格纳斯等人的静止试验台和法毕帕索等人的旋转试验台,其内换热雷诺数(Re)分别可以达到200000和60000,换热系数的最大试验误差分别为7.3%和10%。图5为宋伊婉等人的试验件和试验时液晶的变色情况,可以看出,液晶作为一种影像化的测量手段,可以直观显示出叶片内壁面的换热系数的分布情况,优势明显。
外换热系数试验
叶片燃气侧换热系数的计算目前主要是依赖边界层程序或者经验关联式计算,但存在着转捩预测不准、无法考虑真实叶型等缺点,因此必须进行外换热系数试验。
叶片外换热系数试验主要采用基于薄膜热通量计的直接测量方法和基于热流量间接计算的间接测量方法。薄膜热通量计可以测量获得风洞中叶片表面的热通量,配合热电偶测得的叶片表面金属温度,使用简单公式计算即可得到叶片的外换热系数。而间接方法,则是通过热电偶获得金属温度,再通过二维温度计算得到叶片位置的热流密度,从而计算获得外换热系数。
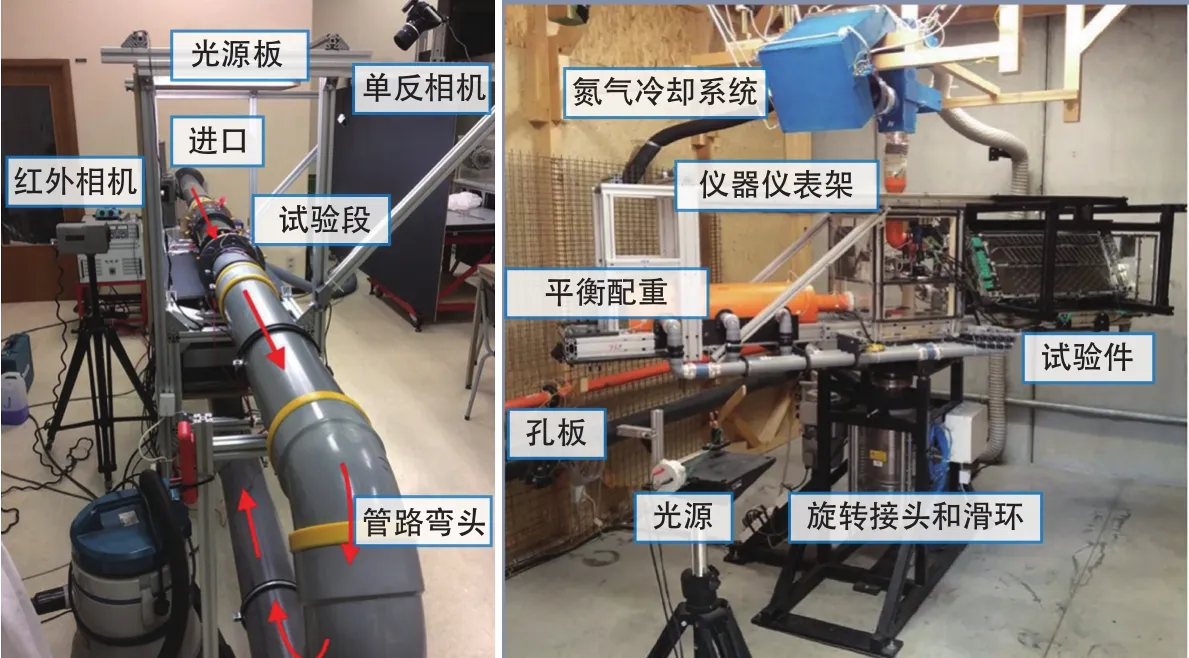
图4 叶片内换热试验静止试验台和旋转试验台

图5 叶片通道试验件和液晶变色图
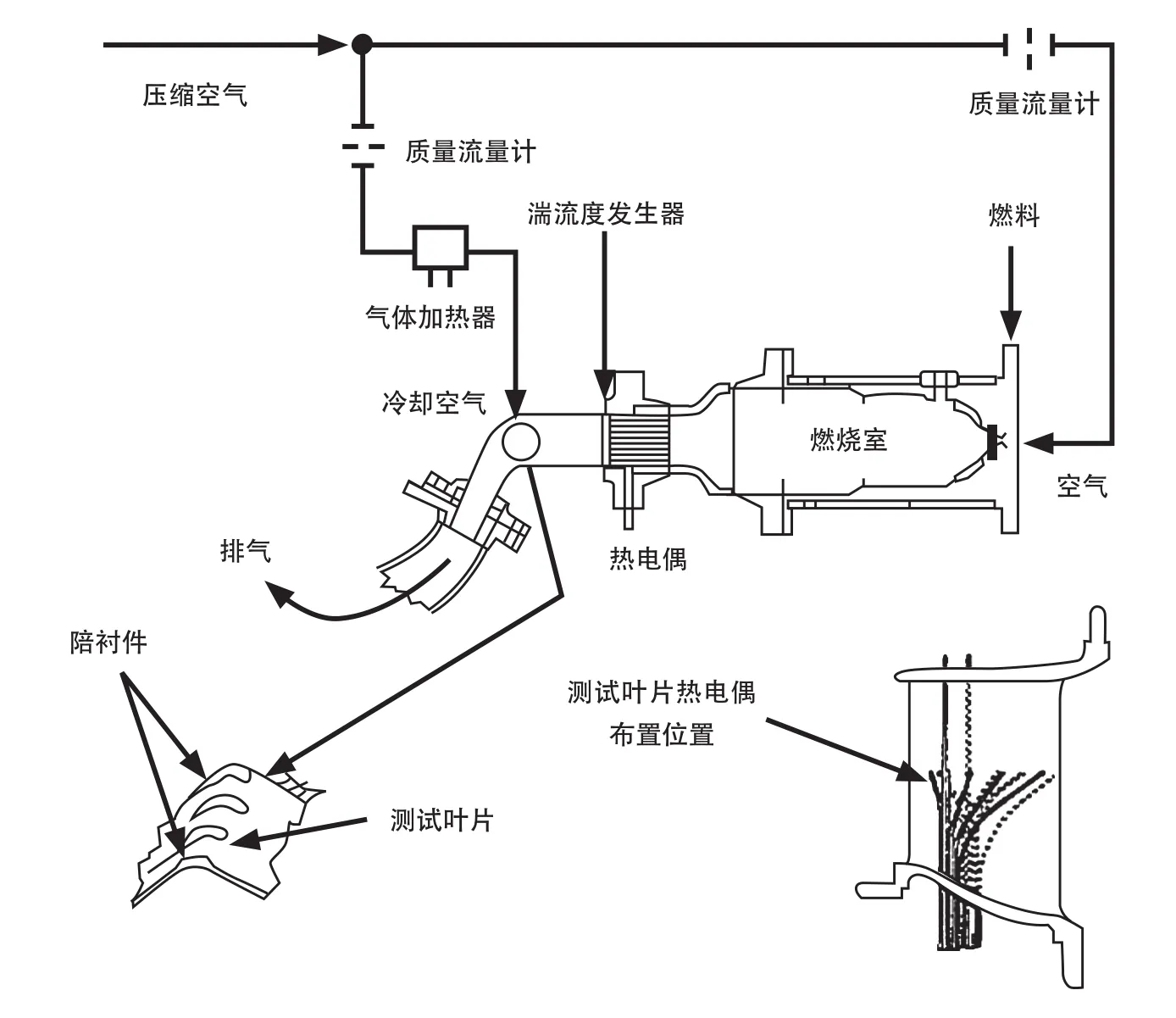
图6 叶片外换热试验台结构示意图
综合来看,外换热试验难度较高但可以实现,如索拉公司、美国国家航空航天局(NASA)等很早就开展了叶片外换热系数试验,图6为索拉公司外换热系数试验台结构示意图。哈尔滨工程大学、西北工业大学、西安交通大学等高校也有类似试验台,但测试结果在公开文献中不多见。因此,在新的涡轮叶片开发中,外换热试验的工作还须进一步研究。
叶片气膜有效度试验
