新型接地线新型焊接技术研究
2020-08-04曾艳丽
曾艳丽

摘要:输电线路检修时线路工人在作业过程中的安全早已引起电力部门的重视。只有在停电线路上挂好接地线后才认为该线路无来电可能而可以安全作业的观念亦早已在线路工人中建立,然而在停电的输电线路上实际作业中如果不正确使用现场个人安全接地线仍然会导致严重的触电。最近我们进行现场验证试验的结果,指出接地线的布局直接影响工作人员所受的接触电压。现将我们研究出接地线的焊接技术来解决接地线断的情况,以从中吸取经验,正确指导现场工作人员贯彻安全保护揩施。
关键词:接地线;安全;输电线路;焊接;施工
1、成果创新背景
变电站和输电线路接地线主要存在以下问题:
1)以往接地线多采用普通碳素钢,随线路运行时间增长、环境污染加重,易发生锈蚀甚至断开。
2)为满足接地线防腐需求,接地线品种已日趋多样化,如不锈钢包钢、石墨包覆多股绞线、敷碳层钢筋等。传统焊接方法受人工技术水平限制,接头质量难以保证,且新型接地网材料焊接难度大。
3)输电线路接地网焊接场所大都在野外,采用手工电弧焊需焊机、发电机等,施工不便。
针对新型耐腐蚀接地网材料,亟需更高效、便捷的连接方法。
2、技术方案及创新点
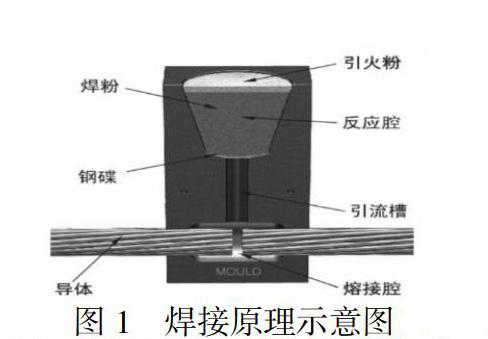
放热焊具有高效、设备简单、施工方便,接头耐腐蚀,适用多种材料焊接等优点,从而确定放热焊作为新型接地线焊接方法。
放热焊通过氧化铜与铝的化学反应产生液态高温铜液和氧化铝残渣,利用反应所产生的热量实现高性能熔接。
创新点一是研制了具有自主产权的新型焊粉,其性能与进口焊粉相当,成本仅为进口焊粉60%。自主开发的焊粉已申请发明专利,并得到受理。创新点二是创新优化了适合新型接地线焊接的工艺措施及检验标准。
3、成果实施步骤及主要技术措施
首先,对不同连接方法特点进行比较,确定放热焊作为新型接地线连接方法。其次,针对新型接地材料采用现有国内、进口焊粉进行对比试验研究。最终,经多次焊粉配方调整,研制出新型焊粉,并制定相应焊接工艺和检验标准。
3.1连接方法选择
经调研和对比,尝试多种焊接方法,如钎焊、放热焊等,不同连接方式特点对比见表1。可见,放热焊特点适合接地线焊接,故将其选为新型接地线材料的焊接方法。
3.2市售焊粉焊接质量对比
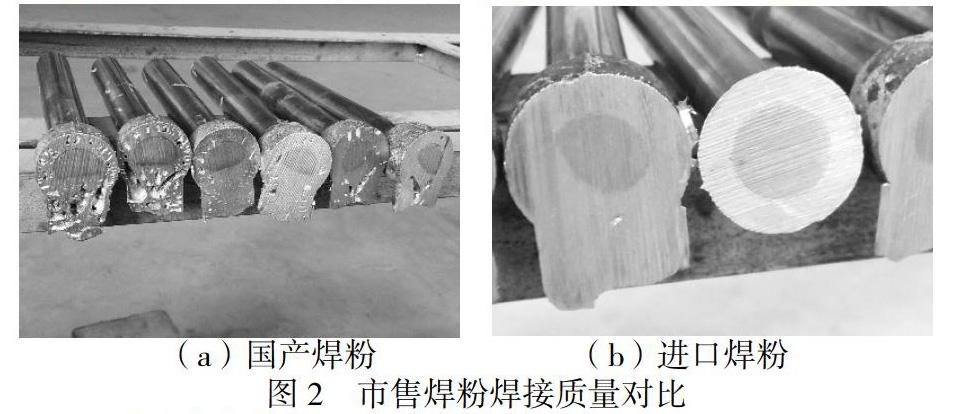
对市售国产、进口焊粉进行焊接质量对比研究,试制接头见图2。
图2a为国产焊粉焊接接头。国产焊粉虽价格低(100元/公斤),但接头内部存在大量氣孔、夹杂及热裂纹等缺陷,接头性能差。
图2b为进口焊粉焊接接头。接头致密无缺陷,接头性能好,但价格约为国产焊粉两倍(进口焊粉200元/公斤),经济性差。
3.3新型焊粉研制
为克服国内焊粉焊接质量差,而进口焊粉价格昂贵等问题,结合目前两种焊粉主要成分,进行成分优化,添加氧化亚铜、铜磷合金、硼砂等,开展新型焊粉研制工作。
对自制、进口、国产焊粉 “一”字型接头进行外观、熔点、电阻等对比试验研究。
自制焊粉,接头为古铜色;表面平滑;冒口处表面有少量针孔状气孔,深度较浅;截面无明显气孔、夹渣缺欠;整体外观质量与进口焊粉接头相当。国产焊粉,接头表面熔渣较多,氧化铝残渣聚集在冒口处,不易去除;截面含有大量气孔,在冒口处大气孔聚集。
自制焊粉熔体熔点为1092.3℃,与进口焊粉熔体熔点1091.7℃非常接近,略低于国内焊粉熔体熔点(1097.8℃)。表明,自制焊粉熔体纯净度高,而实际接头熔点高于熔体熔点,可满足接地装置接头导电性良好、高熔点的要求。
端距为25cm接头进行电阻测量,自制、进口、国产焊粉接头电阻分别为9.0042 mΩ、6.6974 mΩ、12.3906 mΩ。表明,自制焊粉满足接地装置导电性能良好要求。
综合来看,焊粉质量显著影响接头质量;自制焊粉接头质量优良,并且性价比高(成本仅为进口焊粉的60%),综合性能指标达到进口焊粉水平。
3.4制定新型接地线焊接的工艺措施及检验标准
针对自制焊粉,创新优化了适合新型接地线焊接的工艺措施及检验标准。
4、成果实施效果
创新成果在变电站(1个)和输电线路(4条)接地网焊接中成功应用,创新成果主要优势有:
(1)接头寿命长。手工电弧焊接头寿命为7~12年,而放热焊接头可达到30年以上。
(2)经济效益显著。以一座220kV变电站为例,接地网约2500个接头,采用手工电弧焊成本约35~40万人民币,而放热焊仅需约25万,成本降低30%左右。
(3)社会经济效益大。因接地线断开而引起跳闸的损失是不可估量的,所以保证接地线安全,社会经济效益大。
(4)前景广阔。随着特高压的发展,新型耐腐蚀接地线将广泛应用,其特点是接地线直径大、连接点多,成果应用前景非常广阔。
(作者单位:国网河南淅川县供电公司)