管道工厂化预制技术在JIGCC 项目中的应用
2020-08-26王伟中国电建集团四川工程有限公司
王伟 中国电建集团四川工程有限公司
一、项目背景
JIGCC 项目是建设一座大型的世界级电厂,与沙特阿美公司在沙特Jazan 经济城开发的40 万BPSD 的炼油厂和码头项目相邻。该发电厂的原理基于煤气化联合循环(IGCC)技术,其建成不仅将满足炼油厂的电力需求,而且还将向国家电网输送大量电力能源,可以有效的满足不断增长的沙特国家电力需求。
二、管道工厂化预制的必要性
IGCC 项目管线工艺较复杂,多达46 个系统。管道焊接是整个吉赞IGCC 项目成败的重点和难点,焊接总量高达450000DIA,而且使用的管道材质多样,包括:碳钢,304 不锈钢,316 不锈钢,P11 合金钢,P22合金钢,P91 合金钢以及A790 双相不锈钢。对于如此复杂且庞大的焊接量,仅靠现场焊接安装已无法满足项目的工期要求,因此采用工厂化预制方案是此项目的必然选择。
三、管道工厂化预制的流程
根据功能的需求,进行预制设备的定位布置,确定操作工位,形成流水作业线,管道工厂化预制流程如图1 所示。
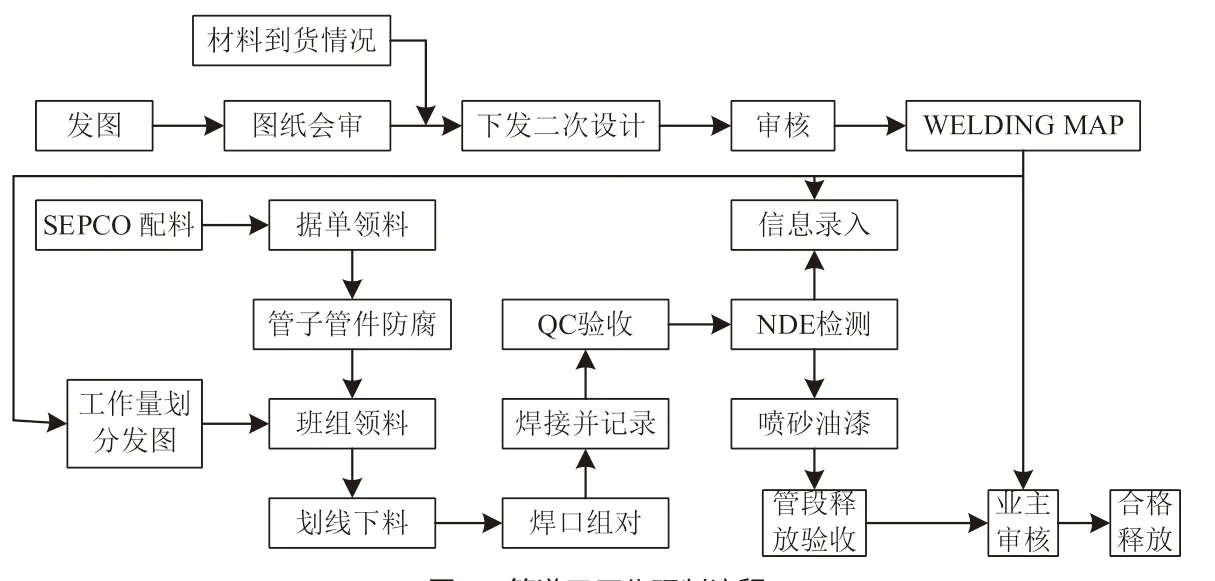
图1 管道工厂化预制流程
四、管道工厂化预制的应用
(一)图纸的二次设计
1.设计图纸校核
拿到管道设计图纸后,要核查以下内容:(1)管线走向、标高、位置有无冲突;(2)管道设计图中管线、管附件、法兰、阀门是否满足P&I 图要求,尺寸标注是否准确;(3)材料数量是否有缺漏。设计图纸校核发现的问题,要及时联系业主或设计单位更正。
2.管道拆解
工厂化预制要尽可能提高管道预制深度,需要焊接的管件接头,尽可能多地在工厂内焊接。但产品预制深度的确定,应考虑到运输和安装的方便,因此,设计图纸上的管道需要合理拆解。管道拆解遵循以下原则:(1)便于管道现场安装;(2)要便于单管运输及吊装,管子分段尽量控制在二维空间内;(3)尽可能提高预制深度;(4)一个独立的预制管段应尽量画在一张图上,不要分成两张图,以便于预制和管理。
3.标注管段号、预制焊口号及现场焊口号
编制管段号、焊口号是为了进行施工管理及质量检验。每个管段应有唯一的管段号,管段号一般由管线号+顺序号组成。焊口号在一条管线中是唯一的,由字母代号+顺序号组成。管段号、焊口号的标注应与管线拆解同时进行,其实管线如何拆解是通过管段号、焊口号的标注来体现的。
4.标注下料尺寸
标注下料尺寸就是将每个预制管段中直管段的下料尺寸计算并标注在加设图中。计算时要将该段管所包含的管件、阀门、垫片、法兰等部件尺寸从总尺寸中全部减去,最终结果即为管线下料的实际尺寸。
