铁质连接器金属表面锈蚀问题处理办法
2020-08-16张大威印鹏
张大威 印鹏
摘 要:现阶段动车组制动系统所用电器部件的连接方式主要采用配套的公、母连接器连接,连接器外壳所用材料普遍为铸铝材质,少部分为铸铁材质。其中铁质连接器金属表面会因时间及环境因素出现锈蚀现象,这种连接器多为进口连接器拆装复杂且价格较贵,更换新品不但费时而且费钱,将连接器外壳拆下后重新进行表面处理同样增加检修时间及检修成本,如何快速处理此种锈蚀问题越来越受到广泛关注,经验证在连接器表面涂抹一层CRC 路路通多用途防锈润滑剂可以有效的解决此类问题且经济实惠。
关键词:铁质连接器金属表面;锈蚀问题;检修时间及检修成本;防锈润滑剂
2014年8、9月份,武汉维保中心反映,四级返修产品6112列车和6114列车的部分制动控制装置内部QE连接器有不同程度锈蚀现象,我方售后人员确认后现场处理,对锈蚀轻微的QE连接器进行打磨除锈处理,对锈蚀严重的QE连接器进行更换。本QE连接器为进口产品价格较高,连接器外壳主要起保护支撑作用,表面轻微锈蚀虽然短期内不影响产品使用但影响产品外观且如不及时处理会加剧产品腐蚀速度最终造成产品报废或客户投诉。因此,如何快速处理此种锈蚀问题越来越受到广泛关注。
现阶段动车组制动系统所用各电器部件间连接方式主要采用配套的公、母连接器进行连接,连接器外壳所用材料普遍为铸铝材质,少部分为铸铁材质。其中铁质连接器金属表面会因时间及环境因素出现锈蚀现象,这种连接器多为进口连接器拆装复杂且价格较贵,更换新品不但费时而且费钱,将连接器外壳拆下后重新进行表面处理同样增加检修时间及检修成本。
一、锈蚀原因分析
(1)材质检验:使用光谱分析仪对QE连接器样本体材质进行打样分析,通过对化学元素含量对比,确定连接器壳体为一种合金钢最接近牌号为BSM590(高强度焊接结构钢)。
(2)镀层化验:对QE连接器取样,在南京大学现代分析中心使用JY/T010-1996分析型扫描电子显微镜对样块的镀层厚度进行分析,测试结果为镀层厚度为714-873nm,镀层厚度很薄。
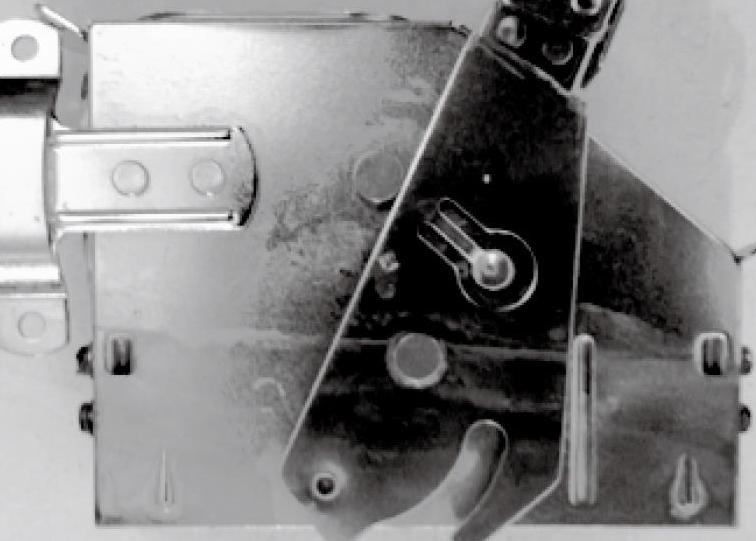
(3)腐蚀试验:取1个QE连接器新产品,将新产品放在盐水里并放置到阳光充足的地方, 72小时后进行观察下图为状态图,可看到连接器泡在盐水下边的部分已经开始锈蚀,由此可证实潮湿的环境确实会加剧金属连接器表面锈蚀。
综上可认为QE连接器表面出现锈蚀现象主要原因为连接器表面镀层厚度薄和产品使用环境恶劣两方面。
2、解决方案
针对以上QE连接器锈蚀原因,制定以下几种解决方案:
(一)更换QE连接器外壳
目前我公司所使用的QE连接器组件为JAE品牌,采购方式为外购,若采用此方案,需先购买QE连接器整体组件(厂家不提供仅外壳销售),之后拆下QE连接器外壳进行更换,QE连接器组件价格约为750元每个,每列车共有24个QE连接器,按更換率10%计算,每列车需费用约1800元,一年400至500列检修,每年约增加检修成本720000至900000元,且由于增加了拆卸和组装工序,此种方法会大幅度增加检修时间,人员成本也会随之增加。
