砂型3D打印的龙门轴同步控制技术研究
2020-08-03林风
林风

摘 要 为了简化大型无模砂型3D打印机的机械结构及降低机械加工、安装精度,对传统的两轴通过机械轴由单电机实现同步,改进为由双电机驱动的龙门轴电气控制方法实现同步。
关键词 砂型3D打印;龙门轴;双电机驱动;同步控制
引言
现在国内外无模砂型3D打印机械设备,基本还都是只能打印中小型的砂型,尺寸一般在2000mmX1000mm以下,近年来,市场对大型无模砂型3D打印设備的需求越来越大,各生产设备厂商都相继推出更大成型尺寸的大型无模砂型3D打印设备,随着机型的不断增大,传统两轴的同步通过机械轴由单电机驱动的方式,机械结构复杂、加工及安装要求高,精度难于达到要求,越来越不能适应机型的发展的需要。
通过双电机驱动的龙门轴同步控制方的式来实现两轴同步,简化机械结构,降低机械加工及安装要求,以满足机型向越来越大方向发展的趋势要求。
1控制策略
随着近年来工业的发展,需要控制两台及其两台以上的电机。保持多电机的协调运转常用的两种方法:一种是机械方法,另一种是电的方式。对于电方式的多台电机协调控制的研究主要是深入到速度和力矩的双重协调控制研究,目前存在的同步控制技术包括并行控制,主从控制,交叉耦合控制,虚拟总轴控制,偏差耦合控制等[1]。
根据我司多年的实践,从经济性、实用性和可行性考虑,选用交叉耦合控制的方式进行龙门轴同步控制。
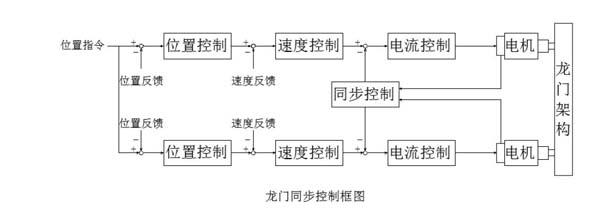
控制原理框图如下:
2控制系统构成
主控制单元采用倍福PLC:CX5140-0120,电机采用松下伺服(驱动器MEDLN83BE,电机MDMF202L1H6M),总线采用EtheraCat总线。砂型3D打印设备要求同步及精度高:动态同步误差小于0.05mm,静态同步误差小于0.02mm,重复精度小于0.02mm,同时要求龙门承重大于5吨,因此主从轴采用刚性机械结构连接的硬龙门结构。控制方法应用倍福PLC之电子齿轮耦合功能[2],实时监控主从轴的同步偏差,动态实时调整从轴的速度,从而实现从轴跟随主轴运行。而主、从轴各自又进行位置闭环控制,所以响应迅速平稳,动态误差小,达到系统的控制要求。
同时,系统的实现常用的找手动回参功能,寸动及连动功能,以及参数设置功能。
3控制系统测试结果
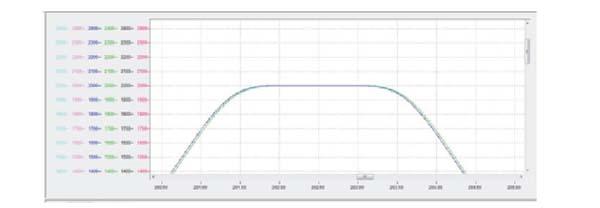
主轴与从轴设置速度与实际速度,设置位置与实际位置的曲线图[3]
主轴与从轴的实际位置曲线图
4控制系统性能
经过实践测试,系统完全能够达到预期的要求,本控制方法是可行的:
(1)动态同步误差小于0.04mm;
(2)静态同步误差小于0.02mm;
(3)重复精度小于0.01mm;
(4)龙门承重:4吨。
5结束语
无轴传动(也称为无齿轮传动)设计现已逐渐取代印刷机等制造业中的常规机械长轴和齿轮。机械零部件总是容易磨损。虽然积极维护可减少磨损,但却无法消除这一问题。采用机械方式进行连接的设备会逐渐降低精度,最后导致工作人员必须不断重新调节或者更换磨损的零部件。对于采用电子同步技术的机械而言,磨损问题已经成为过去,因为用户可通过软件来控制同步功能。同时也大大简化了机械结构以及降低了机械加工、安装的难度。
相较传统同步控制,本龙门轴同步控制具有极大的优势及经济效益。将拓宽砂型3D打印技术的应用场合,给本领域带来更大的活力和技术优势[4]。
参考文献
[1] 杨晨娜,张怡.双电机同步控制系统的设计与仿真[J].工业控制计算机,2009,22(1):36-37.
[2] 李发海,王岩.电机与拖动基础(第四版)[M].北京:清华大学出版社,2012:177.
[3] 王孝武,方敏,葛锁良.自动控制理论[M].北京:机械工业出版社,2009:215.
[4] 王威立,栗文雁.高精度伺服控制系统[M].北京:知识产权出版社,2016:69.
