自动开捆设备内液晶面板装运箱变更设计
2020-08-11李素泉
李素泉
摘 要:目前液晶电视越来越普及,液晶电视在制作过程中,装运箱也各不相同,在制造过程中,很多设备有自动开捆包功能,各个设备所能对应的箱体也不尽相同,均为一开始已经设计好的,本文将立足于南京中电熊猫集团,以现场实际来探讨液晶面板装运箱体变更后的设备对应设计方案,可以节省重新制作新设备成本,同时加快新箱体的投入使用计划,达成公司预期的要求。
关键词:液晶面板;装运箱;自动开捆
1 新的装运箱使用项目背景分析
由于公司计划变更自动开捆设备内使用的液晶面板装运箱,但是新的白色裝运箱目前不可以在自动开捆设备内运行,只能由生产人员手动取屏再投入设备中,容易导致破片、削薄等风险,需要技术人员对开捆设备进行设计检讨,设计出新的方案可以自动投入设备。
从箱体的整体尺寸数据来看,新的装运箱与旧的装运箱尺寸没有太大的差异,设备内使用应该是可以流通的,但是2个箱体在结构设计上有较大的差异,需要根据新的箱体重新设计设备内的机械手臂夹具。
旧的红色装运箱无盖,在使用过程中容易导致异物等进入箱体内,造成液晶面板在BONDING过程中,出现不良现象。新的白色装运箱有盖,可以有效防止异物等进入箱体,提升产品的良率。
通过新项目的成立背景来看,结合现场实际设备机构及软件程序,对其中一条线体的开捆设备进行设计检讨,以完成白色装运箱的自动生产。
2 难点检讨分析及对应方法
通过箱体以及设备内机构的对比分析,确认出差异点,并提出改造对应方法。
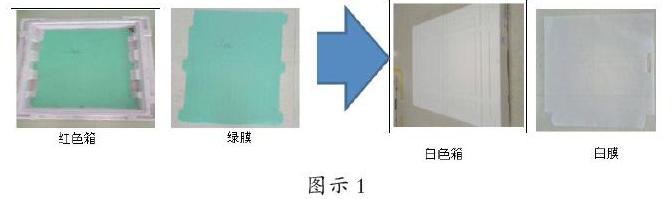
一、红色与白色箱体及内部间隔膜对比,如下图1,红色箱体无盖,白色箱体有盖,可以有效防止异物等进入箱内。箱体内间隔膜差异较大,红色箱内是绿膜,硬度比较大,不易弯折,设备吸附良好;白色箱内是白膜,较软,设备吸附很差,白色膜有轻微漏真空的现象发生,基本上白膜很难正常吸附起来。
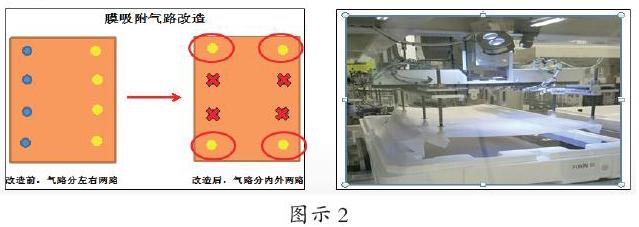
对策:此处难点主要是吸膜异常,真空值不够,白色膜有轻微漏真空的现象发生,检讨了4种吸盘,一一进行了测试,最终确认波纹吸盘有很好的吸附力,可以正常将白色膜吸附。更换新的吸盘后,原来的吸盘导柱无法满足新吸盘的安装,重新设计加工了一根导柱来安装新的吸盘,原导柱需要300元/根,新的导柱加工件只需要100元/根。吸盘和导柱选取OK后,在调试过程中发现,白膜在四个角吸附的效果较好,再次对设备内机构手臂的吸附气路进行重新布局,如下图2,至此白色膜吸附改造完成,此改善方案完全可行。
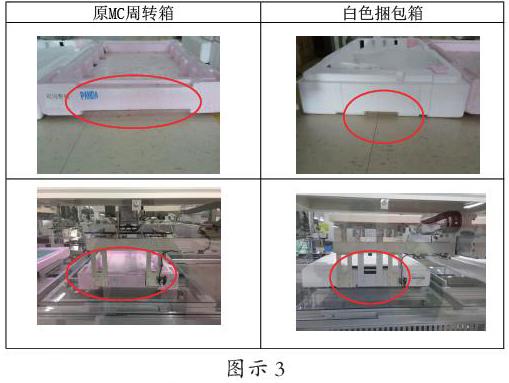
