内倾式劲性钢筋混凝土超高层建筑施工技术
2020-08-26陈松
陈松
中建七局(上海)有限公司,中国·上海 200000
内倾式劲性钢筋混凝土施工技术往往被运用于高层建筑施工活动中,它所构建的组合型架构模式非常易用,所以被称之为内倾式。从技术应用角度来讲,该技术的固定架构非常独特,会伴随建筑本体的向内向外收张形成上下层不平行结构状态。因此,论文探讨该技术在超高层建筑项目施工中的具体技术实践应用。
内倾式劲性钢筋混凝土施工技术;超高层建筑;材料
1 引言
内倾式劲性钢筋混凝土施工技术在材料选择、劲性柱组装方面都非常讲究,其对技术细节的拿捏需要做到精细到位,为有效服务于超高层建筑施工,还需要思考合理把控技术应用过程,从多个方面思考施工技术应用要点,了解施工过程中的某些必要条件。
2 内倾式劲性钢筋混凝土施工技术的必要条件
在超高层建筑施工中运用内倾式劲性钢筋混凝土施工技术,必须深度思考其施工必要条件,以下简单分析几点。
2.1 对专业焊机的选择
首先对专业焊机的选择必须科学合理,严格遵照厂家说明标准来操作焊机,在焊接过程中则需要注意其电流与温度控制。例如,要将其电流控制在2000AA左右,上下浮动不超过200AA。如果从焊接本质角度看,需要分析其电流量,如果电流量越大代表了所需要焊接时间越短、焊接效果越好。在焊接作业完毕后,需要进一步采用敲击方法,保证焊接工作高质量完成[1]。
2.2 对型钢柱与梁的局部调整
针对型钢柱与梁的局部调整很有必要,可采用锤击法或加热法两种方法进行局部调整。例如,在采用锤击法进行调整过程中,要掌握好锤击力度,但是要避免力度过大导致型钢柱梁出现大范围形变。而在运用加热法操作过程中,则必须合理调节加热温度,也要避免加热温度过高(≤900℃)[2],如果超温会导致型钢柱与梁无法承受。在加热完成后,还需要注意可能发生的渗水问题。
2.3 对劲性柱的组装
在进行劲性型钢柱进行组装过程中,需要对其固定区域4个小圆孔进行调整。因为小孔内部都有螺旋纹路,所以它们可与其它固定装置配合组装使用,例如,可将型钢柱与钢板连接起来,这种组合型固定结构模式可最大限度提高超高层建筑架构的整体稳定性。当然,型钢柱与钢板相互组合并非是唯一施工技术方案,还可参考具体的建筑结构进行技术方案与技术应用难度系数调整。在施工中至少保证施工人员在两人以上,随施工难度增长调整施工参与人数即可。
一般来说,内倾式劲性钢筋混凝土施工技术中对型钢柱与梁的组装施工技术要点应该包含以下3个方面:第一,按照标准对型钢梁底部进行精密测量,然后再进行技术设置;第二,将出型钢梁具体水平位置调整确定到位;第三,对组装完成的型钢梁进行调整,然后利用塔吊将其输送到指定位置,保证钢梁之间焊接到位[3]。
2.4 对分叉柱结构的调整
在针对分叉柱子进行结构调整过程中应该根据其结构固定形式与施工过程进行小幅度调整。由于伴随工程中楼层的不断增高,其型钢柱的倾斜角度也会逐渐增加,为此在实际操作过程中需要对楼层型钢柱的倾斜角度进行扩散处理,合理控制扩散面积不要过大,以保证分叉柱结构稳定性。具体来讲,也可采用具有固定功能的分叉柱对高层区域进行稳固性调整。
3 内倾式劲性钢筋混凝土施工技术的案例实践分析
内倾式劲性钢筋混凝土施工技术在目前的城市化建设方面应用广泛,下文结合某超高层酒店建筑A 建筑工程项目为例,探讨了其在应用内倾式劲性钢筋混凝土方面的若干施工技术要点。
3.1 案例项目概述
某A酒店为超高层建筑,它的建筑总高度达到110.700m,地上30层,地下2层,首层长度为65.85m,宽度为31.25m,平面从北至南由3 块墙板组成,其中中间剪力墙与柱呈现外倾斜7°结构并向上延伸,建筑造型整体呈现上大下小结构。
3.2 工程结构设计
