浅析螺杆空压机余热回收
2020-08-12李梅芳
李梅芳
(中核燃料沧州有限公司,河北 沧州061000)
能源短缺、环境污染已成为世界共同关注的问题,节能减排,提高能源利用率是现代工业发展的共识。压缩空气是工业领域中应用最广泛的动力源之一,广泛应用在现代工业领域。据统计,空压机能耗约占工业生产总能耗的10%~35%[1],除辐射热和压缩空气携带的热量外,空压机消耗的90%电能转化成热的形式散失[2]。近年越来越多的工厂通过空压机系统改造获取余热,满足工厂锅炉水预热、员工淋浴、废水蒸发浓缩等生活、生产用热,在降低工厂能耗的同时改善了空压机工作性能取得了较好效益[3-4]。
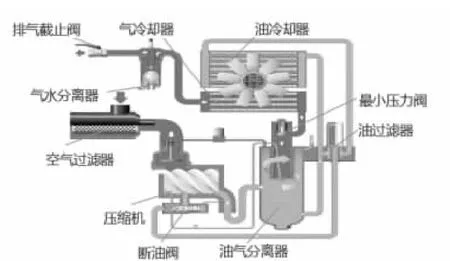
图1 为螺杆空压机结构图
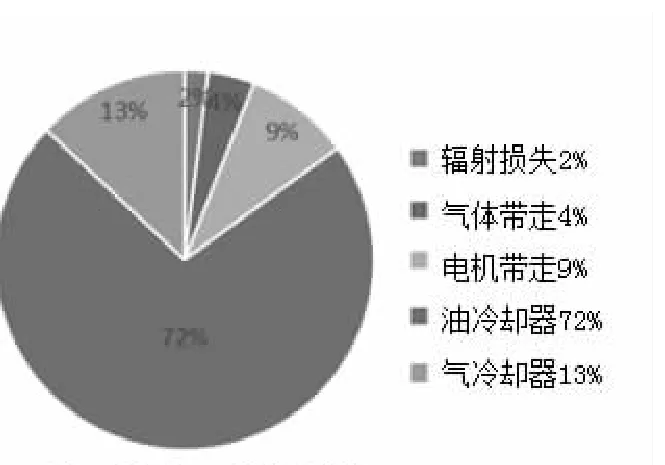
图2 螺杆空压机热量分布
1 螺杆空压机概述
螺杆空压机主要由主机和辅机两大部分组成,主机包括螺杆压缩机和电机,辅机包括进排气系统、喷油及油气分离系统、冷却系统、控制系统和电气系统等。螺杆空压机72%的热量储存在油冷器中,13%的热量储存在气冷却器中,可以通过设置换热设备对油冷却器和气冷却器中的热量进行回收利用,在实际工程中,因油路系统热量回收效率高,系统投资少、对空压机本质安全影响小而被广泛应用(图1-2)。
2 螺杆空压机余热回收工作原理
空压机余热回收系统是利用换热设备,将油气混合物中的热量重新回收利用。在实际工程中,根据现场情况拆除原油管,将换热器串联到空压机油路系统中,如图3 所示,油水换热器上部进油管与空压机油气分离器出油口(A 点)连接,下部出油管与过滤器总成端(B 点)连接。

图3 油水换热器油路接口示意图
空压机启动时,油温较低,润滑油通过油路侧回到空压机循环。换热器水侧不循环,系统不进行换热。当空压机运行一段时间后,温度逐步升高,温度达到设定温度时,换热器水侧循环换热,带走润滑油中的热量。空压机余热回收系统流程图见图4。
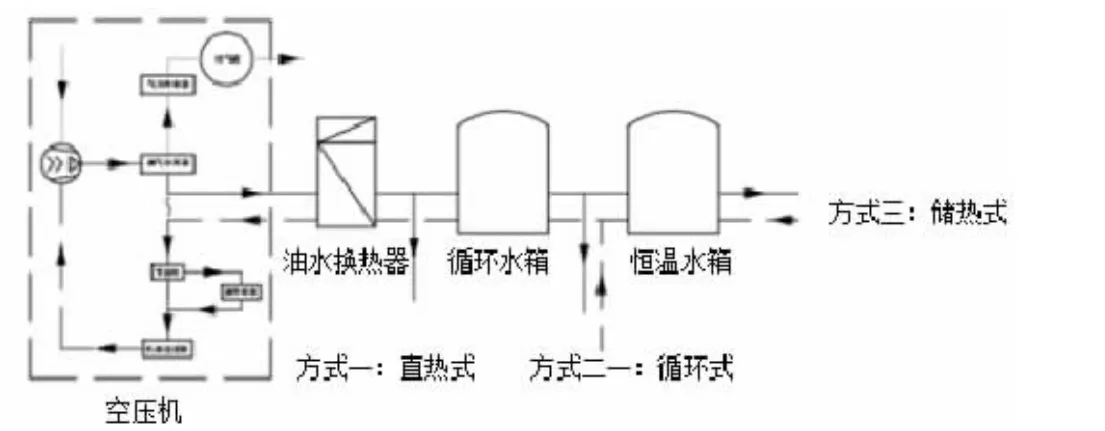
图4 螺杆空压机余热回收系统流程图
水路侧可根据实际工程需要可采用不同的设计方案:
(1)直热式。水侧出水温度直接为用户使用的温度,对于热用户离空压机较远时,可采用。其优点系统初投资较低,但其换热器换热面积较大,系统阻力大,运行费用高。