(二)对QE连接器外壳做修复
寻找国内厂家,对锈蚀的QE连接器外壳重新进行表面处理。此方案需要先准备一批QE连接器作为周转件,周转件数量需要根据产品锈蚀数量和表面处理所需要的时间进行制定;需拆下锈蚀的连接器外壳,使用周转件进行替换,之后将拆下的连接器外壳统一送到表面处理厂家做表面处理,重新镀层后的连接器外壳需经过质保部检验,合格入库,由于增加了拆卸工序和更换工序,会大幅度增加检修时间且会增加产生修复成本及周转件采购成本,按20列车周转件计算,周转件成本为1800×20=36000元,另需增加额外修复成本。
(三)刷油漆或涂抹防锈剂进行防护
由于QE连接器外壳的主要起支撑和保护连接器内芯的作用,为非关键部件,若可以选择一种辅料阻止连接器外壳继续生锈,则可以不必对连接器外壳进行更换或修复,具体操作方法为:先用细砂纸除去连接器表面浮锈,并用擦拭纸将浮锈等杂质清理干净,然后喷涂防锈液或刷漆。此方法需对防锈液或油漆的颜色进行选择并对防腐效果做验证(盐雾试验),此方案仅增加打磨工序及辅料涂抹工序,仅增加很少检修时间,且成本仅为辅料采购成本,按5列/瓶计算,辅料费用400列(每年检修列数)÷5×15(辅料单价)=1500元。
综上对比,方案3所需费用最低且所耗工时最小且最经济,如果方案3经验证可行,可采用此方案。
二、试验验证
为保证产品外观差异不大,选用几种常用的透明防锈剂对QE连接器表面进行喷涂,进行96h盐雾试验验证方案3可行性。
取3种防锈剂分别对检修拆下的3个QE连接器做涂漆处理,并从库房领取一个新造QE连接器产品做对比试验,将此四种样件分别进行标记,编号为001-004,其中001到003号样件为涂抹防锈剂的检修件所涂防锈剂分别为CRC 2043三防漆、 CRC 路路通多用途防锈润滑剂、 MAKO-LUBE IO8016A-4 防锈油,样件004为不涂抹任何防锈剂的新品。
将这四种样件委托给苏州广博力学环境实验室有限公司按照GJB150[1].11A-2009《军用装备实验室环境试验方法 第11部分:盐雾试验》标准进行96小时盐雾试验,并每隔24小时候观察试验结果,标准中声明,这种交变方式和试验时间,能提供比连续喷雾96h更接近真实暴露情况的盐雾试验结果,并具有更大的潜在破坏性,腐蚀速率更高。
三、结论
从试验后照片可以看出,编号002号样块的防锈效果最好,表面基本没有锈蚀,样块001、003、004都有不同程度锈蚀(包括新品004),因此可以得出结论:采用对产品涂抹CRC 路路通多用途防锈润滑剂的方法比更换新品QE连接器的方法更有效,同时可节约检修成本及检修时间,此方案为最优方案。
参考文献
[1] 陈永.金属材料常识普及读本.机械工业出版社.2011.
[2] 邓国华等.军用装备实验室环境方法(第11部分:盐雾试验).中国人民解放军总装备部批准.2009.
[3] 张林森.金属表面处理.化学工业出版社.2016.