气膜有效度试验是通过获得叶片表面的气膜有效度分布,从而获得叶片的外部换热温度。虽然有大量文献和数据可参考,但对新设计的叶片,气膜试验是必不可少的。目前常用的气膜有效度的测量方法有使用热电偶配合加热器测量、压力敏感漆技术(PSP)、瞬态热敏液晶技术(TLC)、稳态热敏液晶技术等。其中,PSP技术是最简单且目前使用最多的技术。清华大学、西北工业大学、西安交通大学、上海交通大学、中国科学技术大学等都使用过PSP技术,并积累了较多的试验经验。试验用到的设备和仪器包括风洞试验台、试验件、热电偶、压力探针、高速摄像机、图像分析和处理程序以及试验气体(CO2或者N2)等。
PSP测量气膜有效度试验包括以下步骤:通过测量风洞中叶片表面静压等参数,计算、验证风洞和叶片的气动特性,验证完成后再开始气膜试验;给试验叶片提供冷却空气和测量气体(一般为CO2或者N2),通过摄像机拍摄叶片表面的气体浓度分布;对图像进行后处理和数据分析。图7为清华大学通过PSP测量气膜有效度的试验台。

图7 气膜试验台

图8 高温叶片综合冷效试验台结构示意图
综合冷效试验
以上试验只关注了叶片内侧或叶片外侧,且大多采用了简化的叶片模型,如采用了直叶片、使用了叶片中间截面参数、忽略了一些细节特征等。这些试验可以较为快速且安全地获得数据,抓住了主要矛盾,但无法从整体上检验或校准叶片的冷却设计。因此,往往更受重视的是叶片的综合冷效试验,因为它可以直接检验叶片的冷却效果。
GE航空集团、西门子公司和索拉公司都建设了综合冷效试验台,采用真实的燃烧室、涡轮叶片以及二次空气系统,长时间运行在真实工况下,用于考核真实工况下叶片冷却设计的可靠性。此外,综合冷效试验台还可以在高温模拟工况下开展试验,获得模拟工况下叶片表面温度分布,建立真实工况和高温工况的相似准则,以降低挂片试验的成本和风险。西安交通大学在建的高温叶片综合冷效试验台结构如图8所示。试验系统主要由高压供气系统、燃烧室—环形叶栅—排气系统以及数据测量监视控制系统构成。