3 箱体设计的夹取位置不同,如下图3,原有设备上只设计了红色箱的夹取机构,红色箱底部工艺卡槽较长,原机构是采用双夹具夹取,一共4个受力点,抓取时受力稳定,白色箱工艺卡槽较短且在中间,只能采用单夹具夹取,一共2个受力点,抓取时受力不稳定,而且现有设备机构无法进行夹取。
对策: 需要重新设计新的机械手臂,对白色箱进行夹取,在设计过程中,发现由于原机械手臂支架采用焊接方式,加工成本较高,旧支架经过现场测试,只需拆下夹具,支架可以不拆,故机械手臂可以重复利用新支架经过重新设计后不再采用焊接方式,而是采用4个螺栓固定方式,简单易拆卸。
4 新夹具设计安装时的水平异常,夹具夹取箱体后存在前后及左右水平问题,因安装固定孔是固定的无法上下移动,导致箱体水平度异常,影响机械手臂在吸附间隔膜时真空异常发生,以及机械手臂在吸附液晶面板时真空异常发生。重新设计安装固定孔,将安装固定孔设计成上下可移动的U形安装孔,便于上下移动及轻微旋转调整,重新安装改善后的夹具,并用水平尺进行水平校准,现场测试水平OK,各机构吸附真空达标。
5 新设计夹具运转的风险,白色箱的工艺凹槽在中间位置,受力点只有前后两个,设备机械手臂夹取箱体后上下移动时会左右晃动的现象,有掉落箱体的风险。考虑在新夹具上方增加横杆,可以有效防止箱体左右晃动。根据白色捆包箱的壁厚的数据,增加防倾杆,夹具夹取时受力面积增大,现场测试100箱移动稳定,风险可以解除。
6 由于红色箱体和白色箱体具体外形尺寸数据还是有差异的,开捆设备所有参数位置全部需要进行重新登录。绿色膜与白色膜在设备检测上区别也很大,需要对设备画像处理数据进行全部重新登录,各位置参数以及画像处理数据重新登录后,测试10箱,位置稳定,画像清晰,可以正常使用。
7 原红色箱由于无盖,可以堆叠5箱一起投入设备,现白色箱有盖,不可以堆叠,所以只能一箱一箱的投入设备中,修改开捆设备投入条件,并改造投入口内部STOP定位机构,符合白色一箱的使用,当箱体内液晶面板全部被取出后,设备增加投入时的报警提示程序,提醒生产人员需要再次投入箱体,人员通过按下投入按钮,并将白色箱推入到设备中,程序修改后设备运行正常。箱体排出时,红色箱也是5箱一起排出,由于排出时是空箱体,经过多次测试,白色4箱或5箱一起排出时,会有箱体倾斜现象导致箱体掉落在设备内,最终测试白色箱以3箱为一组排出,修改开捆设备排出条件,并调整排出口内SENSOR检测位置,调整为检测3箱后报警,经程序检测后,当SENSOR全部ON后正常报警,人员通过按下排出按钮,正常排出,程序修改后设备运行正常。
综上所述,按照以上所有改善项目分析,将所有难点全部克服,并通过了各项测试,最终确认此次改造成功,完成公司此次提供新的白色装运箱导入,为公司节省了新设备采购费用。