(2)循环式。通过循环换热,水温不断上升。一般用于对水温和用水时间要求不严的场合。
(3)储热式。当循环水箱的温度达到设定温度后,将热水泵送至保温水箱进行储存,用热时启动送水泵送至用户,一般在分时用水的系统采用这种方式,比如淋浴系统。
空压机改造项目以及新建时考虑余热回收系统,降低企业运营成本,提高空压机生产效益,同时保证环境友好的模式逐步被广大企业认可,各企业结合自身企业的需求,通过回收空压机余热,满足企业淋浴或工业用热,应用情况见表1。
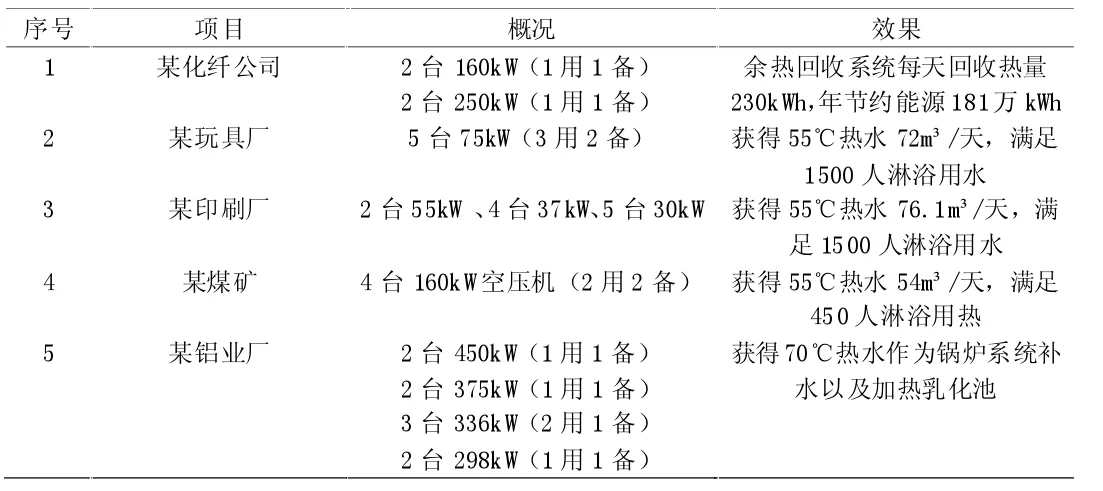
表1 空压机余热回收应用情况
3 余热回收系统在实际工程项目中存在的问题及设计注意事项
空压机余热回收技术门槛较低,空压机厂商、换热器厂商以及各种小型机电公司都能承接相关的业务,但在实际工程应用中暴露出了各种问题,总结如下:
(1)热油管路接口漏油。影响设备间环境;如果漏油管漏油未及时发现处理,会造成空压机机头缺油卡死的事故。
(2)换热器油管接三通阀门,存在操作错误断油烧机危险。
(3)换热器油管过小烧坏电机。
(4)换热器油路阻力大,威胁空压机的运行安全。
(5)热水系统管道设计不当,管径过大造成浪费,管径过小影响效能发挥,常见循环换热管径不足,甚至流速过高发出噪音和冲蚀。
(6)热水系统控制设计不当。控制系统过于简单,未达到无人值守。控制系统过分追求高新尖,设置过于复杂。
(7)系统设计热能产出不匹配;用热需求分析不充分,用途受限。
根据上述工程实践中反馈的问题,空压机余热回收设计应注意事项如下:
(1)空压机与换热器将不应设置任何阀门,避免阀门故障或人为误操作导致系统断油,烧坏电机。
(2)设计认真核算换热器油路侧阻力,避免油路侧阻力过大。油路侧阻力加大会造成润滑油流量减少,冷却能力下降,油温升高;导致回油慢,机头内部轴承润滑能力下降,增加电机损坏风险。
(3)空压机油管与换热器接口的型式、密封等,根据设备定制开发,以免油管漏油。
(4)认真分析用热需求,合理设计热水系统。
结束语
能源日益短缺,能耗费用日益增长,对存在大量空压设备的系统、企业,系统工程师应在充分了解系统的基础上对系统进行优化,充分利用空压设备的余热对企业能源进行整合,并且严格复核设计,在保证系统、设备的本质安全下,开展节能措施,提高企业效益。