综合冷效试验是综合检验叶片冷却有效性的难度最大的部件级试验之一。目前东方汽轮机厂的G50、北京华清燃气轮机与煤气化联合循环工程技术有限公司的CGT-60F等均开展了此项试验。总体来看,受试验台流量能力的限制,地面燃气轮机冷效试验都采用了一定的降温模化策略。
整机试验
在真实的燃气轮机中,涡轮叶片的工作环境、供气环境和试验的差别往往比较大。即使是综合冷效试验也有一定的近似。因此,在燃气轮机整机设计、装配完成后,还需要进行整机试验。整机试验的项目非常多,和叶片冷却设计相关的主要是供气系统试验和叶片专项试验。供气系统试验一般需要在腔室或者叶片相应位置,布置压力或者温度测点,通过分析可以得到叶片供气系统的信息,由此得到叶片供气的相关参数。叶片专项试验主要是叶片温度的测量,可以使用示温漆、热电偶、热晶体、光学高温计等方法测温,配合二次空气系统参数的测量结果,可以分析得到叶片的冷气流量、详细的温度分布等结果。
整机试验是叶片冷却设计的最终检验,但测试难度也是最大的,需要综合考虑多方面因素。目前,在燃气轮机的开发中,整机试验都是必不可少的,涡轮叶片冷却试验更是重中之重,但成本很高,难度极大,在国内的重型燃气轮机开发中尚未有完成此项试验的厂家或案例。
结束语
本文对燃气轮机涡轮叶片冷却试验进行了详细介绍,在不同设计阶段需要采用不同的冷却试验进行验证,例如,利用流量试验台验证涡轮叶片冷却设计的流量和沿程压力分布,通过TLC内换热系数试验获得冷气侧的换热条件,通过外换热系数试验和PSP气膜有效度试验获得燃气侧的换热条件,通过综合冷效试验从整体上检验和校准叶片的冷却效果。另外,冷却试验过程中需要注意很多问题,例如,流量试验件增材制造的精度问题、动叶旋转效应影响、燃气流道周期性问题等,但这些问题都可以通过后续的整机试验进一步解决,最终保证涡轮叶片安全可靠地运行。