A酒店全程采用现浇钢筋混凝土框架—剪力墙结构,其南北两端拥有10根内部型钢内倾式劲性钢筋混凝土柱,其翼缘板为-200mmx25mm 宽形结构,内部设有H型钢劲性钢筋混凝土梁内倾式钢筋混凝土柱结构,该结构恰好与建筑核心部分剪力墙联系起来,共设计10根。而建筑主体结构采用混凝土强度等级为C30级、层数为15层的梁板顶结构,它同时采用到了大型筏板基础,板厚厚度为3000mm,局部为1700mm,主要采用C40自防水混凝土结构,抗渗等级达到P10,次梁部分采用宽扁梁结构,它可有效加大超高层建筑楼体的内部室内净高。在施工前,需要对其劲性柱内型钢截面变化进行分析,主要分析其下部劲性柱形式与上部劲性柱形式。在结构设计方面采用外包混凝土形状、材料与面积,充分展现“强柱弱梁”的抗震原则,保证每个柱型钢都能实现连续均匀配置,同时分节长度满足结构要求。施工中利用塔吊进行超重量控制,保证实施结果最长柱节控制在7m左右、5t重量,其中间采用-200mmx12mm的连接钢板进行组合连接[4]。
3.3 劲性柱材料的选择与制作
在劲性柱材料选择方面采用低合金高强度钢进行加工优化,并自动焊接完成施工。在现场拼接方面采用手工焊接技术,配合探索结构钢材料加工制作,保证劲性柱施工质量到位。
在劲性柱制作与安装过程中,具体来讲主要结合以下制作工艺流程展开,如图1所示。
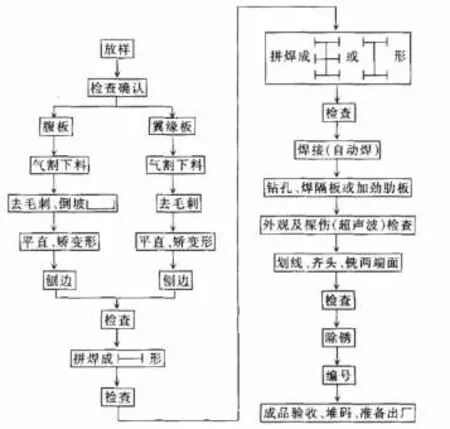
图1 型钢柱制作工艺示意图
3.4 劲性柱的设计安装
在劲性柱的设计安装方面,A建筑施工现场所采用的是无大型构件堆场环境,其中主要安排夜间对型钢柱、梁进行拖车与平板车运行施工,配合塔吊进行安装。施工过程中首先保证首节型钢柱底座预留4个螺纹圆孔,并保证上下节柱钢板连接到位,对固定螺栓进行临时固定处理,而上下柱部分则要实现坡口焊接永久连接。结合上述操作可有效减少对同一型钢柱的过度焊接,实现对称施焊,首先进行翼缘板焊接,然后再进行各个腹板焊接。在施工中,需要注意一点,型钢柱可能会被混凝土过分包裹导致变形因此在施焊之前需要调整柱位,尽量缩短施焊次序与时间,最大限度确保施工质量到位,合理绑扎焊接支柱模板,做好混凝土浇筑工作[5]。
3.5 木工检查与焊接质量控制
在对A酒店建筑进行木工支模检查过程中,需要实施放样检查,观察其模板能否与型钢柱合理绑扎到一块,同时检查型钢安装偏差问题,提高木工检查效率。
在焊接质量控制方面,主要要按照《建筑钢结构焊接技术规程》进行分析,基于100%肉眼观察来检查超声波检测过程,同时配合自检过程,确保超声波检测到位。A酒店建筑主要按照II级焊接要求、20%数量检测标准进行复检,最后将劲性柱运输到现场进行施工安装。现场安装手工焊缝则按照I级标准进行,配合100%超声波完成自检过程,确保焊接质量万无一失。实际上,要在每层型钢柱、梁安装过程中都实施自检,当验收合格以后,按照20%焊缝超声波随机抽检方式对不合格品进行全层反工重做,保证复检合格率控制在100%左右,如果发现不合格品需要进行合理调整处理。
3.6 其它技术要点
针对A酒店建筑的其它设计技术要点主要围绕翼缘板展开,可专门设置栓钉,强化型钢与混凝土共同受力条件,有效提升构件抗剪力度,追求以最大电流2000A为标准在1.2s短时间内完成型钢栓钉焊接。经过实践证明,需要保证电流取最大值,在焊接完毕后按照规程要求再采用敲击法进行检验分析。
而针对型钢的局部调平矫正可采用手锤锤击法配合加热矫正法,保证加热温度被控制还在900℃以内。与此同时要避免混凝土养护用水或其它用水水源浇至到加热焊接位置,进而导致刚才焊缝冷淬,降低材料及施工质量。
A酒店建筑在使用不同强度等级的钢材焊接过程中,需要按照强度钢材使用条件进行焊条焊接,要保证其焊接强度值按照焊接偏低的钢材开始取用,提高焊接效率[6]。
4 结语
综上所述,基于内倾式劲性钢筋混凝土结构的施工应用尝试较多创新性技术操作,基于竖直向上结构对建筑施工内容进行分析,保证型钢设置承受部分结构自重与施工载荷到位,提前做好拆模,有效推进施工进度。为保证施工顺利,需要对施工材料进行严选,同时不断提高丰富技术手段,确保超高层建筑工程施工品质到位。