5. WELDING MAP 校对审核
WELDING MAP 图纸和料单编制完成后应进行校对、审核,合格并批准后才能使用,因为二次设计是十分细致烦琐的工作,容易出错,所以必须由专人进行校对、审核、批准后才能使用。
(二)管道工厂化预制的施工组织
1.对口及焊接
管道工厂化预制施工安排时需注意以下几点:(1)预制时应该大小管径相结合、厚壁薄壁相结合,由此可以合理地调配焊工的工作强度,提高工作效率及焊接质量;(2)采用专人专焊模式,及合金钢的焊工专门焊接合金钢,不锈钢的焊工专门焊接不锈钢,不应随意进行调整,打破焊工焊接的基调,有利于焊接质量的保持;(3)管道预制需根据现场安装施工顺序进行,按照管段号从管线的一端开始预制到另一端,避免跨管段号预制,给现场施工带来不便。
2.NDE 检测及热处理
阿美项目中的质量要求格外重要,而NDE 检测及热处理便是管道预制中的关键。在焊接时需严格的按照阿美01-SAMSS-010、
SAES-L-110、SAES-L-350、SAES-W-011、SAIC-L-2013、SAIC-L-2018、SAIC-L-2035、SAIC-W-2005 以及ASME B31.3 中的组对、焊接要求进行预制。
3.管段防腐释放
管段在释放之前需进行喷砂油漆工作。而在释放喷砂及油漆后释放阶段均需QC 及PID 检查,由于JIGCC 项目中存在大量的P11、P22 及P91 合金钢管道焊接任务,因此对于合金钢等检测项多的管段需提前进行释放工作,早发现问题,早进入尾项清理阶段。
五、管道工厂化预制的优势
(一)效率
采用传统的预制方式预制深度仅仅能达到25%到35%,而采用工厂化预制,预制深度可以达到60%以上。预制焊口完成下料组对焊接可以在预制棚内或者在条件优越的预制车间完成,如果在车间完成的话,可以让工人的劳动强度降低,从而提高工作效率。
(二)质量
在进行管道预制施工过程中,普遍能在预制管道现场选择转动焊方式,因为预制场焊接环境好,湿度受风影响小,施工条件较现场优越,焊工劳动强度较低,所以焊接一次合格率普遍高于现场。JIGCC 项目预制场焊接一次合格率达到98.2%,而现场只有95.1%左右。
3.安全
与现场施工相比,预制场作业不需要交叉施工,比较安全,保证了整个施工的安全性。
六、结论
本文通过介绍管道工厂化预制技术在JIGCC 项目中的应用,分别对管道工厂化预制的流程设置、厂房布置、图纸二次设计、施工组织等方面进行了详细分析,得出了各工序中的施工难点及注意事项。并进一步的总结了管道工厂化预制在JIGCC 项目中在效率、质量及安全等方面所产生的优势,为其他项目提供一定的借鉴意义。
