激光切割Kapon复合胶膜工艺改进研究
2020-08-04何燕春刘鑫袁莓婷
何燕春 刘鑫 袁莓婷


摘 要
针对恶劣环境条件下计算机印制电路组件,粘接冷板在提高电路组件的可靠性同时可以实现电路组件的快速散热。Kapton复合胶膜属于宇航级复合粘接材料,其主要应用于导热板与印制电路板的粘接。使用激光切割设备一次成型加工Kapton复合胶膜,可实现胶膜复杂外形和孔的同时切割,提高粘接效率和劳动生产率。本文分析了激光切割Kapton复合胶膜的切割孔合格率与激光功率、频率、喷嘴走速、司服电机加速度之间的关系,并进行试验设计优化其工艺参数。
关键词
Kapton;复合胶膜;激光切割;粘接
中图分类号: TG456 文献标识码: A
DOI:10.19694/j.cnki.issn2095-2457.2020.15.019
0 引言
Kapton复合胶膜属于宇航级复合粘接材料,应用于导热板与印制电路板的粘接[1-2],使用激光切割设备一次成型加工Kapton复合胶膜,可实现复杂外形的切割[3-4]。但由于该胶膜为4层复合材料组成,各层材料物化性质、对激光波长吸收均不相同,在使用激光切割设备制备胶膜[5-6],檢验时出现大批胶膜对孔切割不合格现象;检查切割Kapton复合胶膜样件64张,孔切割不合格数2248,切割合格率仅为9%。
1 原因分析及影响因素确认
从人、机、料、法、环、测因素进行分析,经排查人员的技能水平、设备精度、材料情况、环境温湿度等均满足要求,确认激光功率、频率、喷嘴走速、司服电机加速度与孔切割缺陷情况如下:
由图可知,激光功率、频率、喷嘴走速、司服电机加速度均对孔切割合格率有影响。
为进一步提高孔成型合格率,通过DOE试验寻找高孔合格率的切割参数。因四因素之间相互影响,且需使用3D响应面曲线得到其之间相互影响趋势变化和参数得到最高的激光切割合格率,故按Box-Benhnken中心组合实验设计原理,对24全因素试验进行编排,其试验编排与试验结果见表1。
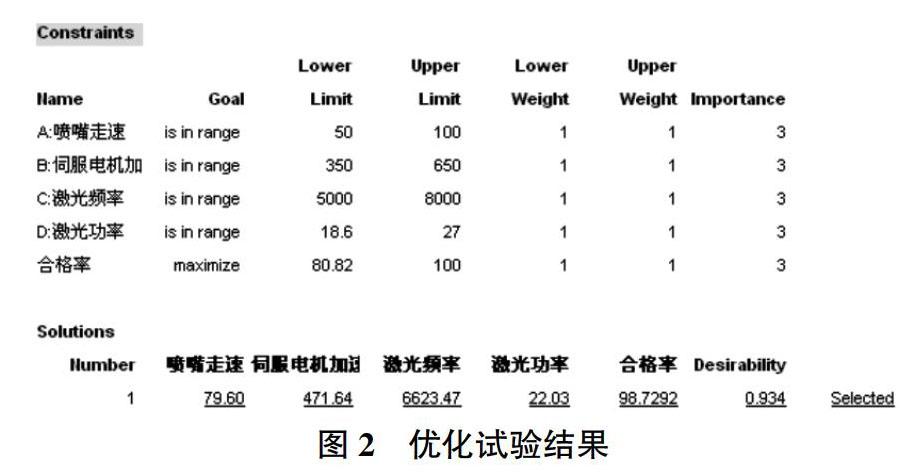
通过Design-Expert进行二次响应面回归分析,得到如下多元二次响应面回归模型如下所示:Y(%)=-232.9431+0.63 802×1+0.071235×2+0.015739×321.55125×4+8.66667×10-6×1×2+8.44000×10-5×1×3+1.30952×10-3×1×4-1.63 333×10-6×2×3+4.08730×10-4×2×4+3.96825×10-7×3×4-7.72493×10-3×12-7.43037×10-5×22-1.63804×10-6×32-0.49599×42,根据所得到的模型,优化最优工艺参数,见图2。
2 试验结果及验证
依据图2优化的最优试验结果和设备可调精度范围选取最优工艺参数,见表2。
因此,最优工艺参数为喷嘴走速80mm/s,激光功率70%,激光频率6500kHz,伺服电机加速度450 mm/s2时,孔切透率的平均值为97.4%,与预测值98.7%比较接近,说明此模型是合理的。经过实验设计工艺参数调整,工艺改进后激光切割Kapton复合胶膜孔切透率由原有的9%提升至97.4%。
参考文献
[1]张丰华,任康,焦超锋.模块冷板作用及组装流程浅析[J].机械工程师(3):60-62..
[2]石红.空芯印制板导热绝缘胶接技术[J].粘接,1996(1).
[3]喻少英.模块导热板粘接新技术[J].粘接(03):32-33.
[4]许保祥.KAPTON薄膜电子辐照损伤效应[D].哈尔滨工业大学,2007.
[5]陈树明.激光切割技术现状与发展[J].锻压装备与制造技术,2002(2):3-5.
[6]黄开金,谢长生.激光切割的研究现状及展望[J].激光与光电子学进展,1998,35(4).
